I have a few as well. Mine are not near as nice as Doug and Phillipp’s lol. here is the first beta one…

I have a few as well. Mine are not near as nice as Doug and Phillipp’s lol. here is the first beta one…
I have been trying to save all that I have seen to the playlist. If you have an LR4 vid that is not on it post the link and I will add it.
Hey guys, I have not gotten back to create a finalized new version for FluidNC, but I did release a beta Fusion 360 Post Processor (v2.1) is Available - #35 by Flyfisher604.
Feedback is welcomed.
Awesome! I plan on doing more videos when I can actually make stuff and not break stuff
I can already hear the collective whir of a thousand little printers spinning up.
I thought it would be interesting to share this.
It’s in line with other results I’ve seen but can’t find at the moment, one that comes to mind is CNCKitchen’s video, but this approach was even more formal.
The tl;dr is that layer height seems to matter much more than nozzle diameter, so sizing up the nozzle is great but sizing down layer height is even better. I guess we will find out who has the patience for 0.1mm layer height? Seems like it adds significant strength - which I suppose intuitively makes sense, smushing together rectangles results in more surface contact than cylinders.
I created a topic on how I calibrated my XY on my Bambu X1C, for anyone interested.
Will 31.80mm stainless steel pipe work or it need to be exact 32mm or 30mm ?
Within 0.2mm is good LowRider CNC V4 - V1 Engineering Documentation
I can say that .38mm layer height in PLA is already plenty strong. Who has 3 days to wait for a core to print?
.1 layer height for an LR4 is just sillyness chasing zeros, and may even mess up the assistive hinting that Ryan has built into some of the parts.
I have to agree, however, all of my LR’s to date have been printed at .2 and I have to say, when the fateful day arrives, I suspect so will the Mighty 4!
For me it’s not about chasing zeros so much as chasing a consistent “ non amateur” finish, but I completely understand those with contrary objectives!![]()
@vicious1 that is a really nice evolution of your logo. The logo/URL integration is super!
Well done again!
Sliced the core (Bambu P1S), 0.6mm nozzle, basic PLA:
0.12mm layers: 19h, 24m
0.18mm layers: 13h, 26m
If you can assemble the rest of the parts faster than that and you’re not gonna be sleeping, hats off to ya. Otherwise I feel that this is one of the easiest ways to get additional rigidity at no additional cost, and I agree with Peter I really like the less visible lines. These new blocky parts are coming out so nice and smooth.
Realistically I’ll be doing the majority of parts at 0.24mm, core and YZ blocks at 0.18. I’ll let you know how the bridging goes, so far in the parts I’ve printed I’ve seen no issues.
On second thought I bet you beta testers could assemble this thing in your sleep, so I retract that point ![]()
Happy building!
Likewise, and I look forward to seeing your machine and your projects.
Theoretically, the shape should not change if your profiles are well tuned.
For each nozzle size, your layer width and layer height should be well-tuned to produce a consistent shape
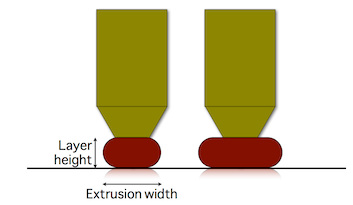
So that it not only bonds well with adjacent layers
but also with the layer below it.
When I first moved to a 0.6 nozzle and bigger layer heights, my part strength was garbage because I had not tuned it correctly.
I have a hard time trusting things that claim significant differences in strength based on layer height, because it feels like it’s telling me their printers aren’t well tuned.
I think people tend to over-extrude at small layer heights, and under extrude at larger ones, and that can certainly make a huge difference in strength.
If your parts are weaker with larger heights, I would check your layer widths and flow limits and make sure the slicer is setup within the printers capabilities.
This, at least, has been my experience.
I am HaWiWe and I approve of this message. ![]() I haven’t had the time to do the Star Wars coaster video since I am on holidays. Will be back tomorrow.
I haven’t had the time to do the Star Wars coaster video since I am on holidays. Will be back tomorrow. ![]() Hope to find time then.
Hope to find time then.
I was talking about the rails from the austrian supplier. Where do you get the rails ?
I bought the Jackpot through elecrow and had no issues as they offer IOSS to the EU.
I get mine from a local scrap metal supplier. Cheapest stainless steel tubes you can get.
I see a ton of back and forth on .4 vs .6 nozzle size, etc. Is there a post somewhere that describes how to setup the slicer for printing the parts? I’m unclear a bit looking at the documentation.
