More testing. I tightened the bearings on the core a bit more, as I could feel a little bit of play if I twisted the core one way or the other (counter clockwise as you’re looking at the router). And I snugged up the bolts on the gantry supports about 1/2 turn each.
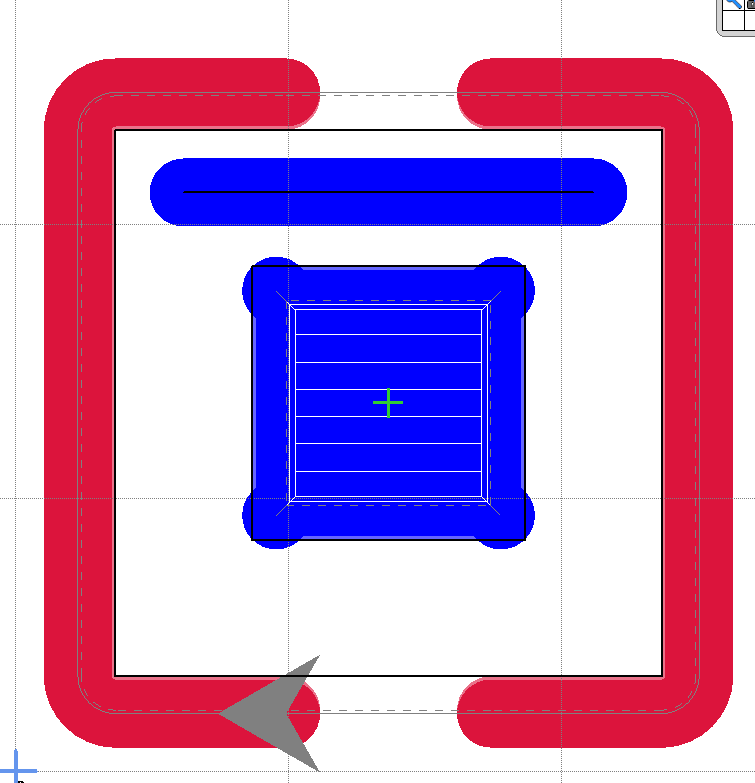
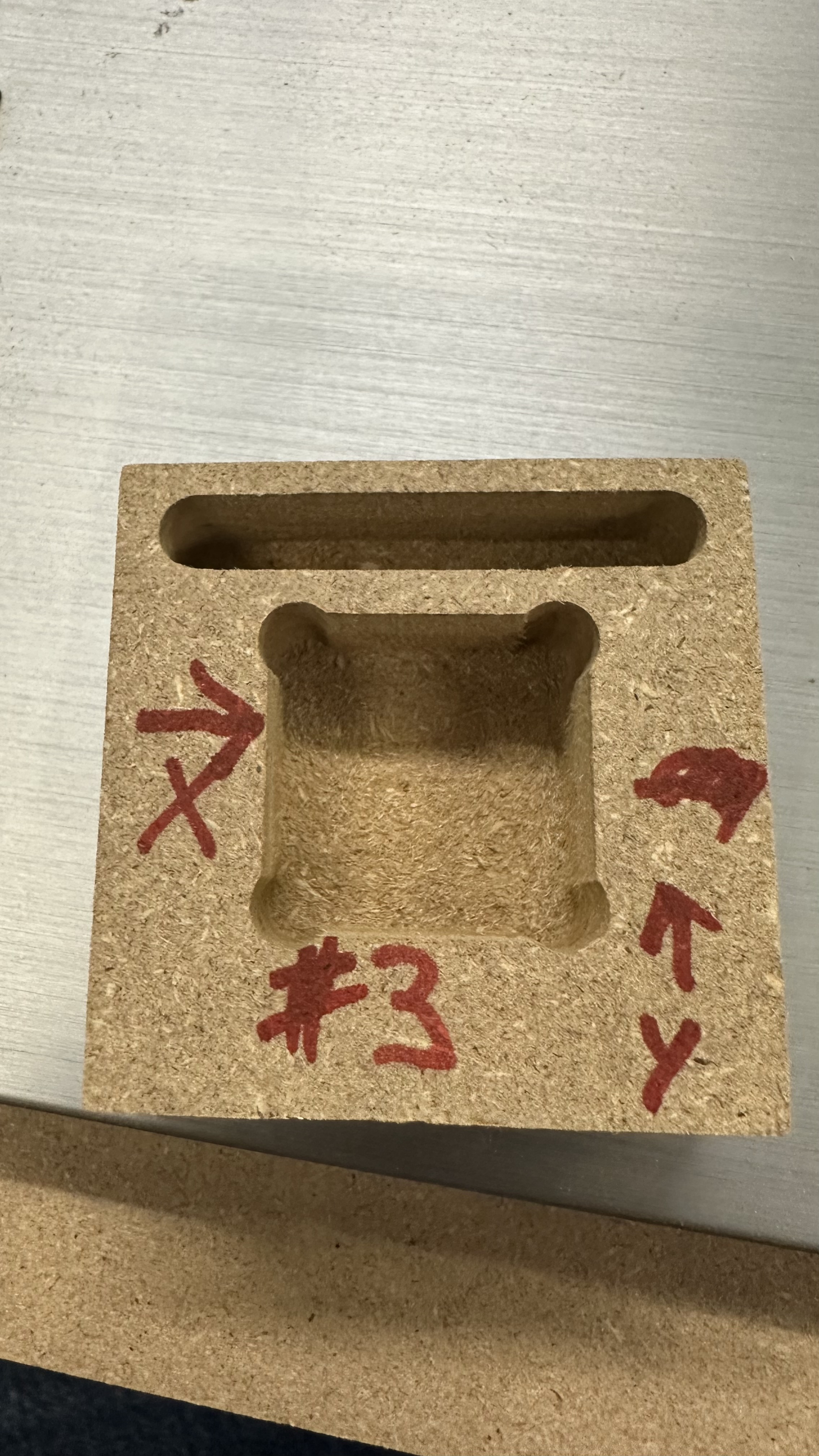
Today I made a 2" square block with a 1" square pocket in the middle and a short straight engraved line for measuring the actual cut width of the bit.
So it seems like almost everything is off by about .020" - consistently in both axes.
If it was runout in the router, I think I would expect the outside cuts to be undersized and the inside cuts to be oversized, so I don’t think that’s the problem. The width of the engraved line does sort of point to runout, though.
@anon32961777 i would suggest you buy a metal ruler ( 1m) and fune tune your machine or a good tape measure and save it in a well place for future reference, and remember, you can measure with 7 different tapes and always you will get some degree of error.
you should be looking into learning better practices in CAM, softer plunge/ramp entrances , lighter doc, better finishing passes etc.
So, if I had a metal ruler and the ability to measure down to 0.5mm accuracy, what would I “fine tune” in order to make the machine more accurate? Is that the “steps per millimeter” configuration? Because everything I’m reading on the forum says that you should never need to adjust that value.
Pretty much. Normally you wouldn’t adjust that value because you’d hope the pulleys on the motors are the properly defined size, but it looks like yours might be sized wrongly.
But it’s kind of a last-ditch thing as there are many more things likely to be wrong than the pulley size.
And I guess that’s where I’m still looking for guidance – what other things do I need to be checking / adjusting / fixing?
Mostly, the advice I’ve gotten so far is the suggestion that it’s my CAM technique that’s at fault – but no concrete suggestions on what I should change to make it better. I’ve tried numerous variations on depth of cut, feed rate, final pass thickness, etc. and the results turn out nearly identical every time I do a test cut.
My LR4 is built using the parts from my old LR3 which came from V1 (except for the belts, which were sourced on Amazon. I have replacement belts on order, but USPS is toying with me and delaying delivery. Grr. Oh - the lead screws also came from Amazon but shouldn’t have any relevance to X/Y accuracy)
Unless I missed something in the docs, all the parts from the LR3 are directly usable on the LR4.
I also don’t recall whether my LR3 had the same kind of accuracy issues that I’m experiencing now; for the most part, I never needed a high level of accuracy, as I was just making engraved signs and such.
But I do appreciate everyone who’s chimed in – just still looking for that silver bullet that’s going to fix this, especially if my problems really are an outlier and the average LR4 user is getting better than 0.5mm accuracy.
With respect to your Y axis measurement of 999.5mm when commanded 1000mm, if you are confident in the measurement I would just tension that belt by 0.5mm more. Then it should be just like your other Y axis belt.
With respect to your cutting dimensions, if you’ve gotten all of the play you can out of the core (to rail connection), I would change your endmill diameter setting from 0.250" to 0.231". And then verify on both your 2" square block cut and something much larger.
I also ponder whether you’re seeing some effects of the pressboard material you’re cutting and/or issues with chip evacuation (that could result in the slot being wider than the endmill) and/or with router speed… most how many RPMs are you running at? Most people here see to recommend single flute endmills due to not being able to cut slow enough for a dual flute endmill.
Seems like either the endmill cuts that diameter or you’ve got about 0.019" of play in your router/spindle bearing(s). The latter might explain the 0.2520" slot width.
I’d try a different endmill and compare results.
If it’s spindle bearing play of 0.019" you should be able to feel it.
Haven’t had much time this weekend, but did pull the router off and try to do some runout measurements. It looks to me like, turning the spindle by hand, there’s no more than 0.001” of runout on my dial gauge. Certainly I can’t feel any wobble. I’ve found a new router on FB marketplace for a good price that I may pick up to test with - if it doesn’t work any better, I can always sell it and get my money back.
Finally got the new belts and will try to get them installed either today or later in the week. Also have a couple of other mills to test with, but they’re all the same manufacture, so I’m not expecting much.
A long time ago, there was a tear down by AvE of a spindle and the bushings were some kind of rubber. It would mean a near zero measurement of runout while not under load and then a wet noodle when it started cutting. I don’t know how you would test for that and I have seen some great performance from some cheap spindles. So I am sure not all of them are this way. I hoped the spindles that were had been removed from the market by now.
BTW – that Carbide ER-11 router shipped for free and will be here tomorrow. I don’t know how you can pass up a deal like that. I may order a second one to have on hand if the first one works out.
I got 2 (one of the post you read about that router i have already said it)
The router is a makita clone but with standard er11 collets. (That should make things easier)
They have soft start.
They are on clearance until supply lasts, they discontinued it (nobody was intrested in them at the original Price)
Note: you will need the Kobalt router dust shoe (the dewalt/Makita doesn’t fit)
I got the new ER-11 router, think I’m going to like it. The speed dial has detents to keep it in place whereas the Makita speed setting tended to wander if there was any vibration. I also think the ER-11 collet will be nice, but it also has a lot more opportunity to be affected by any sawdust that makes it way into the area.
I also installed the replacement belts from Ryan - those belts turned out to be a bit thinner than the ones I originally bought on Amazon, but I don’t think this will make any difference.
Only had time for some quick tests and was disappointed – using the same bit I’ve been testing with but with the new router and new belts, the final dimensions were nearly identical to what I got with the old setup.
I switched to a different bit and ran a test and noticed about 0.010" improvement in accuracy. So I bit (get it?) the bullet and ordered an Amana down-cut bit and will test with it when I get a chance. If that turns out to the be the answer, I’m going to be a little irritated, as I have a pretty good collection of SPE bits on hand.
Note that I only did some rudimentary tightening of the new belts and didn’t re-square the machine or anything; let me know if I really need to get that dialed in before trying any further tests.
More updates when I have time to do further testing. Always appreciate any further suggestions from the group.