I have a confession to make - I haven’t done any work in terms of optimising cuts on the LR2 - so I have (had) 20 or 30 hours at the recommended default settings instead of fiddling and getting the job done in half that time or from what I’ve seen around here, a lot less. I’ve mostly been playing with foam but have made a couple of mdf templates, engraved a bit of pine and of course the compressed hardboard for the LR3 struts which I did up the depth of cut a bit, and judging from the sound it all made could have benefitted from going a bit faster too (the cut didn’t burn so maybe not).
I know that working it out is trial and error, that every machine varies etc etc and there are plenty of detailed responses to questions on here with answers along those lines.
I haven’t seen any suggested method for how to go about that though, which probably means it’s all a bit hard. Is there any sense in taking a “temperature tower” kind of approach, to gain the necessary experience?
I’m thinking about making a simple number template and changing the parameters for each number so I can keep track of what changes were made (treating depth of cut and speed separately of course).
Is there an easier way or a more logical way for a beginner to accomplish this with some sort of system?
It seems to me that I could end up with a set of samples for future reference as well but I have no idea if that’s worth having. Is this a dumb idea or just more overkill?
I appreciate how the build docs walk people through to creating the Crown of success. This was really helpful when getting started, as are the additional milling guides throughout the docs.
For me, going beyond that involved fumbling around in the dark, and this forum. Would be nice to easily assess the health/performance of a machine relative to what’s expected (maybe the community average?). I appreciate this is tricky, especially when people use different sizes and materials.
Have been Rapid Speed testing (with no drill bit attached) to non destructive failure, this helped me identify things to fix/tweak, e.g. vac hose should be strain relief supported, and leadscrews/emt benefit from lube.
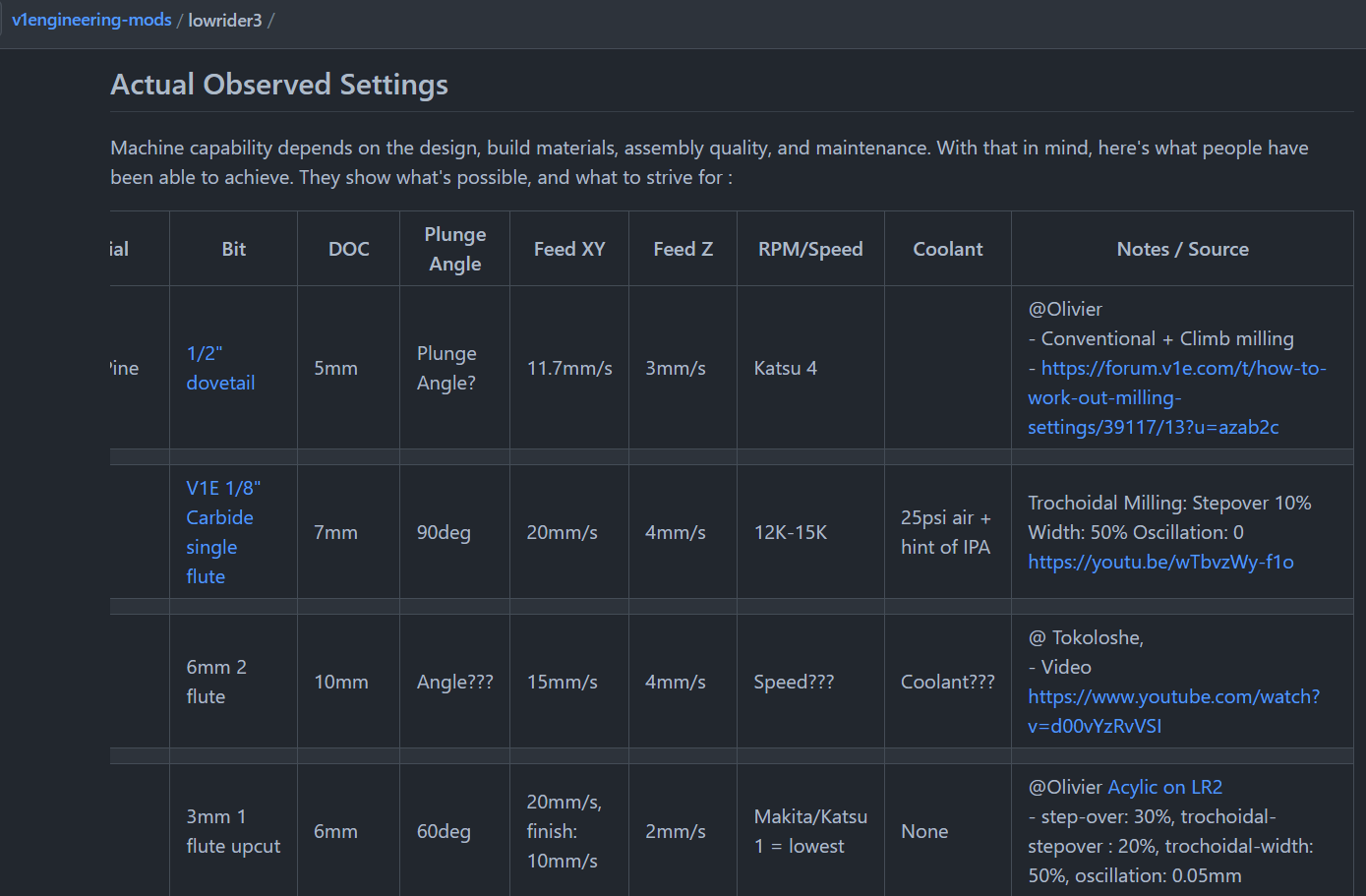
Have been making a note of settings that are working for others’ machines, am using this info as a guide, am not expecting to match performance of smaller more rigid better built machines. This info has been more helpful than not. Pasted current snapshot of actual observed settings below…
Ideally, we’d get to a state where people would be able to Opt-in to sharing anonymized metrics about settings that are working for their build configuration (via EstlCam and/or most commonly used toolpath generating app?). The machine setting data could help detect good/bad outlier behavior that could be actioned in multiple ways. i.e. Auto help struggling individuals (via ChatGPT which can do any and everything ), and, also identify and spread best practices/mods to level up the overall community.
e.g. Phillip went through all sorts of hell troubleshooting quality issues that ended up largely being a result of worn out bit. “There’s got to be a better way…” - Shark Tank
I still think the Coasty CNC speed test would be great. Different levels of difficulty, e.g. Cuts, Carve, Inlays, etc… Something with utility value that advertises V1E and can be given to friends, and/or strategically ‘accidentally forgotten’ in various hardware stores around the world.
Thank you for all of this that’s an amazing collection of data, although it does kind of point out the reason for my question. So many of you guys do share data, but there’s a certain amount of knowledge needed before it makes sense. (It does to me now mostly, but often not at the time it was posted.
Yes I think so. The issue for me as a novice is that I don’t understand what I don’t understand (if that makes sense). Hanging around here has given me a base line and an overview of what happens if I exceed it, but it seems that the base line is not appropriate for some materials and I have no idea what increments to use to get to the sweet spot.
It’s simple to keep the speed settings the same and increase depth of cut and vice versa, but what is a useful amount to change each parameter?
The only reason I’m suggesting numbers for the tests is that it’s pretty clear which test piece is which, rather than running a series of squares.
Ahh sorry, my eyes do tend to glaze over once the tech stuff starts. (I’ve had the best night sleep ever after reading the current Prusa Mk4 bits! )
I agree, but I have a very long way to go until I could even think about that!
I think that sounds great if there was a standard format to do that.
Yes, and I was pretty much in awe of that process - I think this process has been brought to my attention at the moment from one of my other lives.
I am working with a couple of newcomers in my camera club and sometimes even the most basic of instructions fly over their heads because we’ve forgotten an even more basic step - “my viewfinder is still black” - “have you taken off the lens cap?”
Boring though it is for those in the know - it’s really valuable for those who are not!
This is like one of those holy grail things for me. I have never known how to approach this.
They’re the basics of a cut, rpm-doc-feedrate. Tool selection, diameter-flutes-shape. Material characteristics. Then things like tool wear, machine condition. That almost sounds like an outline for a instruction page…
I think another thing is we all speak in rpm-doc-feedrate, when more important I think is Material Removal Rate and secondly surface finish.
Truth is I really did not have a firm grasp on any of this I just guess and checked. I am just starting to understand, and I can not seem to find a cut calc I really like. If we could find a good easy cut calc people could tweak the settings and keep the cut load within the parameters for their machine. So maybe your machine can handle a 3 lb load, maybe mine can handle 9 lb. If you knew that number (find it with a couple tests), then after that you can always check your settings. We need a web app. fzero is sooo close.
I do sort of have a method now for finding setting faster so I should make some sort of page. I took notes so maybe this will happen soon…after I wrap up some of the new board stuff.
I want to say again that Sorotec has got a pretty interesting App (https://app.sorotec.de/) that gives you rough ideas on what to do. Considering they are a major supplier in Germany, their data should be okay. I find that it is sometimes rather conservative as well, so you can’t ruin your CNC with it.
Well, same here! I often use safe numbers as I just need things to be done. When I try new materials I take some time to try and find a clean result, but sure I could up speed a lot by experimenting some more. But after some scary router jams I decided to play it safe
The down side is that cutting takes like ages…
You’re a hero to note them all together! I also search the forum when cutting new material to get some insights. As a LR3 user I only look at the LR builds, I think the mpcnc might be sturdier thus will have impact on settings.
Ps @azab2c, in my settings you can update Makita/Katsu speed to 1 and coolant to none!
I’ve posted this link once before: klik I feel like it gives a good understanding why settings can be different but still give the same result.
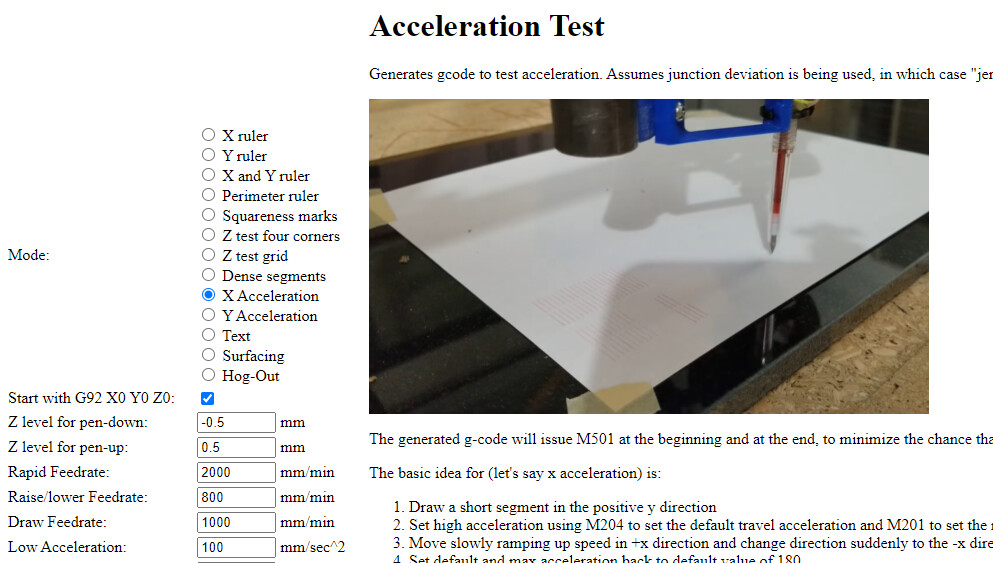
Some basic tests for tuning the machine (like the crown, but for travel speed, basic cutting…) would be cool and much appreciated!
Just like @bitingmidge mentions if we could do some iterations on speed/doc/… and document it with images I believe it would be useful for newbies (still including me ) to get an understanding what’s good and what not. For example I’ve read multiple times “listen to the sound of the cut” but for this to work you need to know how a good cut sounds
Few days back when I was cutting my new struts, the dimensions where of multiple times, until I discovered my bit got dull. If Inonly knew how to see if a bit is still sharp…
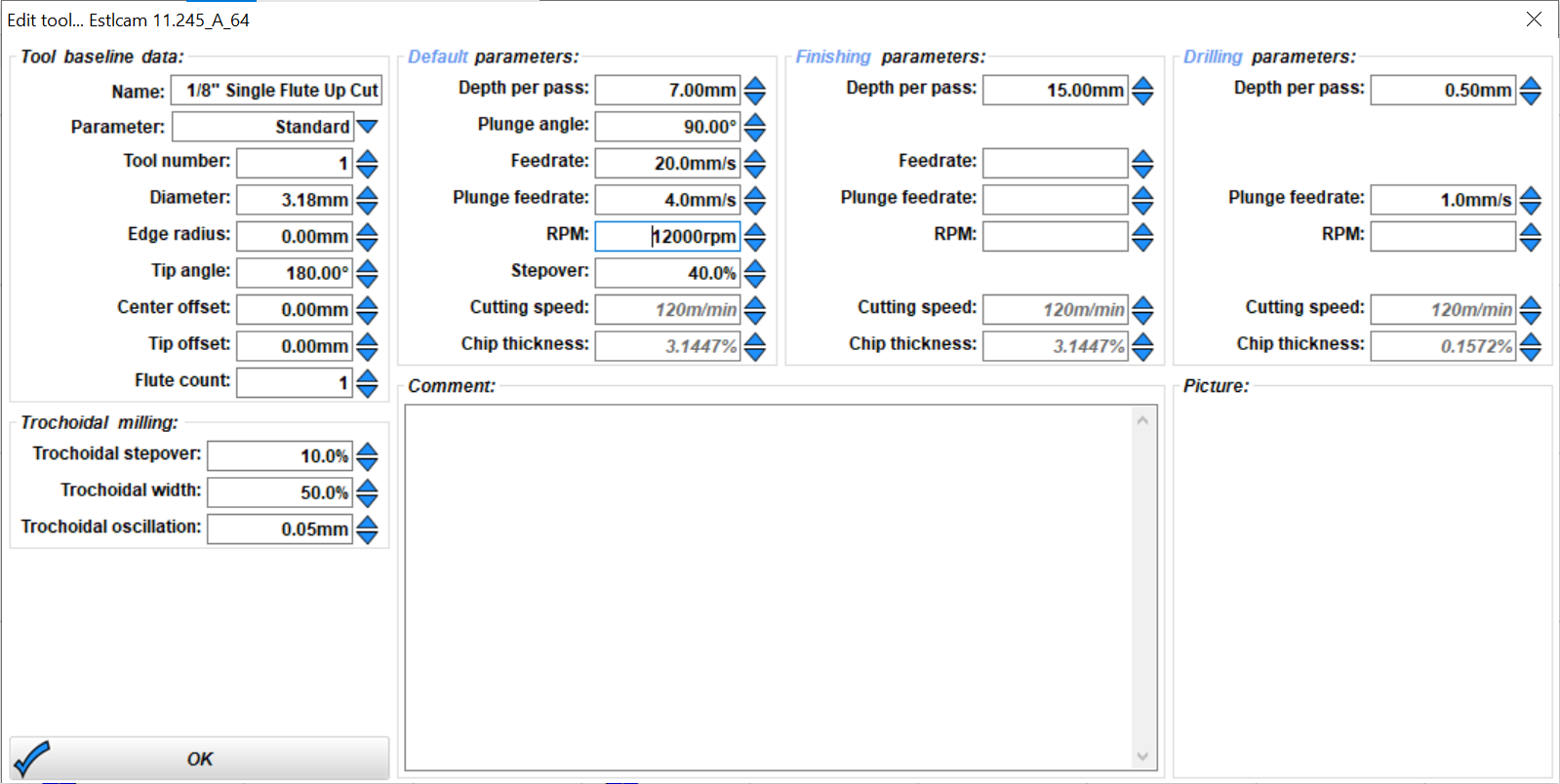
I took 5% plunge, it does not matter during those cuts though, the pockets ignore the setting as far as I know. Speed was 24k RPM, no coolant. That’s the point of trochoidal, though I have to admit the aluminium plate was pretty warm after.
Absolutely. Knowing what’s possible, and what to strive for, or push pass even, can help maximize value of our machines. Not being able to match these settings can be helpful in detecting if we have an issue holding us back too. Linking to video clips of awesome cuts and setups are helpful too.