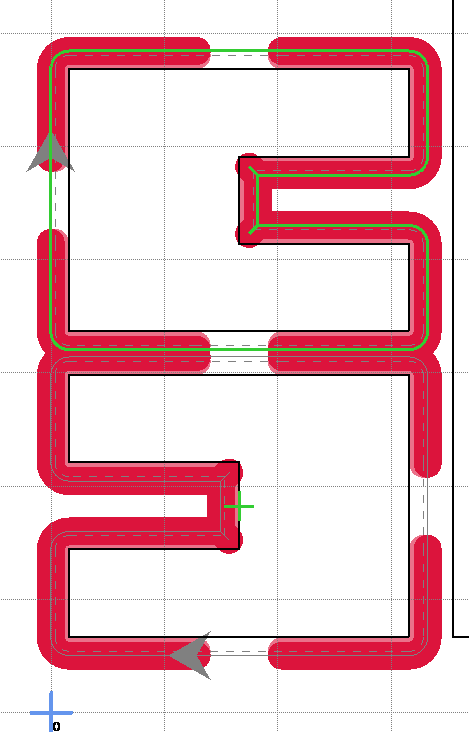
I’m playing with the LR4 torsion table generator from @franklyrosalind and cutting the test pieces to verify I have the material thickness set correctly in the generator. The pieces I’m cutting look like so
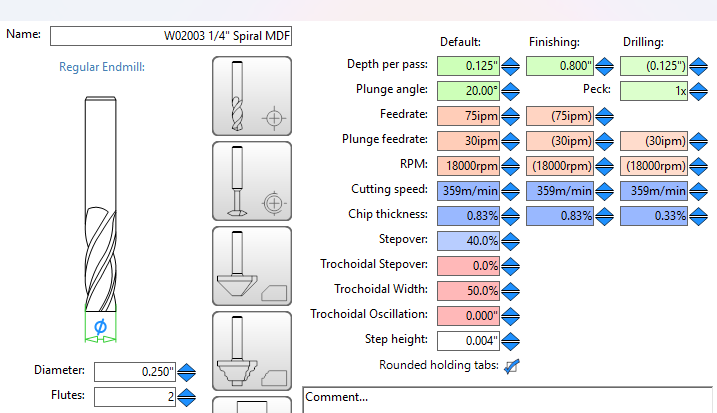
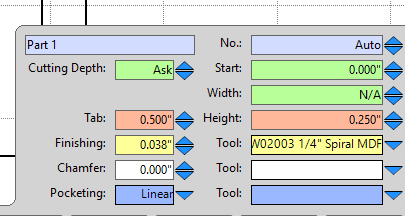
I use EstlCAM to set up the cuts, save the program and upload it to FluidNC.
What I’m finding is that the size of the internal “notch” is different, depending on whether I cut close to Xmin or Xmax, but with the same starting Y axis location. For example, the notch (denoted by the red arrows in the pic) in the piece that was cut near Xmin is 0.7480", while the piece cut near Xmax is 0.7615". (The notch is actually supposed to 0.77" as per EstlCAM, so maybe that’s part of the problem also.)
Any ideas how to explain this difference or where to look for making adjustments? I’m starting to suspect that maybe there’s something wonky about the belts I’m using – sourced from Amazon, no idea what their lineage is.
Note also that I discovered the core was a bit loose on the X rails, so I snugged the roller bearings down a bit prior to making these cuts and don’t see the same flexing that I saw before. And if anything, I would expect that adjustment to make the cuts more accurate.
Is it only the notches which are the wrong size? I agree that measuring your machine for square would be helpful. If you mark all four corners and measure the sides of that rectangle and the diagonals it might show you need some adjustment.
I would first recommend marking a few spots with the machine along the X axis without moving the Y. Like start at X0Y0, mark, X300Y0, X600Y0, etc. if the distance between those points changes I think that points to a belt issue rather than squaring.
So I checked the diagonals, 2mm out of square over 2400mm in Y axis travel and 1200mm in X axis. I’d say that’s pretty good - not perfect, but not atrocious either.
I checked X axis, marking at 0, 400, 800 and 1200 – all intervals were consistently 400mm, at least according to my Mk 2 eyeballs and metric tape measure.
Along the Y axis, marking at 0, 500 and 1000 at Xmin and Xmax, I did notice a small difference – at Xmax, I measure about 999.5mm but dead on 1000mm at Xmin. That could be related to the squareness error I noted above.
Out of time to mess with it this weekend, but appreciate any further troubleshooting suggestions!
I’ve also tried rotating the piece 90 degrees to see if there’s something different between movement in the Y axis vs X axis and the results are more or less the same.
Appreciate any additional troubleshooting ideas. I’ve already ordered replacement belts from Ryan (even if I didn’t really need them), so those are going to get installed when they get here.
Yep, I’ve been using mostly SPE bits for a while; they seem to do the job. Though prior to this particular journey, I’ve not done work that required great precision.
0.802" – not the 0.77" they’re supposed to be! And the overall width of the pieces is 2.340" – but is supposed to be 2.310"
I get exactly 0.250" measuring at the tip and on the unmachined part of the bit. Glad you asked, because that would have been a nice find if was the source of the problem.
When I get time tomorrow, I’ve got some other (non-SPE bits) that I’ll try just for good measure. (Get it? Good measure??)
Yep, that’s what I meant! Updated config.yaml and uploaded to the sd, then restarted the board.
It sure looks like your bit radius is 0.015" smaller than truly 0.125". All your measurements make sense if you add a 0.015" buffer around the intended shape.
Can you measure at the tip of your bit? I have had a lot of cheap Chinese bits measurements all over the place, never had that issue with the amana bits. Try something else: get some lesser doc and only one small pass and measure (guess will be 2 passes so you can get your finishing pass in.) have any way to measure the runout of yout router with and without the collet/nut?
It’s right at .25" at the tip and at several spots along the length (hard to measure accurately). I agree that it could very well be an issue with the actual bit size, but I’m not going to plop down $75 on an Amana end mill just to find out if it works better.
I’ve got a dial indicator that I could tinker with, but setting it up to measure runout (and not how perfectly aligned the router is in the core) would be difficult.
I probably should actually do a bit of tramming to see if there’s something egregiously out of whack.
Yesterday, I did a test using one of the cheap (inexpensive!) 1/8" bits that Ryan sells and observed essentially the same behavior - the finished parts had nearly identical dimensions to what I got with the the 1/4" bits. So I’m thinking the issue is somehow more related to a construction defect (like the belts) or some other mechanical issue.
The new belts are still on order and supposed to arrive today, but thanks to USPS, it’ll be at least another couple days till they arrive.
I’m pretty much out of ideas at this point - if the new belts don’t fix it, I’m just stumped.
Am I expecting more precision from the LR4 than it’s capable of? Is a 0.77" cut that comes out at 0.745" as good as I can expect?