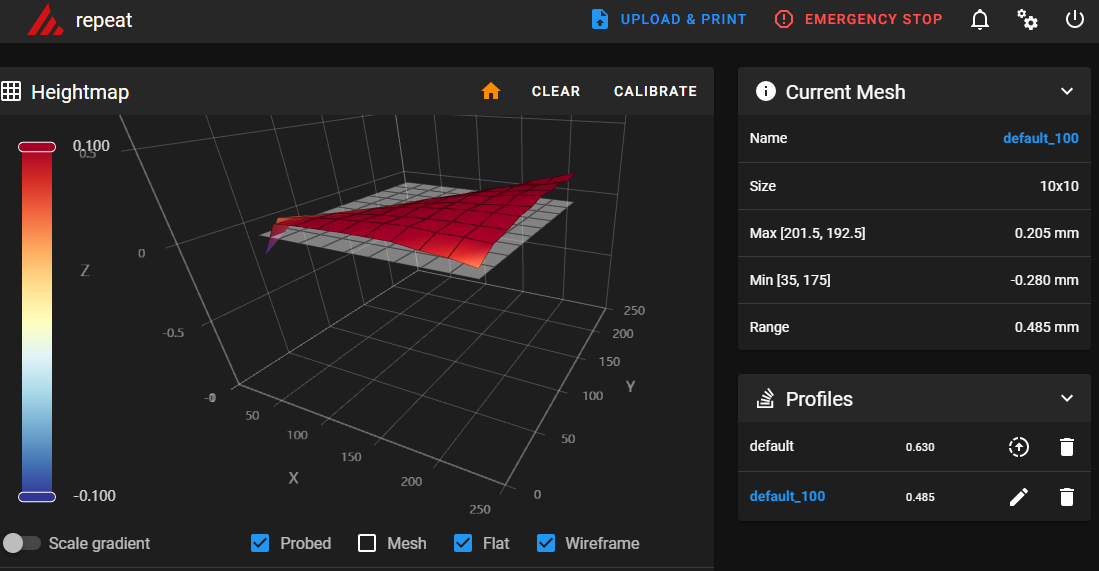
Thanks Ryan, currently heating the bed 60C for ~10mins. Will then z-tilt and mesh calibrate again. Curious to see how much warp occurs…

Update: Getting similar result with or without heat. Don’t know what kind of tolerances others are working to? Guessing high/low spots are due to mix of Alu plate, gantry, surrounding frame, other factors…
Ideally, within reason, I wouldn’t care about the cause, providing the cause and result were consistent, and could be compensated for… Maybe pouring/printing a very thin leveling layer between the Alu and the PEI’s adhesive magnetic layer would help smooth out. “Bed shim generator”, bad idea, or been done already? Briefly thought about using my LR3 to surface Alu plate, but doubtful on accuracy, also, Alu plate may not be most significant cause.
Update #2: Dug around, looks like most people would be happy with measured variance of ~0.3mm or smaller. Some notes and links to things people explored :
- Ryan bed map, ~0.2mm, 200x200, 5x5pts Repeat V2? - #50 by vicious1
- SupraGuy bed map, ~0.25mm, 200x200, 5x5pts MP3DP V4 build PLOG - #68 by SupraGuy
- MattMed bed maps
- v3 ~1.05mm, 200x200, 5x5pts Matt's MP3DP Repeat Build - #132 by MattMed
- v4 ~1.93mm, 200x200, 5x5pts Matt's MP3DP Repeat Build - #244 by MattMed
- Jonathjon bed map, ~2mm, 300x300m, 5x5pts MP3DP V4 Build - #597 by Jonathjon
Update #3: Tried adjusting rails/gantry, getting pivot points close to 0 variance, but the rear loose corners are way off (rear left corner low, rear right corner high). Getting overall Meh variance of ~0.6mm.
Will be using calibrated mesh profiles during prints to reduce impact of bed variance. However… Will probably try out Ryan’s/someone’s suggestion to reduce variance using Blue Tape and/or Kapton Tape as shims. Will add patch work of tape on magnetic layer, under the PEI coated spring metal.
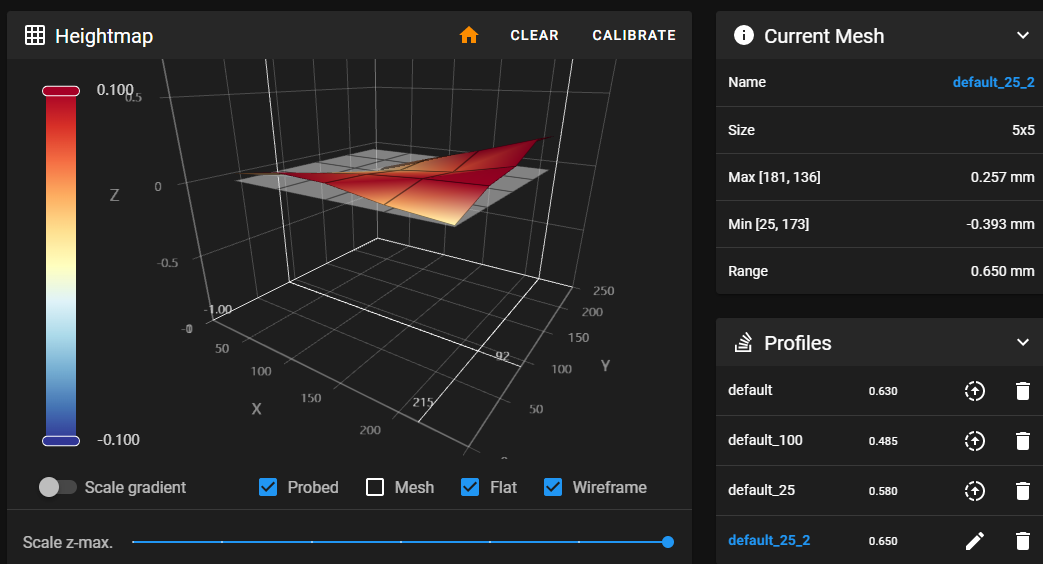
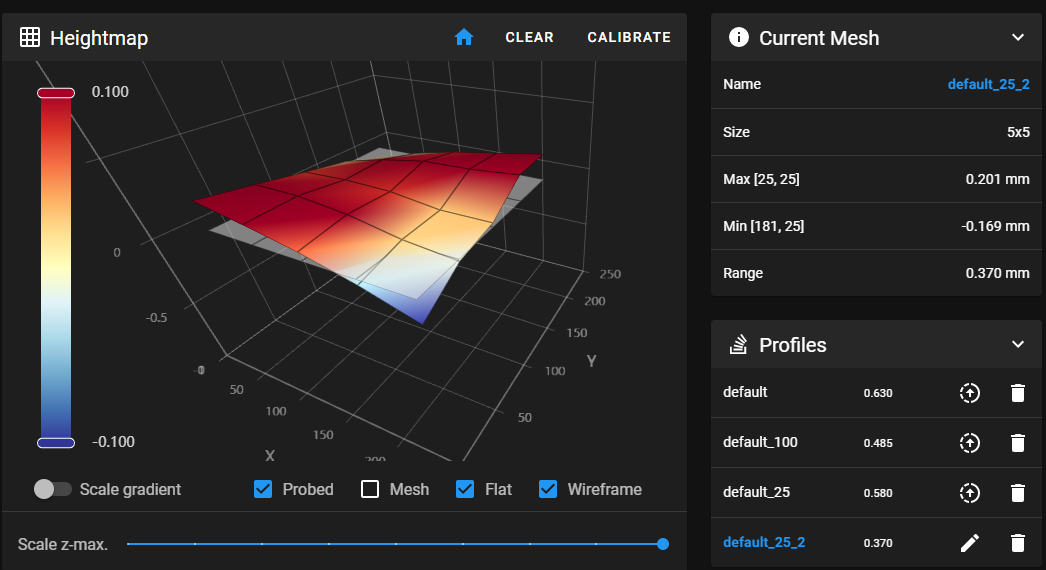
Update #4: Tried z-tilt with 4 corner probe points instead of 3 near the pivot points. Relaxed tolerance as well. Goal was to ensure twisted Alu plate corners are considered by z-tilt, and split the difference finding an orientation that results mesh calibration finding least overall variance. Doing this ended up better variance of ~0.37mm instead Meh ~0.645. Seems good enough to me. Suggestions appreciated, but planning to move onto next step…
Was using [z_tilt] with 3 probe points near Z post pivots…
points: 25, 55
150, 240
245, 55
Changing to 4 probe points with lower z-tilt tolerance resulted in better overall variance.
[z_tilt] #AZA https://www.klipper3d.org/Config_Reference.html?h=pixel#z_tilt
z_positions: -20, 27
135, 303
292, 27
points: 25, 55
25, 240
245, 240
245, 55
speed: 150
horizontal_move_z: 10
retries: 10
retry_tolerance: 0.1 # was 0.04, default 0.005
Pending…
Cheers!