Bolts and adhesive on par with how Lotus Elise Alu chassis was bonded (type of epoxy)? More modern UV curable, and lower curing temp solutions exist. Hopefully some automotive/adhesive/chemical folks here will chime in?
Maybe CNC plate based core, with 3D printed jig to hold parts in place (dimensionally accurate) until adhesive cures, assuming not needing to heat cure? No idea what service temps they can support.
I’ve got aluminum spool gun for my mig welder that I’m ok with. Tig welding aluminum has always been a major snag for me for some reason. I can tig steel and it look pretty good. But aluminum kicks my ass every time lol
If so, could that help to simplify Core, or at least get more direct contact between linear block and Extruder? “Core plate” ends up being a milled Alu plate sandwiched between linear block and extruder. The “Core plate” ends up large enough to mount probe/EBB directly and/or via 3D printed parts. Assembly would be…
Mount Extruder to “Core plate”
Then mount “Core plate” to rail block via rail block’s rear accessible mount holes…
Could achieve something similar using stock rail block by using 2 milled Alu (or 3D printed?) plates sandwiched between the rail block and Extruder I guess? The MP3DP rail would need to be rotate 90deg about x axis though. Assembly would be…
Mount Extruder to “Core plate front”
Mount “Core plate rear” to rail block
Mount “Core plate front” assembly to “Core plate rear” assembly.
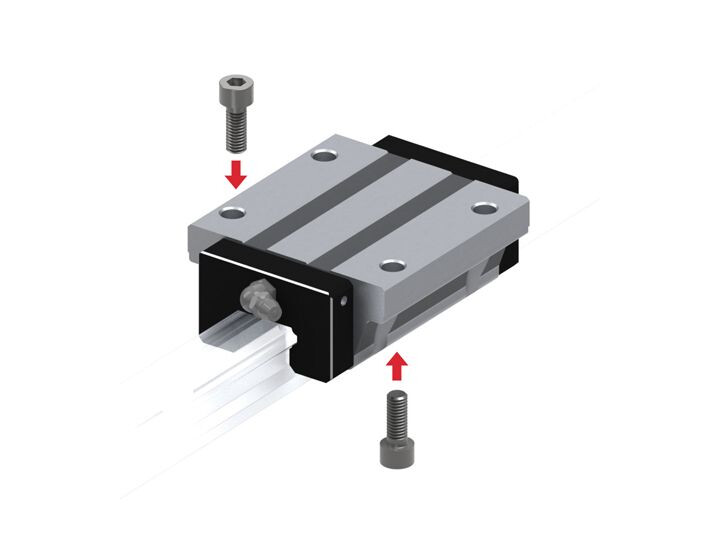
Completely replacing stock linear rail block with your own Alu rail block sounds tricky. That would provide an opportunity to have longer rail block though (more stable?) .
If not a completely new linear rail block, then could maybe Alu mill and/or 3D-print single part that replaces the side seals with mounting holes for Extruder, etc…
Ideally stock extruders casings (or optional upgrade casing…) would include mount hole layout/spacing for common (?) rail block. So no shims or adaptors plate(s) are needed.
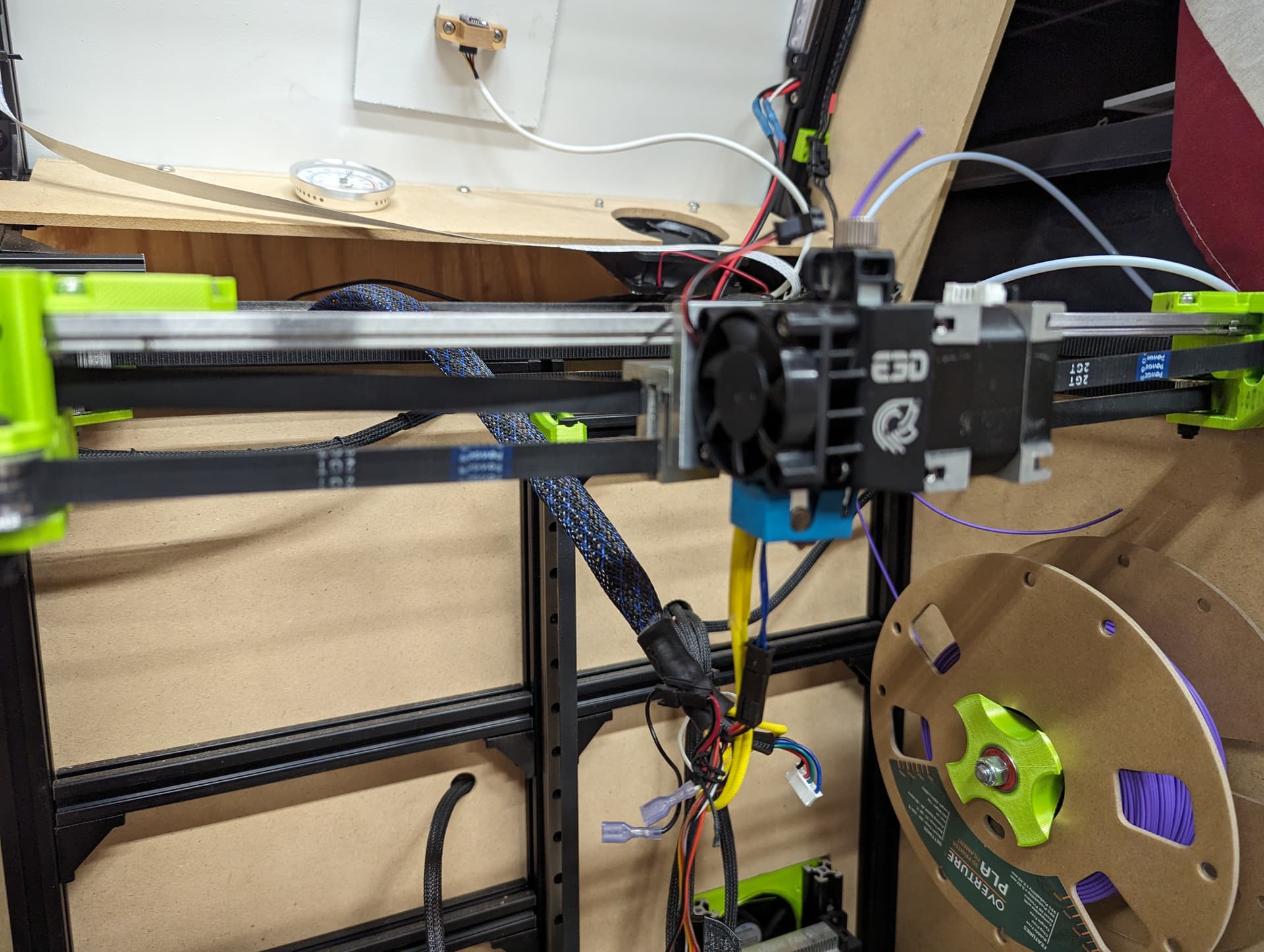
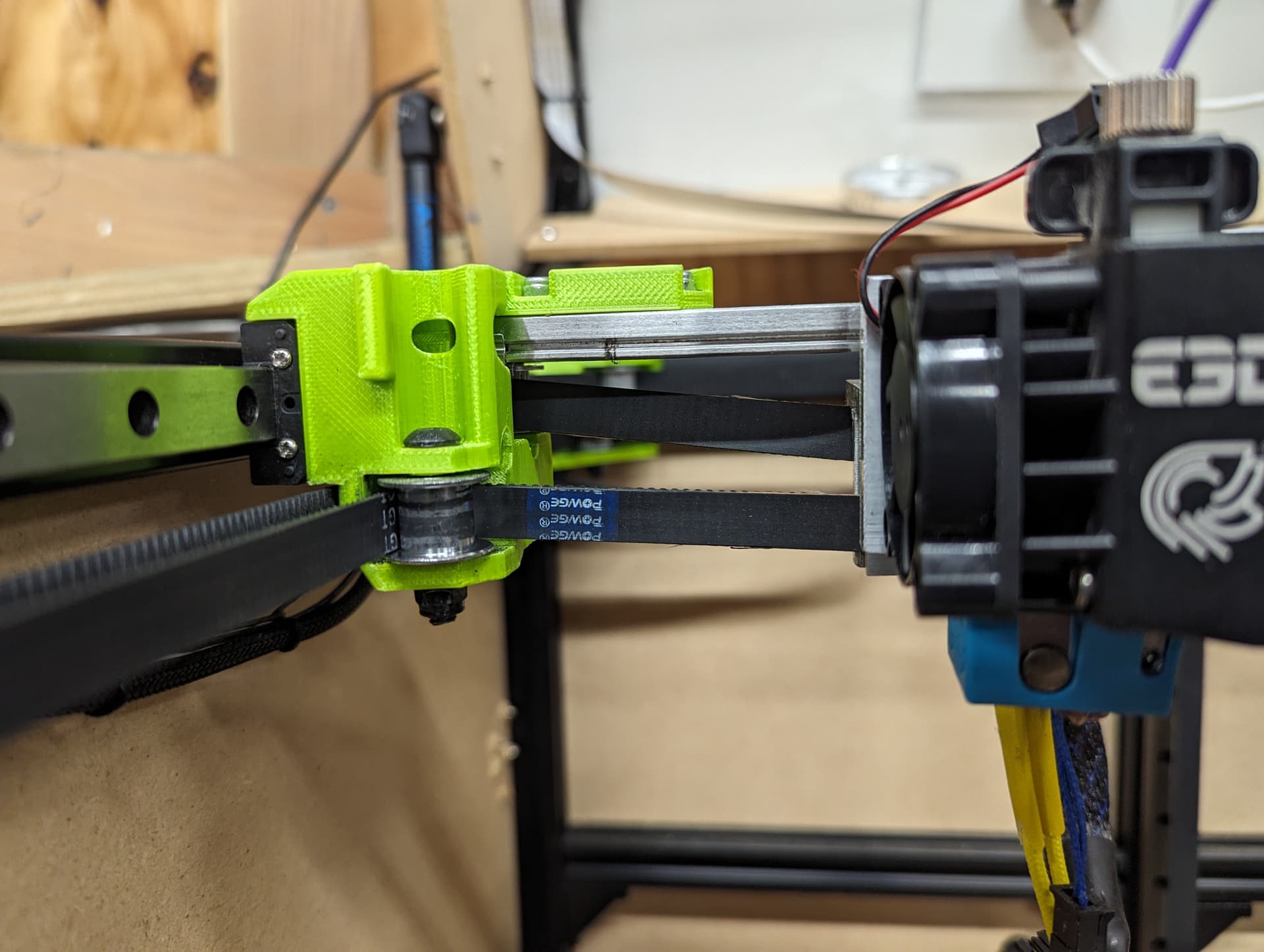
Well. I didn’t get everything finished tonight. All I have left is putting grooves in the parts where the belt teeth go. I tried to use a vbit tool I had on hand and it snapped the tip off. I have a real chamfer end mill coming in made by Niagara ($$) on Thursday. I should get it installed that evening and we’ll see how this goes.
I think version 2.0 is going to be designed to be milled from a solid chunk of aluminum. I also think I’m going to order some metric end mills. Trying to do math for offsets when your design is in mm and you’re endmills are inches sucks.