Release V2.1 of the Flyfisher604 F360 post processor is available.
Release History
----- Github tag: v2.1 -----
Enhancement: Custom gcode for coolant channels can be defined
----- Github tag: v2.0.1 -----
Bugfix: Undefined variable used for Z height during toolchange, garbage output
----- Github tag: v2 -----
Numerous bugfixes
Coolant channels reworked; allows for channels A and B to be enabled at the same time; allows a coolant type to be defined for a laser; coolant properties are unified to control either Marlin and Grbl firmware; warnings if tool’s requested coolant is not configured on a channel
SafeZ (G1 to G0 conversion) can reference the Heights defined in a tool operations
Enhanced comment levels
Firmware dialect selected as a property
Single file install via F360 standard Manage->Post Library install interface
Updated documentation
----- Github tag: v1 -----
G0 Rapid move at the beginning of each cut is restored - resolves tool drag when Z is not retracted before horizontal travel occurs (F360 Hobby issue)
Recovers G0 Rapids that occur above a safe height or that are vertical only (F360 Hobby issue)
Feedrates can be scaled to ensure mpcnc Z axis cut rate is not exceeded. Fusion 360 kinematics do not respect an axes feedrate if different from the machine’s generalized feedrate.
Warning:
User must review all GCode produced to ensure it is appropriate for their needs.
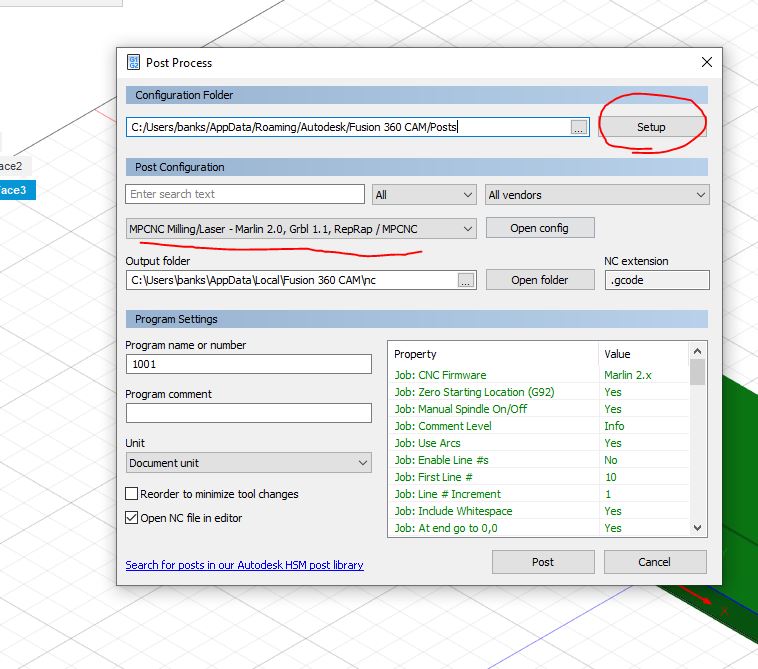
Once unzipped, mpcnc.cps can be installed using F360 Manage->Post Library. When running the PP use the Setup button to select Use Personal Post Library (will be remembered - required once).
Thanks heaps … I think I set this up right… I’ve used F360 in the past in DESIGN Mode but not manufacturing mode so hope this i s correct for setting up PP as per image attached.
Are you running a mpcnc off of the sd card option or a Octipi setup? Have any issues after using the processor through fusion? Im trying to narrow down my Sd card reading issue and seeing what others have come across with doing this.
When i added the processor to fusion it let me generate gcode. Saved the file with 1001.gcode, however when i try to run the file on the display its likes its not there or its not reading it.
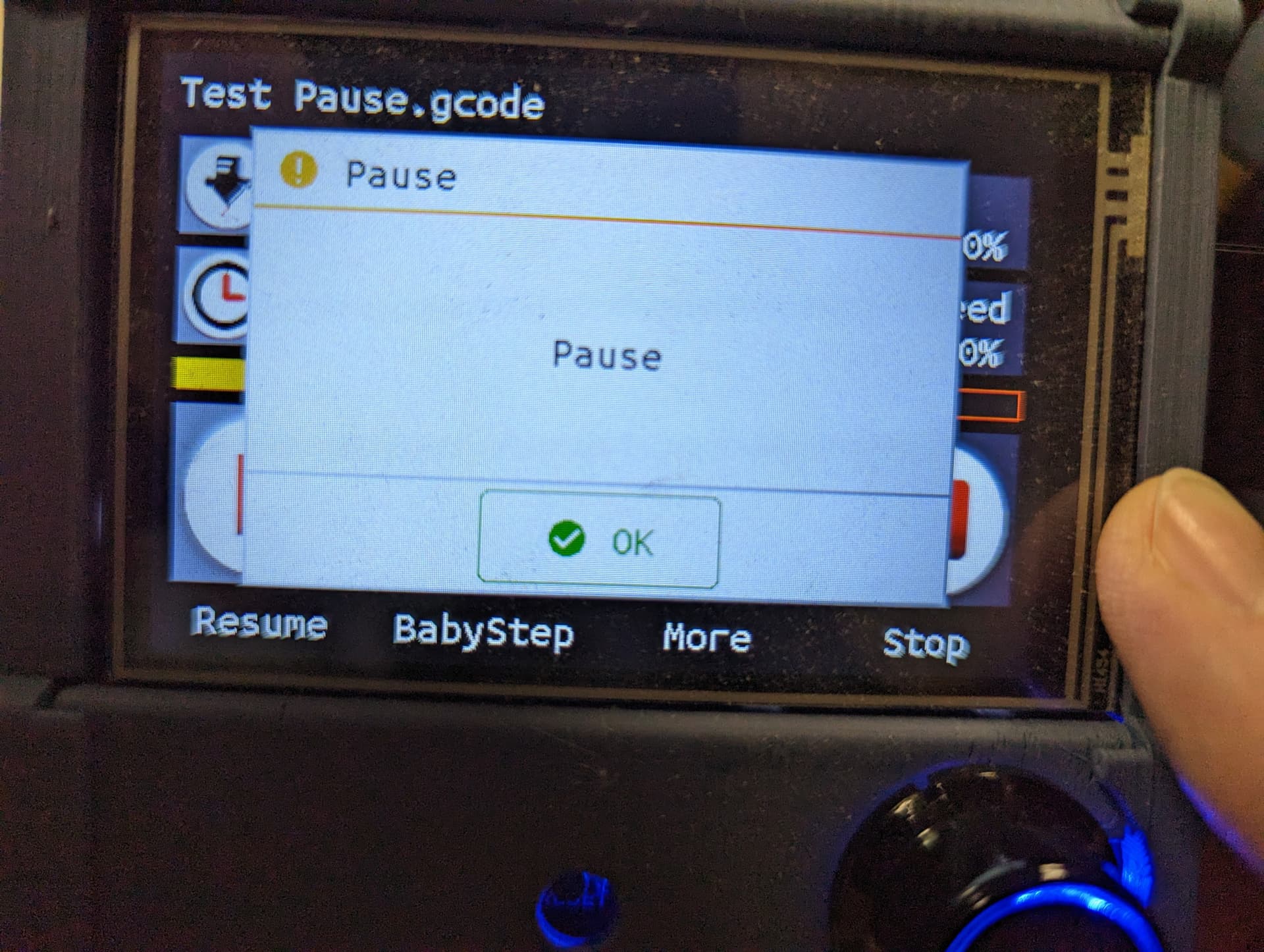
Ok, so the M0 message isn’t showing anything on my tft35. When I manually add M117 before the M0 command I obviously get a brief echo of that message.
Wonder if this is a bug or something that needs to be activated in the V1 tft bin files.
@Flyfisher604 are you aware of this? Is there some kind of fix, if not how could we add a M117 before each M0 command?
I assume you are using the touch interface and not Marlin? I think this has to do with minimal firmware support for the Big tree tech TFT, but @vicious1 should know.
correct, I only use touch, as I removed the serial cable to increase airflow in the TFT box but also since I prepared for RRF on SKR (but to busy to continue that for now).
well that´s been set up by the PP in Fusion 360, so that´s why I asked @Flyfisher604 if we could add it as on optional setting in the PP.
In the meanwhile I found this ancient topic. So it´s not my specific setup. But there seems to be no followup on this matter.
@Olivier, I’m not sure if something may have changed in the firmware but I can confirm the messages were being displayed. I’m running firmware that is a couple years old though, so I can’t comment on what is happening now.
Can anyone with newer firmware comment on what they see when the messages are to be displayed?
I recently upgraded to the Jackpot board (GRBL). I have mostly been using vcarve, but would really like to use Fusion 360 more since I use it for CAD. I was able to get @Flyfisher604 PP to work with my SKR (Marlin) board in the past. I started looking for GRBL post processors and stumbled upon a post that this PP also works for GRBL. Great! Except when I post processed, it did not add my touch plate probing. When I dig into the PP code, I found this:
// Is Grbl?
if (fw == eFirmware.GRBL) {
writeComment(eComment.Important, " >>> WARNING: No probing implemented for GRBL");
}
Why is probing not implemented in GRBL? Can I comment the lines in the code out so it is enabled. I just want it to add the G38 line and then G92 Z0.5 with pauses to attach and remove the probe. The fusion PP is pretty complicated for a hack like me, so I don’t want to do anything that will break something. Any issues with this?
@staffordj when coding the PP I had no access to a controller that used GRBL. I relied on what I could determine online and what others confirmed worked.
Implementing probing in GRBL appeared to be deferent then Marlin. As I didn’t know the answer I left it out. G92 in some GRBL implementations was marked as deprecated and it seemed the G38 needed to be a G38.2 or maybe a G38.3. Bottom line is I didn’t know and I had no test platform to determine what was correct. Remember this was 3 years ago, Jackpot didn’t exist.
If the correct GCode sequence can be determined then I can look at adding this functionality. But there may be a delay as my PP development environment needs to be refreshed (not needed in several years) and I’m currently working on other projects. That said, if the correct GCode sequence can be determined then it can be added.
Note, by default the PP uses a G28 to probe. This is Marlin specific. By setting probe4_UseHomeZ to false in the configuration it will use a G38.3 which should work (a G38.2 may be safer though, but that’s not in the code).
It won’t do any probing though if it is in GRBL mode so you will need to comment out the if.
I haven’t tested any of this. If this works let me know and we can work to make the code correct and put out a new release.
I had forgotten that you can use a file for start and end code. I will give that a try. @Flyfisher604 if you get back to this, here is the start code I have been using. My system is a MPCNC primo using a 0.5mm touch plate to set z height.
G21
G90
G94
G92 X0 Y0
M0 (MSG Attach probe)
G38.2 Z-80 F200 P0.5 ( probe down set thickness )
G1 Z10 F900
M0 (MSG Remove probe)
I am looking for beta testers for an updated F360 post processor that better supports GRBL/FluidNC/Jackpot. Changes are primarily related to start up, probing and ending GCode. Still need to review tool changes.
If you are interested and are using GRBL then reply here and I will reach out and provide access to the beta post processor.