@Ryan
I am playing around with F360 to finally generate some Gcode directly from it.
Wanted to document it while doing so, could be helpfull for others.
But I can´t create a new topic “Fusion 360” below “Tools - Milling”. It seems I can only fork it.
Could you grant me access to do so?
And what you’ll probably need to do is go to the repository, check out the documentation, and create a pull request for the update. If that sounds overwhelming, then I’ll have to defer to Ryan or @jeffeb3 who I think helped with the documentation conceptualization.
If you’re up for it, you’d need to add the page to the side menu in /mkdocs.yml, then create the actual page (I suggest /docs/software/fusion-360.md). Well, maybe reverse that. Create the file, then add it to the menu… Then create a pull request for the changes.
But I would get the documentation down first. If you have a complete doc ready to go, the forum accepts most of the same formatting the docs do (markdown), so you could just throw it up here, and get some feedback.
Fork is the right procedure. Fork the repo, make changes in a branch, and then make a pull request back to the original repo (github will probably suggest the correct PR when you visit the code in the web interface).
The steps KVC posted are about right (to the best of my memory). If you have any trouble, let us know and we can help you more. I don’t want to write every step out if you’re capable of figuring it out on your own. But we can write it all out, if necessary. There are certainly guides to the fork->PR workflow on github somewhere too.
@kvcummins, The (at)Ryan user was inactive, so vicious1 messages him, and took that account when there was no response. So either at works to summon the vicious one.
That might be a good idea, since I am only starting to use it, my guide might contain errors you senior guys could correct before embedding it in the faq
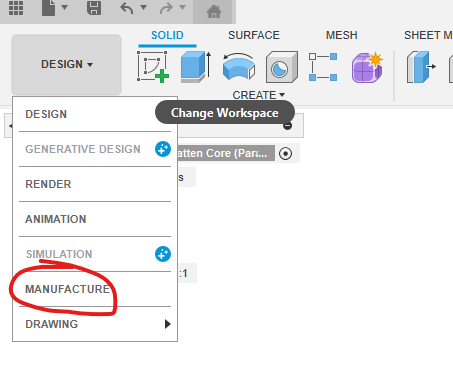
ok, so I haven´t found time to do anything for this yet. So let me write it here first so the seniors can correct it.
I have laminated some wood beams, obviously they are not flat and it´s much too wide for a planer. So I want to use the LR3 for planning / facing the wood. I suspect one could use this tutorial also for planning the LR3 table so you have a flat surface.
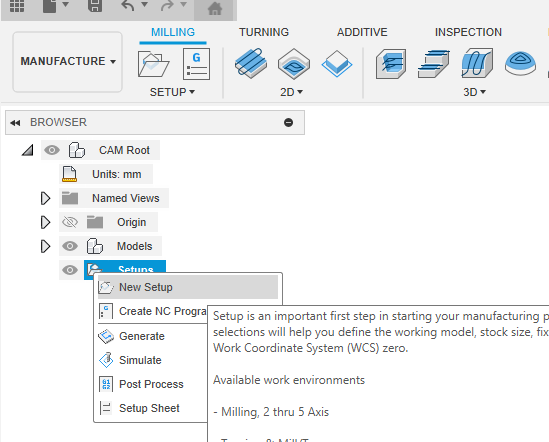
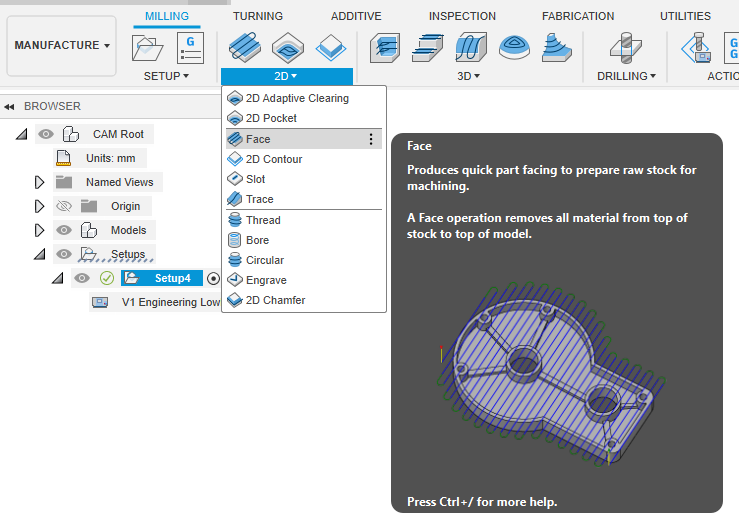
The Facing operation:
Step 1
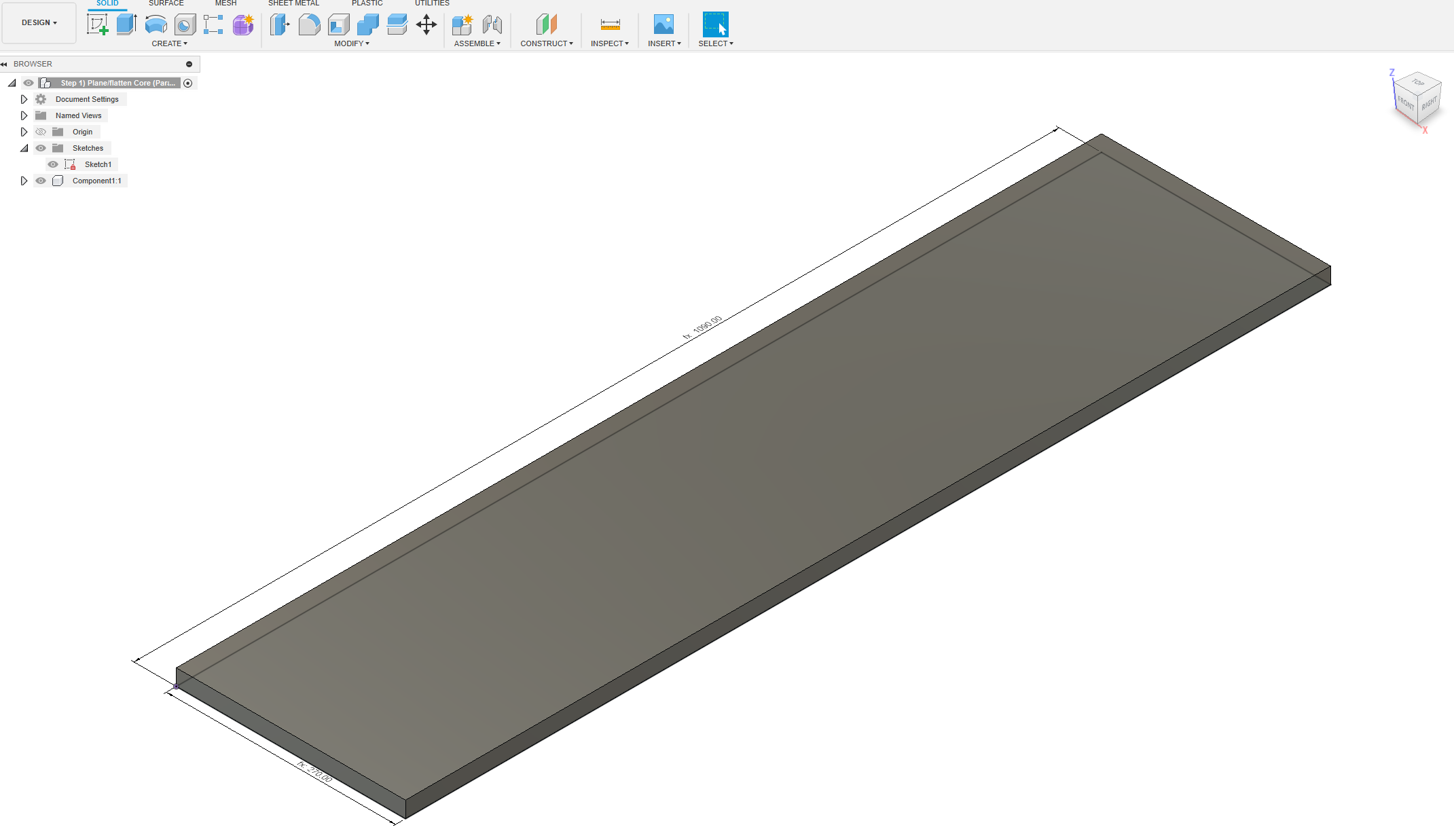
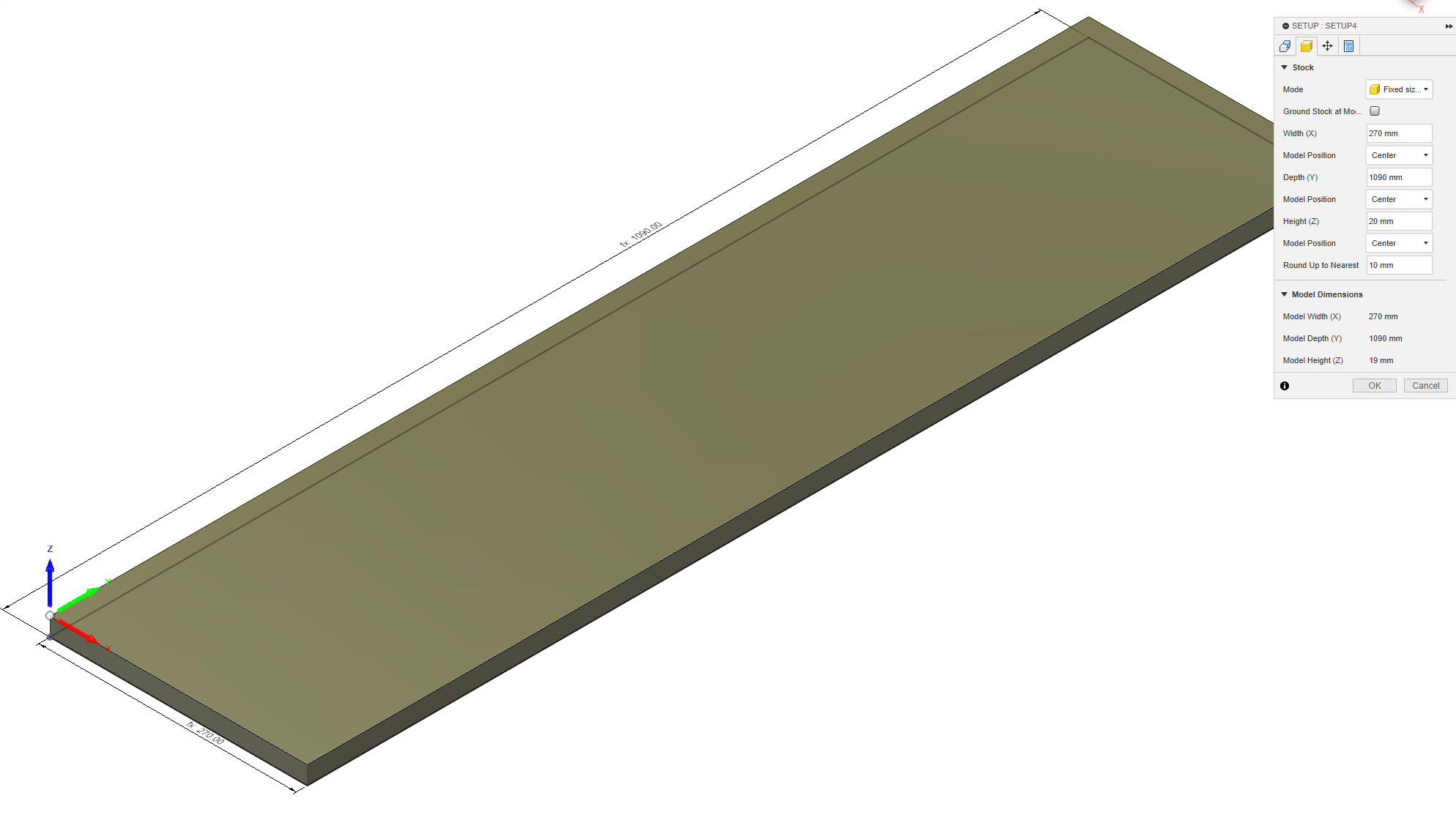
Draw a rectangle as you would do normally. In my case I´ve used roughly the dimensions of my laminated wood.
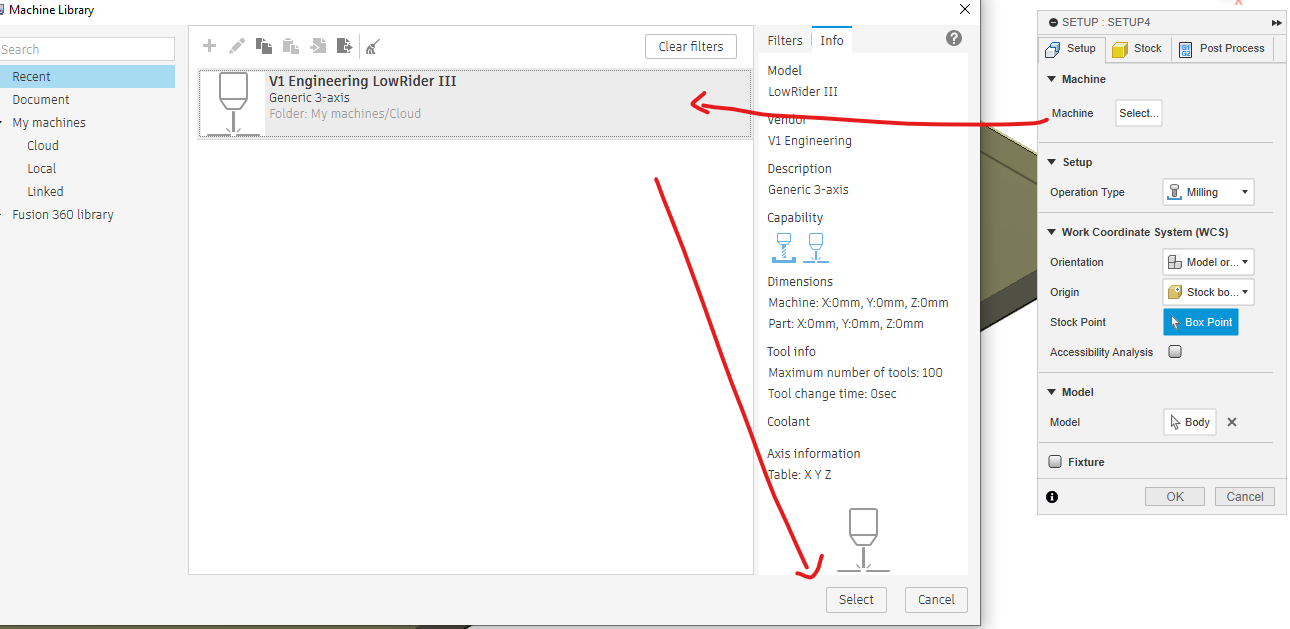
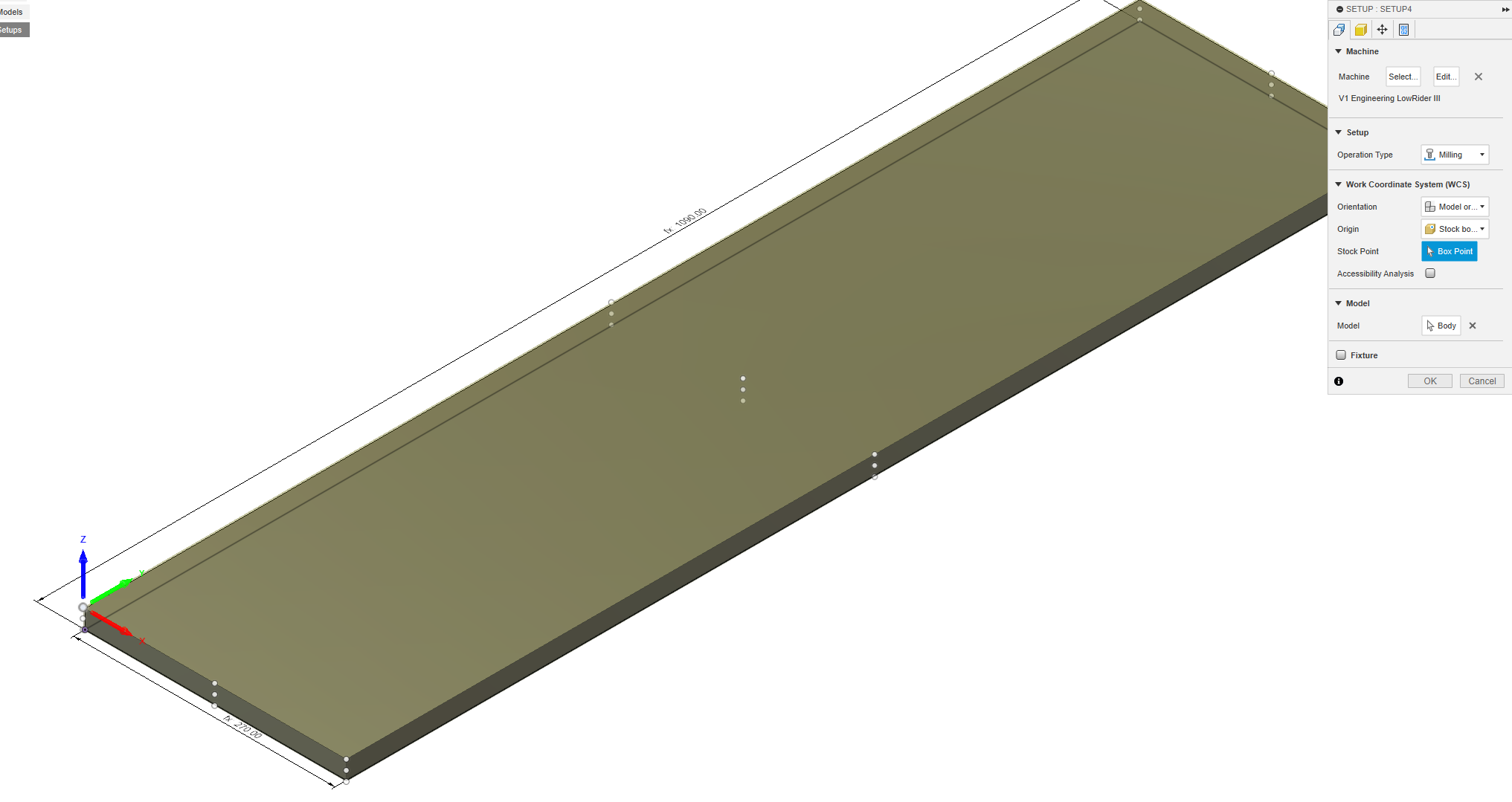
Set your operation to “Milling” and define the “Origin” point as you would orientate your workpiece to the CNC. In this example I set “Origin” and afterwards I used “Stock point” to select the Origin it self. Note: it is easier to draw your part in the same direction as your CNC works in X/Y.
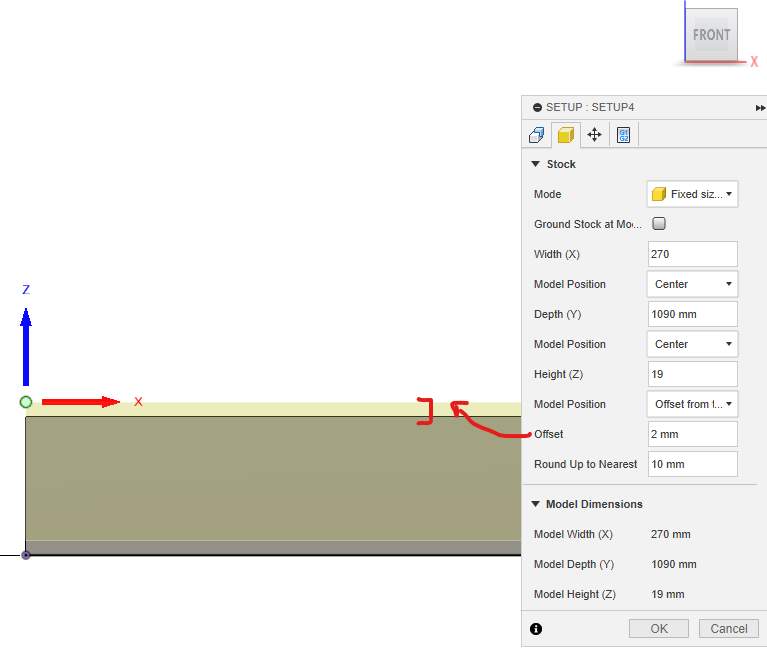
Make sure to set your “Model Position” for Z to Offset, choose how many mm´s you want to remove from the top. By changing the viewpoint you can see exactly what will happen.
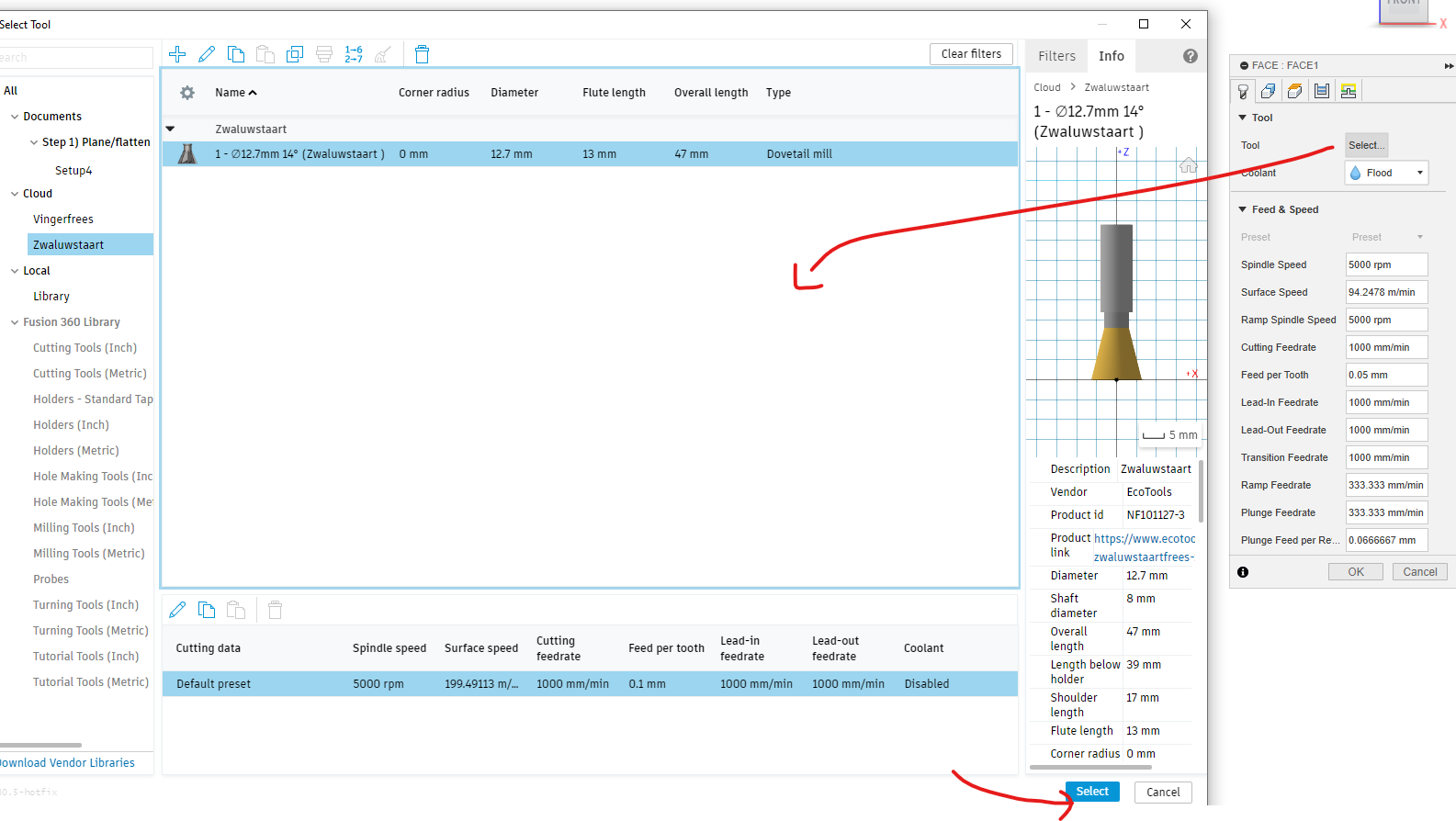
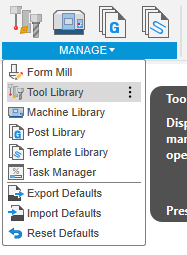
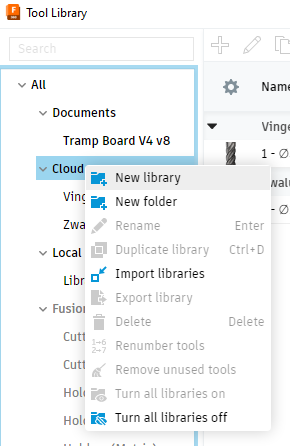
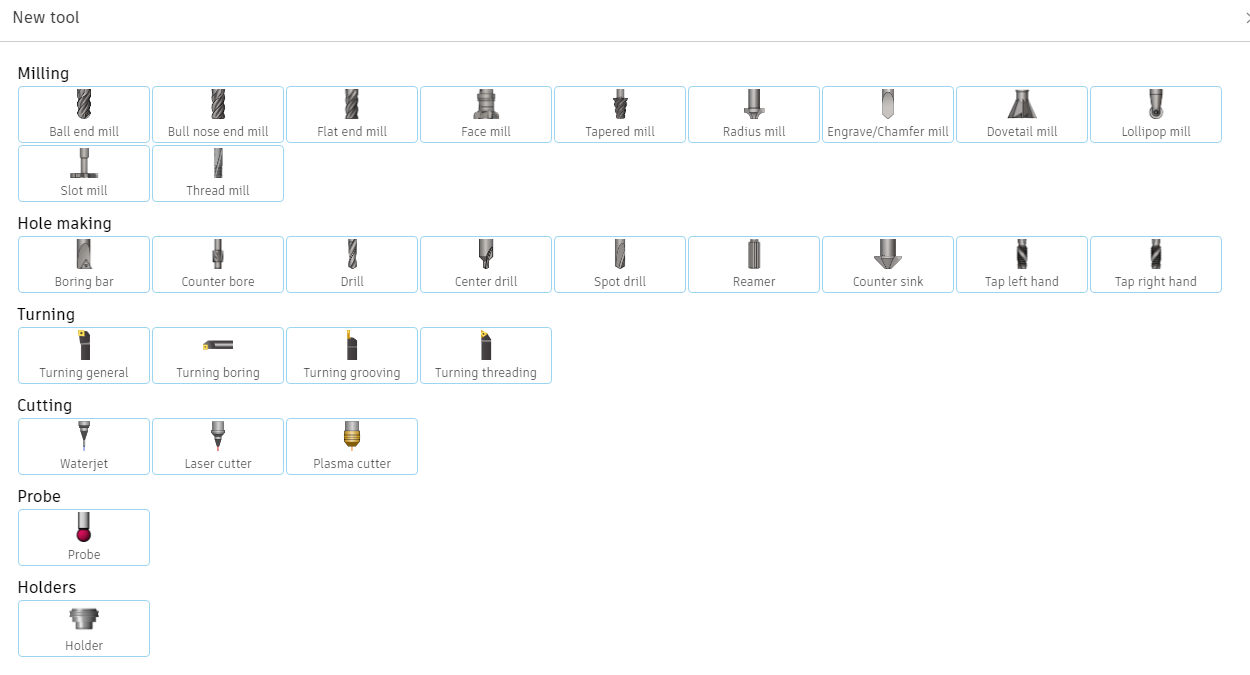
A new menu will pop up. Select your tool to be used (ofcourse, you will have to had set up a tool library first, have a look here on how to do so). If you created multiple presets, it is best to select the preset matching your job.
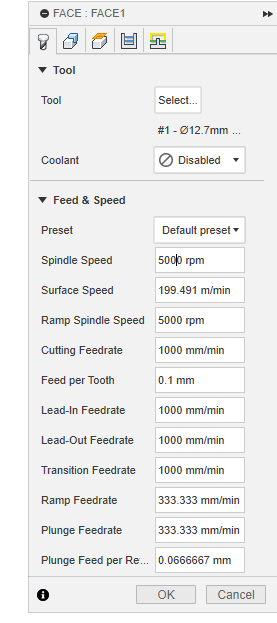
Once selected you can still adjust your speeds for the wood/metal/plastic you are using. Or you can leave it as is.
note: the screenshot is just an example. You will need to adjust your feeds & speeds depending on your material & machine capabilities. Have a look at this topic to get some idea´s.
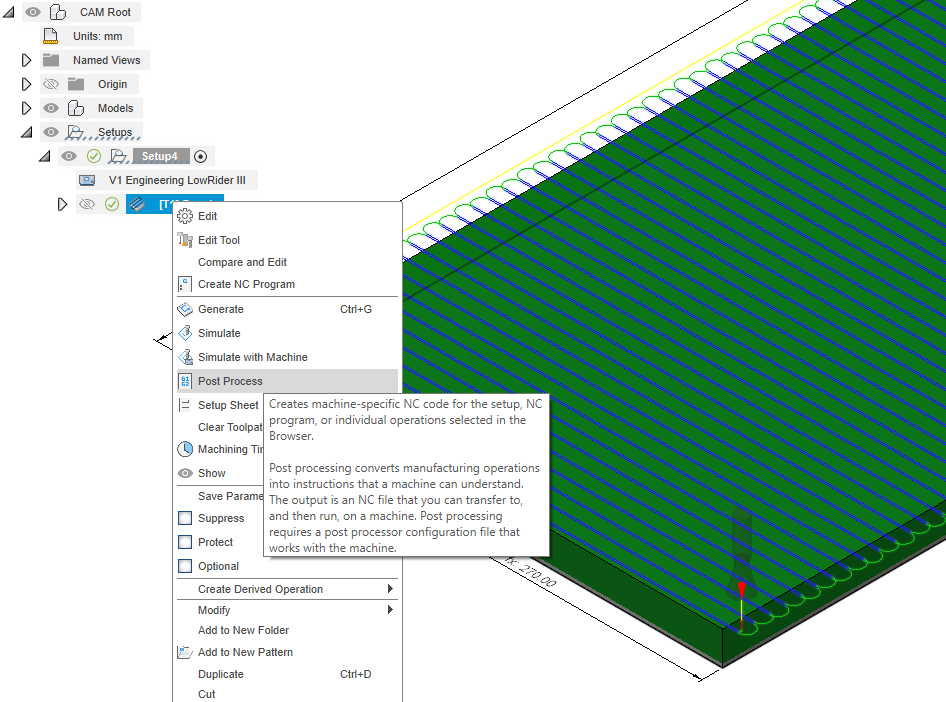
Now right click the created operation, and select “Post process” to generate Gcode.
note: some users mention that a simulation is a wise idea to avoid issues during the milling job. So you want to do this before creating the Gcode. To simulate, right click your tool path and select “simulate”, after which you can just push the play button and check it out from all angles.
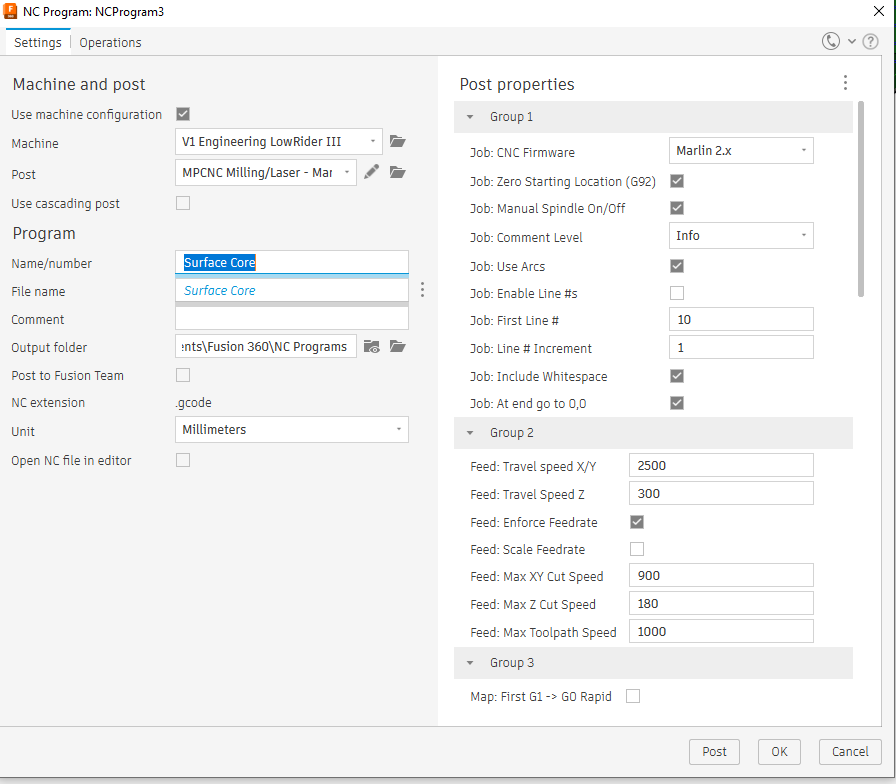
You can rename your file, choose the output folder, and more important you can select the post processor and it´s options. Afterwards select “Post”.
Note: If your machine is running Marlin, the recommended post processor can be found here.
This is a great writeup. I find no issues, and you include some things that I learned the hard way. For example, creating the model with Z up and X and Y matching how I want to mount my stock on my CNC.
There are two things you should consider adding. First, providing a link to the FlyFisher post processor might be helpful. Just something like, “If your machine is running Marlin, the recommended post processor can be found here.”
Second, I’d add an optional but highly recommended step of simulating the job. Given how often I have problems (and the overall complexity of Fusion 360 CAM), I’d never postprocess before I’ve simulated the job.
As a side note for you to consider, the facing tool path is the only one that benefits by setting up the stock to be thicker than the model, and thicker stock can cause problems with other tool paths. Typically, I setup the stock as Relative Sized Box with No Additional Stock. Personally, to keep everything standardized, I even do this for facing operations.
I’m going to copy/paste your feedback on the processor! You’re totally right.
Reason I did not add simulations is that I am not sure if a facing operation would benefit from it. After you have set up the path, it is shown by fusion too (in the example it is green with blue path). I do get that if you would add for instance clamps/screws to hold your stock, it could be useful to check it out. But I am not sure how one can add this (I am sure it can be done though).
Thank you for the suggestion on stock thickness. I will make a note when I manage to write another simple guide for ie a carving operation.
I would think so. There are many settings on the tabs you skipped which may or may not be changed inadvertently by a user following your guide. Some of them could create issues (mostly trivial) that would be identified in the simulation. For facing paths, the simulator generates and runs quickly, so there isn’t any real burden.
For the feeds and speeds, I would definitely suggest making these match your expectations for the mill/material. I suspect that your presumption is the user will have defined these with the tool setup. I’m sure you know - but new users may not - that these can (and should) be defined as profiles within the tool definition. One might have a profile for pocketing and another for adaptive or contour. I could even support one for pocketing in a harder wood like hickory and another for pocketing in pine or HDPE. These are selectable from the “Preset” dropdown, and are HUGE benefit of the Fusion tool manager vs some of the other programs I’m investigating right now.
Fusion uses the RPM, flute count, and Chipload or Feedrate to calculate the feed (change either of the latter two and the other will update). These are REALLY helpful when working up recipes and learning. Leaving them to the Fusion defaults will likely be radically wrong for our machines.
The bottom five feed rates for linking moves are generally VERY conservative for the materials we cut, and there is a TON of time to be saved by tweaking those up.
I realize that some (most?) of this might be beyond the scope of a quick-start guide, just something to keep in mind as you write it so you don’t have contradictions later as you flesh out some of the detail.
All that said, I’ve been working in fusion since before I found the MPCNC (maybe 5 years now? 6?). It’s very complex and incredibly powerful…and just as intimidating. I appreciate you taking the time to get this started, and fully understand just how difficult it is to cut out the unnecessary stuff to get the new users going. Thanks for this.
I understand your reasoning on the simulation part. I’ll update or add a new section to it. Thanks!
You are completely right on the power Fusion has by being able to setup multiple settings on one tool. At first, I was going to make multiple libraries per stock type as I did on Estlcam, but then I noticed this powerful option. Love it. What I love even more is that I can store it in the cloud!
I’ll also update it to mention something on the speed and feeds. I planned to write something short on how to set up such cloud library (but time is an issue for me doing 2 jobs and being a father of a young girl that hates sleeping )
For a more precise setting per stock type I will probably point to @azab2c ‘s great documentation.
I’ve seen the FX option on speeds & feeds, but am not skilled enough to talk about that. I’ve seen they are all linked but have difficulty to adapt as I don’t have a cloud on my rpm’s for example
Thanks for your feedback, I appreciate it. It will help to improve the tutorial! F360 looks difficult but the more time spent on it the more I love it.
Same boat, my friend, same boat. My kids are old enough to sleep when they need to, but I’ve replaced all that with chickens and goats that somehow need attention ALL the time.
If it helps, I can make an effort to document anything that is a little more in depth or obscure where it’s helpful and complementary to your work. Feel free to shoot questions or ideas my way
This is perfect timing for me as I’ve just started looking at the F360 CAM capabilities and processes, so thank you for taking to the time to create something that will help me and others get up and running faster.
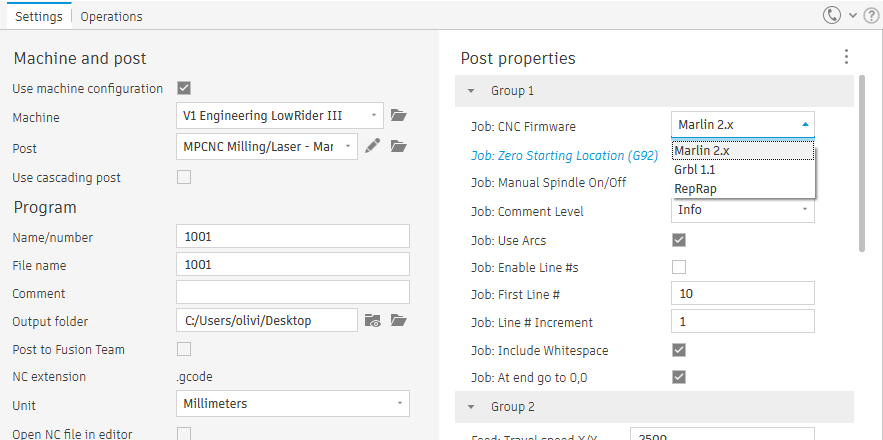
I too am looking at the Fusion360 CAM capabilities. In my case though it is further complicated because I am running RepRap Firmware for my builds. It is mostly the same as Marlin. I use the Marlin processor for Estlcam, which throws an error (but causes no actual problems) for the spindle speed setting, but otherwise, I get results as expected.
Why would you do that? If I think about goats I fear that you´ll need to spend a lot of time with them (food, water, housing, milk…)?
you´re welcome! If you find some insights feel free to share them, we can all learn something new!
I went back to Marlin for the moment, instead of RRF, as I want to do some jobs that need to be right. It´s already complex enough But in the FlyFisher PostProcessor there´s also the option to export to either Marlin or RRF (and GRBL). So you could just give it a try with a simple test?
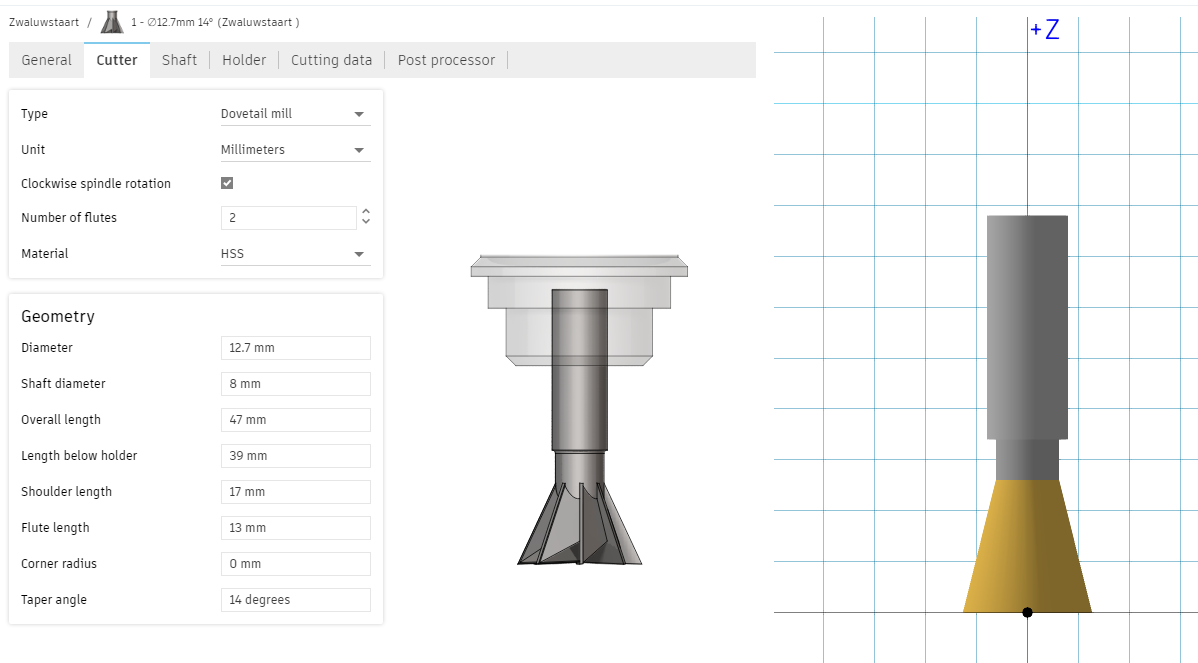
now add the cutter info below tab “cutter”. These parameters you can all measure and define with your caliper. Some difficult ones like “angle” will most likely be defined on the webshop where you have bought it. When entering the data, the picture on the right will start to look like the real thing.
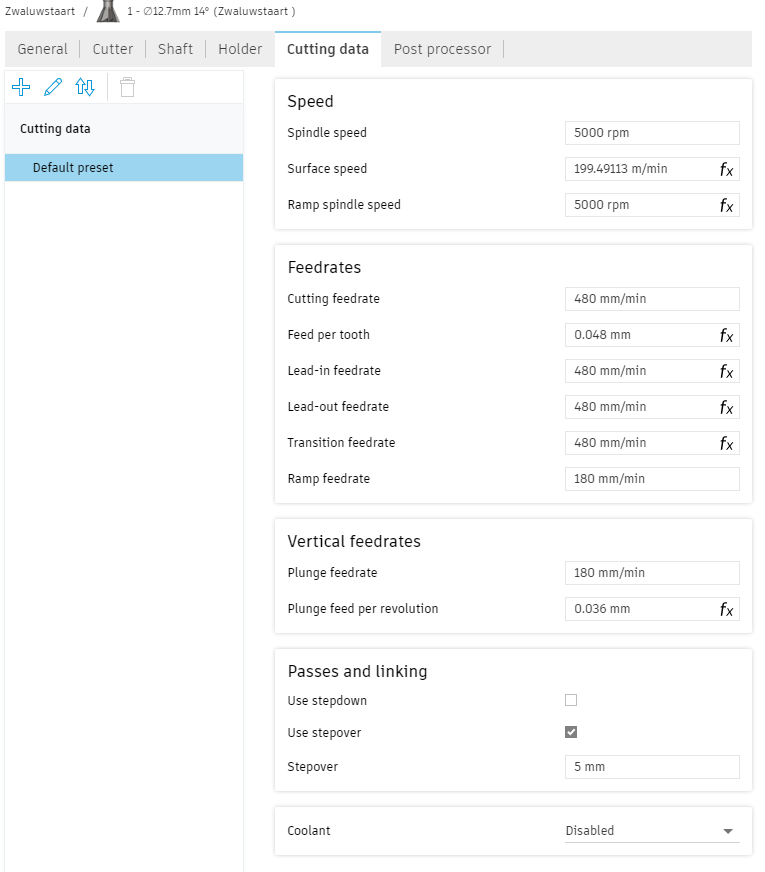
at “cutting data” you will need to enter the feeds & speeds.
you will start entering them in a “default preset”. You can make as many presets as needed. You´ll want to do so for; cutting Alu, Plexi, Soft wood, Hard wood, … so you can later select the preset during Gcode creation without changing things manually. Tip 1: read through this topic, people added valuable notes with regards to this! Tip 2: have a look here!