Hello!
I’ve been playing around with some acrylic cuts, and did some testing to make sure I had things set up right before doing a full size cut.
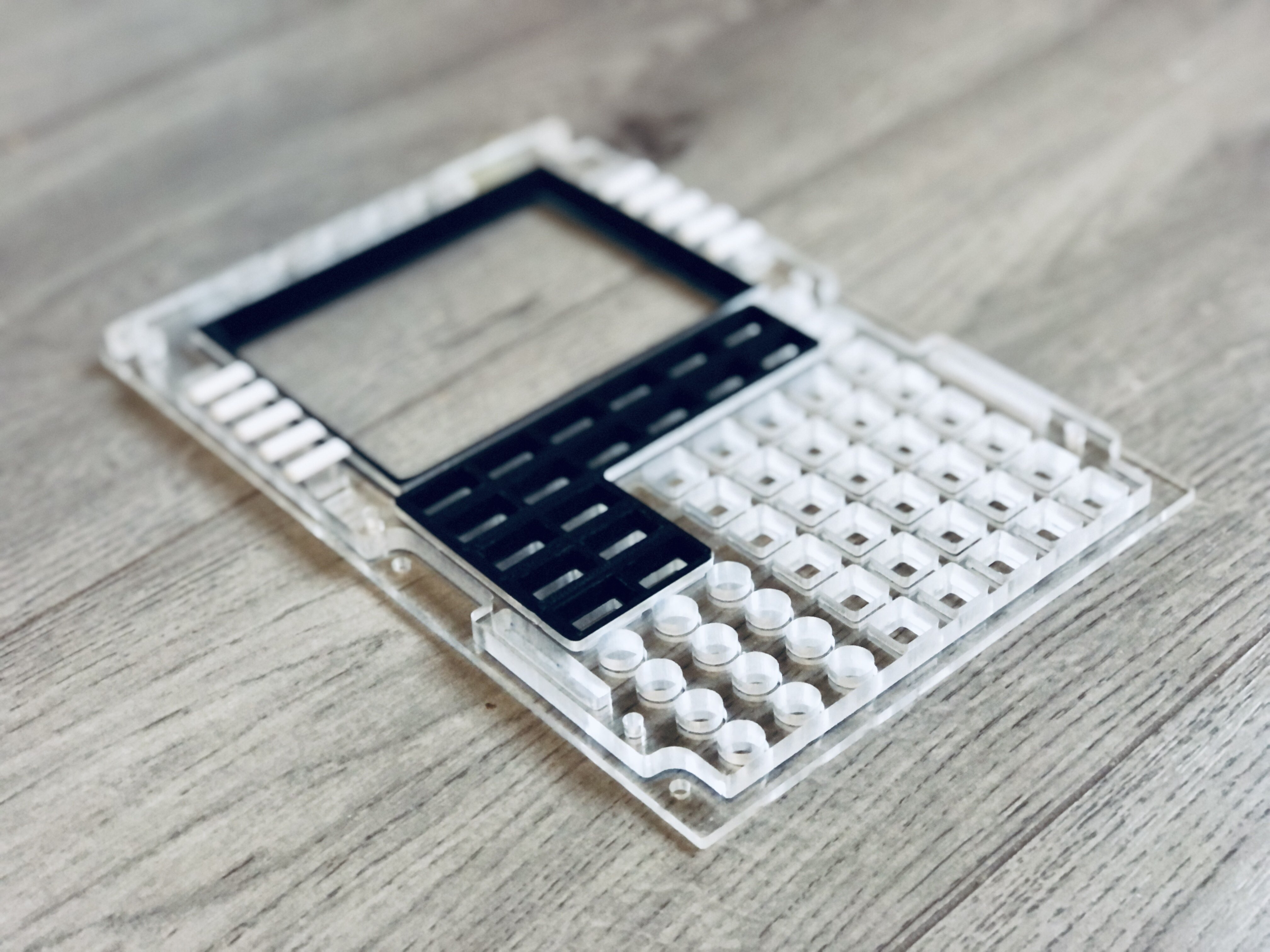
As I was doing small test pieces, it looked like I had things set up well. So, I went for my first full size cut in acrylic.
On first look, it seems ok. I was pretty happy with it.
Then, I looked closer and can see that the edges are a bit ‘lumpy’.
I can’t tell if this is from the CNC path/gcode itself, or if there is something loose somewhere causing a wobble, or if the chunks of acrylic being cut off are too big.
Some lines look quite clean, and others don’t. That leads me to believe it’s only happening under certain circumstances?
Any thoughts/advice on this would be very helpful. TIA!
It might be the heat from the spindle playing a role in what we’re looking at here – regardless, that looks damn good for a first go. A little clean-up and you’ve got yourself a mighty fine final result.
Heat is a possibility I guess, I tried to find the balance between spindle speed and actual movement through the material speed. Maybe it needs more tuning.
And thanks! I’ve gotta be careful with the clean up though as this is going to sit on top of a PCB, and will line up to components with very little forgiveness
Yep, almost certainly heat. Are you using cast or extruded acrylic?, extruded is a no-go, cast is much better but you still need to keep the cutter rpm well down and the feed rate up to make big chips and get the heat away from the substrate. Use a single flute cutter and if possible look into keeping your substrate under water while machining (or keep spraying it).
Nice FMC… you using simvim, or HCSCI as it is now? I flunked my machining a facia and 3D Printed one instead… Yours looks much better
I’m using cast, definitely avoided the extruded stuff haha!
Yeah, I thought I had it low and fast, but might need to adjust it a bit more I think.
I’m using a single flute 2mm end mill.
It’s a new design myself and some colleagues are working on (open source) for the A320 family. It’ll be run on our own software (also open source).
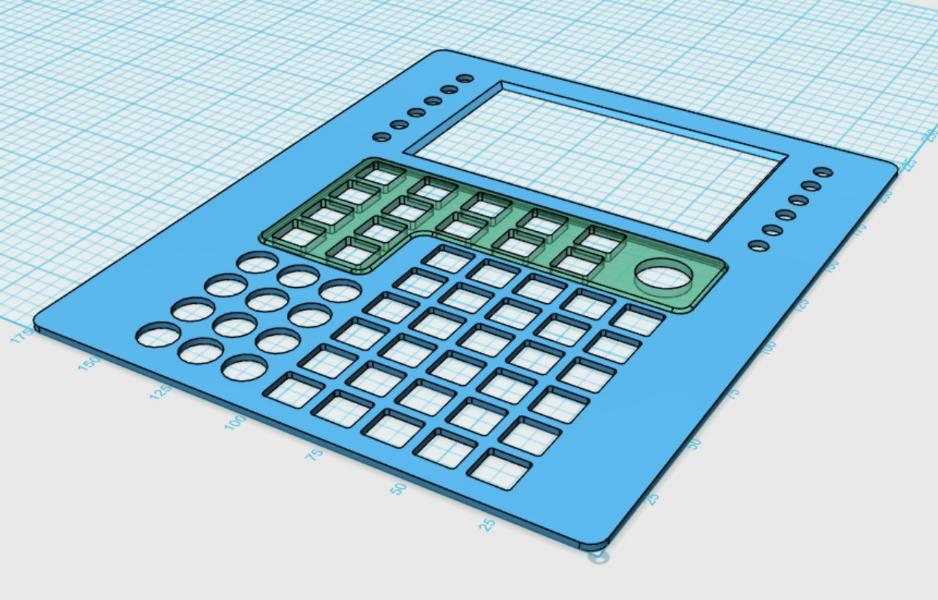
This particular cut is the back plate, and I’m deciding on how best to deal with the front plate, due to the screen bevel, menu buttons bevel and raised edges for the LSK/RSK buttons.
Contemplating carving it out of thicker acrylic, but it would waste quite a lot of material.
But, I want to get the acrylic being cut without these wobbly edges first!
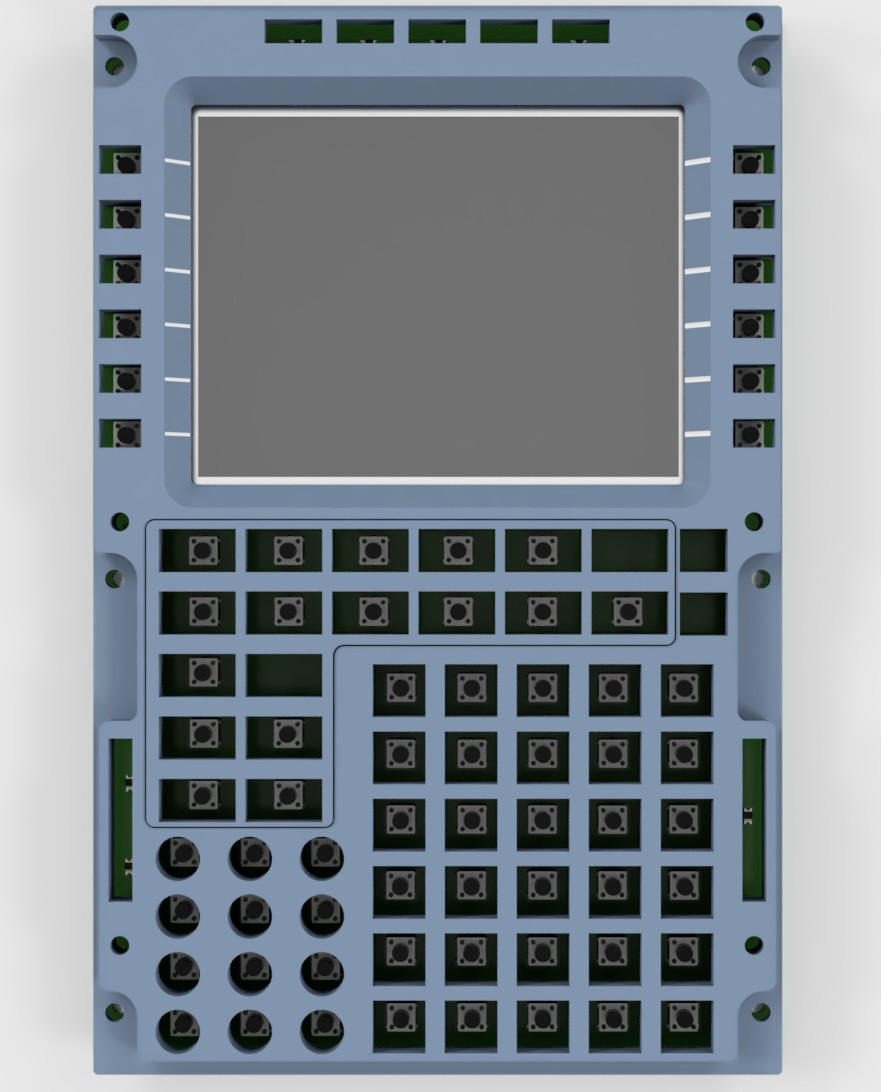
It’s still a work in progress, but this is the most recent design render.
Very nice… keep us advised when you have something to share!
You are obviously going for a level of realism that I was never going to achieve and I was happy to settle for something that resembled the proper thing and was functional, I am even too tight to order in the right coloured PLA just for this job!
Designed in four pieces as the height of 220mm was too big for my printers build plate (the build plate is actually 200x300mm but the heated bed is just 200x200 and the glass that is the build platform is also 200x200.
I cut a lot of extruded acrylic on my primo. I use a 611 so I can turn the speed down to about 16k rpms. Never got wobbly lines like that, though. Usually it either runs right, or the mill clogs up and jams, losing steps and ruining the job.
Maybe the cast acrylic clogs a little, just enough to deflect the mill, and then ejects the mess to carry on cutting? Seems reasonable, i think.
In order to keep my feed up, I had to take shallow passes. I think I’m at something like 0.003-0.004 cpt (0.07-0.1mm), about 0.06doc(1.5mm or so). I know I can push a little harder, but these are expensive screw ups, sooooo…
I would guess that you don’t see these wobbles on other materials, or else the question would be different, right? Also, are you throwing in a dull depth finish pass?
I’m using the 55W spindle and so I am having to estimate the speed using the potentiometer.
I was watching the cut and occasionaly taking away some excess with a brush from the surface.
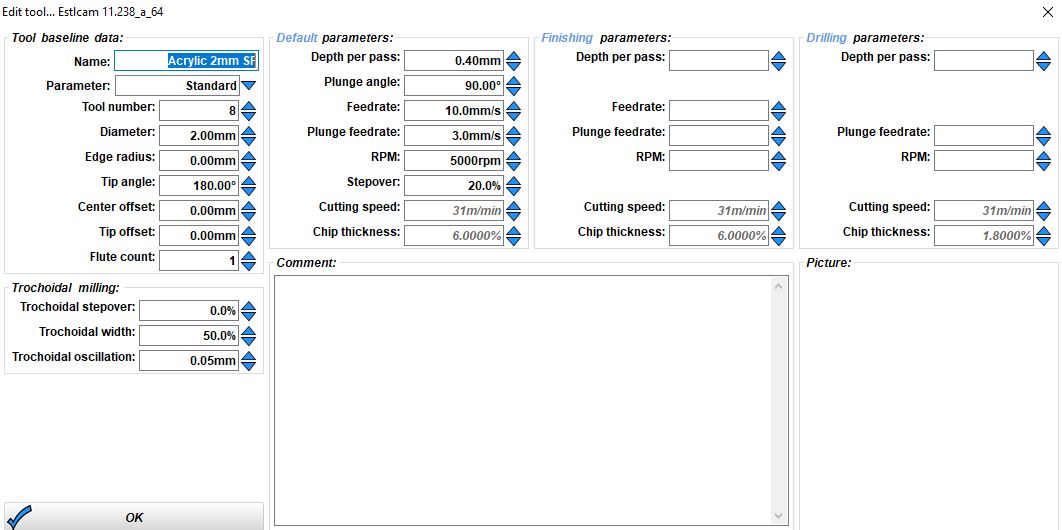
I’ve attached a screenshot of my settings for the bit I’m using to cut. Any advice on that would be really helpful!
And for my finishing, on this peice I’m using the same bit with a finishing allowance of 0.2mm.
If you’re even kinda close, that’s still in what I would consider the sweet spot for my machine unless my math is wrong. Only other thing I can offer is to double check that nothing is loose and that you get the shapes you expect on something that isn’t acrylic.
Also, not all single flute are the same. Compare the long and short ones from the V1 shop. I’ve had much better results with the short style on ‘difficult’ materials like acrylic and aluminum.
I have one of those. I don’t need it often, but when I do need it, it’s GREAT to have.
It’ll sure end up as one of the tools most seldom used, but way up there in fancyness when actually in use. I was milling barley grain for brewing, and the mill instructions said 300 rpm. What is 300 rpm? How on earth do I know what 300 rpm is like? And what do you know!? Out with the tachometer
I got one of the RPM lasers and managed to dial in at 5K. My setting before wasn’t too far off at 5.8K.
I made a few changes to the tool setting too, ran some more tests and finally decided to go for the next major cut and see if I got it right.
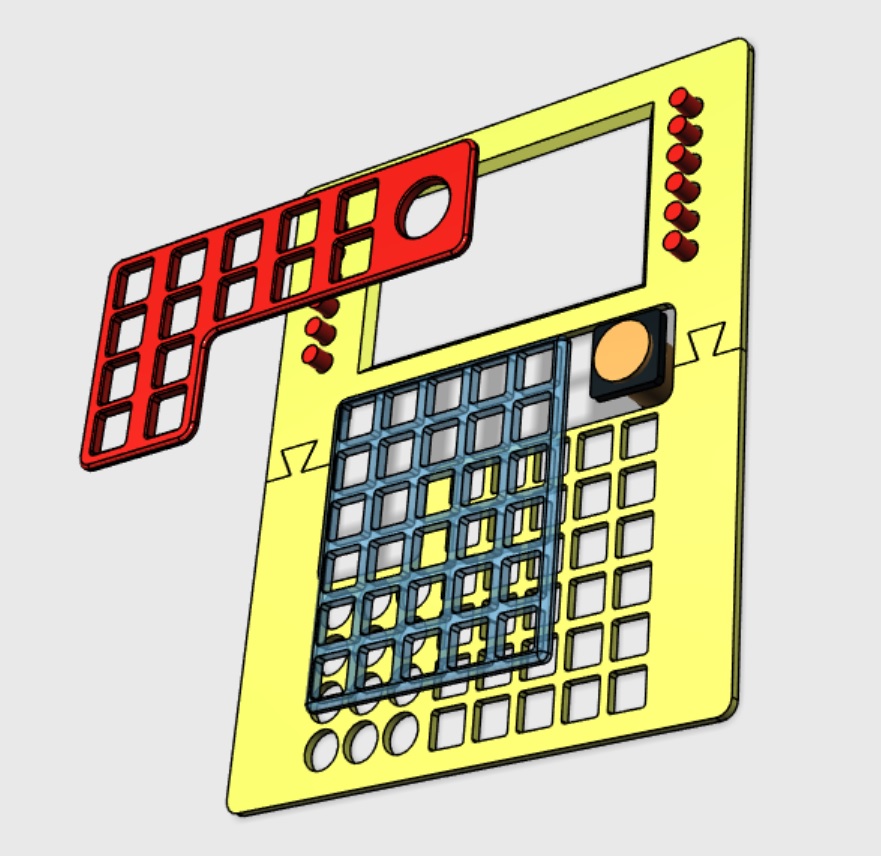
At last! A clean cut. There are also some VERY thin edges here (especially where the large L-shaped hole meets the two square holes!) and the cut is clean. Got it dialled in!
For those who are interested in the project, here are a couple of pictures showing it loosly fiited together. It’s a long way from being finished, but it’s really starting to take shape now!