I’ve gotten down to 600mm/min and only taking .5mm per pass but it still messes up on me.
Also running the bit at 12,000rpm as the spe chart shows.
Ive tried adding air to blow on the bit as well to clear chips and a little cooling. I’d really rather not use a cooling liquid as my table is plywood.
Any suggestions? Should I be moving the bit faster? I started at 1000mm/min. I have move down to 600mm/min. Worried about breaking the bit if I went faster.
I feel the number one thing to improve your cutting experience browsing the forum is going to go from a 3 flute to a single.
Most of the people I’ve observed successfully milling aluminum, use a single flute, and enough IPA with an air/mist nozzle to barely dampen the surface of the aluminum. A few of those have a spindle that might be doing slower RPM’s than you. Those that are using IPA say it keeps the aluminum “cold”.
Hopefully one of them will offer better information, than what I’ve just gleamed from the forum. One day I hope to experience aluminum chips.
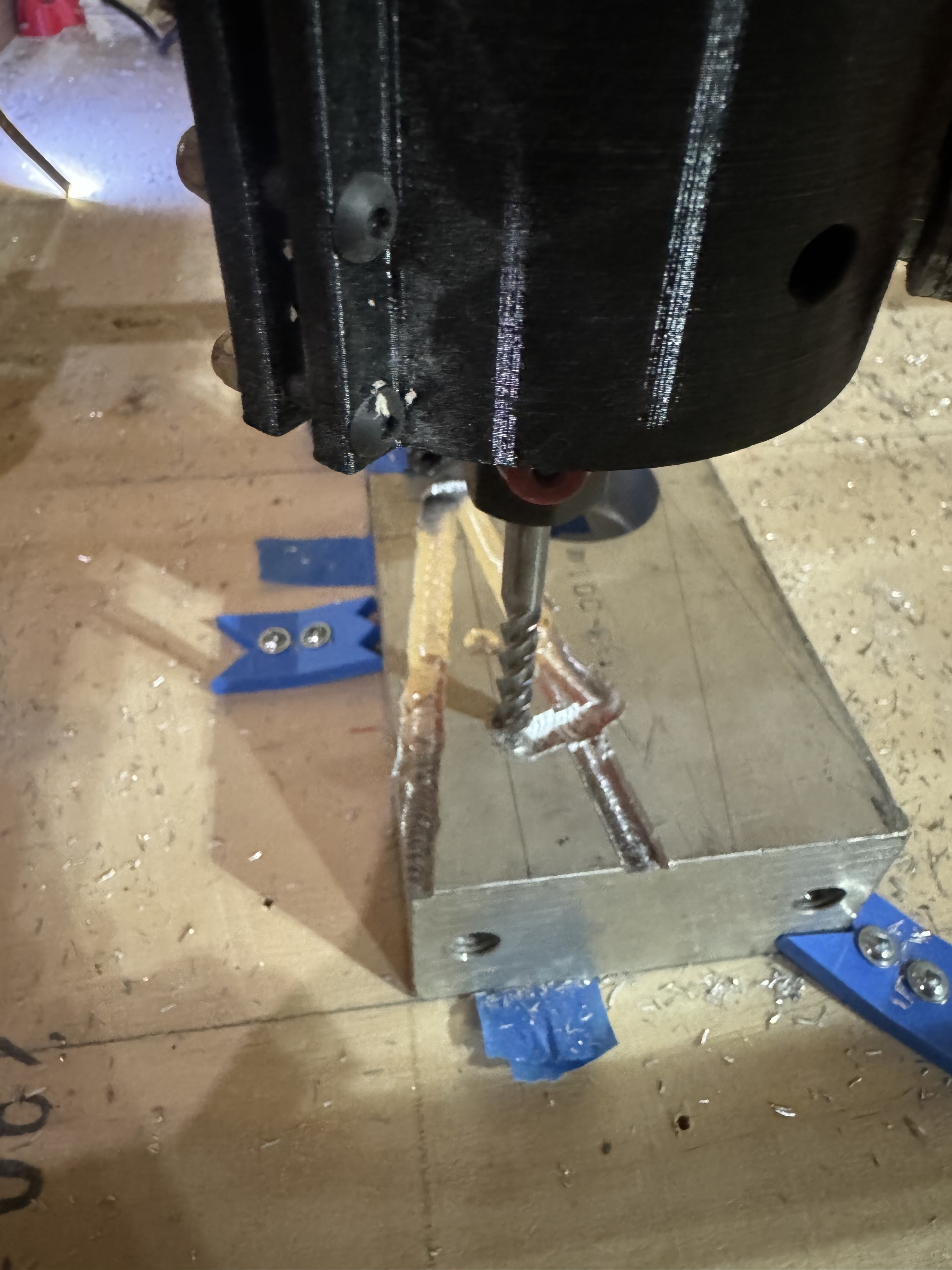
I would go with a single or 2 flute at most, especially at that size of end mill for our machines. You also have a ton of tool stick out that is not helping, run the shortest flute you can get away with as far in to the spindle as you can. My feeds in aluminum are usually in the 750~1500mm/min depending on tool in use and type of cut being made.
So the bit is extra long as it is for a specific job that has a deep pocket. I’m just trying to work out feeds and speeds on test material first before plunging into my expensive piece.
Which at this point I’m sure glad I didn’t go for it initially cause I would have wrecked the piece for sure.
I have no idea why it’s a 3 flute bit. I had previously read about single flute being better for this.
My research had suggested that aluminum would mill very similar to wood but this has been nothing like any of the different woods I have milled in the past
IPA? Isopropyl Alcohol? Thats an interesting idea for coolant. I wouldn’t be opposed to giving that a try. That at least would saturate my wood table with some sort of oil.
I was wondering if cooling isn’t really my issue since I get several good cuts before it goes haywire.
Hmm, I just googled it. Fusion and EstlCAM have it at least. Since Estlcam is free as an unlimited trial, you might as well give it a shot, at least for aluminium.
And definitely use Trochoidal milling. I run full DOC for the material. I also use a mist coolan of IPA and it does keep it nice and cool. But it isn’t a total have to. I’ve done it without as well but I find it leaves a better finish with it.
Yes, my apologies for using an abbreviation, Isopropyl Alcohol.
@Jonathjon is the success story I watch for cutting aluminum (and other stuff), he was one of the people I was hoping was going to chim in. @Tokoloshe is a big advocate of Trichoidal milling, and as you can see Johnathan also uses it. I didn’t think about mentioning that until after I posted.
So the people I watch for that knowledge have offered up the info I was hoping you would get from experienced users. Instead of me, that understood the theory.
What kind of setup are you using to control the mist? and would denatured alcohol work or does it need to be IPA? I assume its the evaporation that is providing the cooling effect so i’m thinking any alcohol would work