First row at 200°c, middle at 220°c and I’m assuming the third will be at 240°c. Yes this is with PLA not ASA
Don’t mind the wires all over the tool head. Still in “testing” mode lol. But man that one single wire standing up nice and pretty sure is better than that huge mass of wires I had before!!
Excuse the formatting I was doing it in notes on my phone lol. I think I’m going to run it again with a lower temperature difference. Maybe 200, 210 and 220. And up the flow to start around 15 and go to 25 and see where that lands. Will report back
I generally print PLA at 205°C so even bumping up to 210° is pretty decent flow, at least I think so. I think the most I could reliably get out of the hemera with a .6mm nozzle was 12mm3 The .59 @ 21mm3 is 96.7% and according to CNC Kitchen anything 95% and above is good so that’s a considerable improvement in my eyes. I do have a real deal bondtech CHT nozzle here as well. Might have to give that a shot soon and see if the numbers change or not.
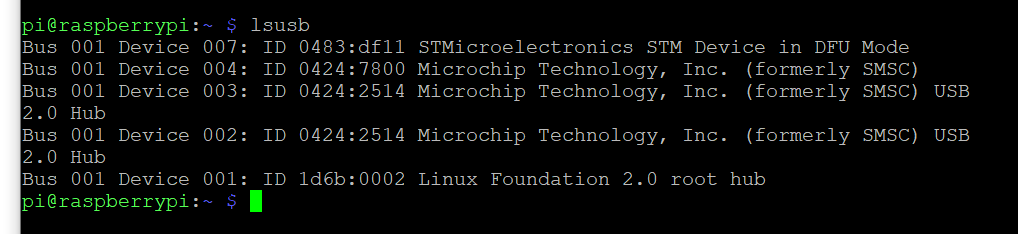
In other news, I “THINK” I might have been successful in fixing the Octopus. Hooked it up with a USB programmer and flashed the stock BTT Bootloader back to it and now the green light is back on. Didn’t even realize it was off until I saw it back on, then it dawned on me lol. I’m setting up a spare Pi in between other things and going to try and test it and see what happens.
I did as well before the CAN upgrade. And it was always causing me issues. Never wanted to stay up and out of the way. And I was constantly worried it was pulling on stuff and throwing things out of wack. This CAN set up is worth it just for the lack of wires alone!!! Now if I could just figure out how to get input shaper to work with the included ADXL that would be an even larger bonus!
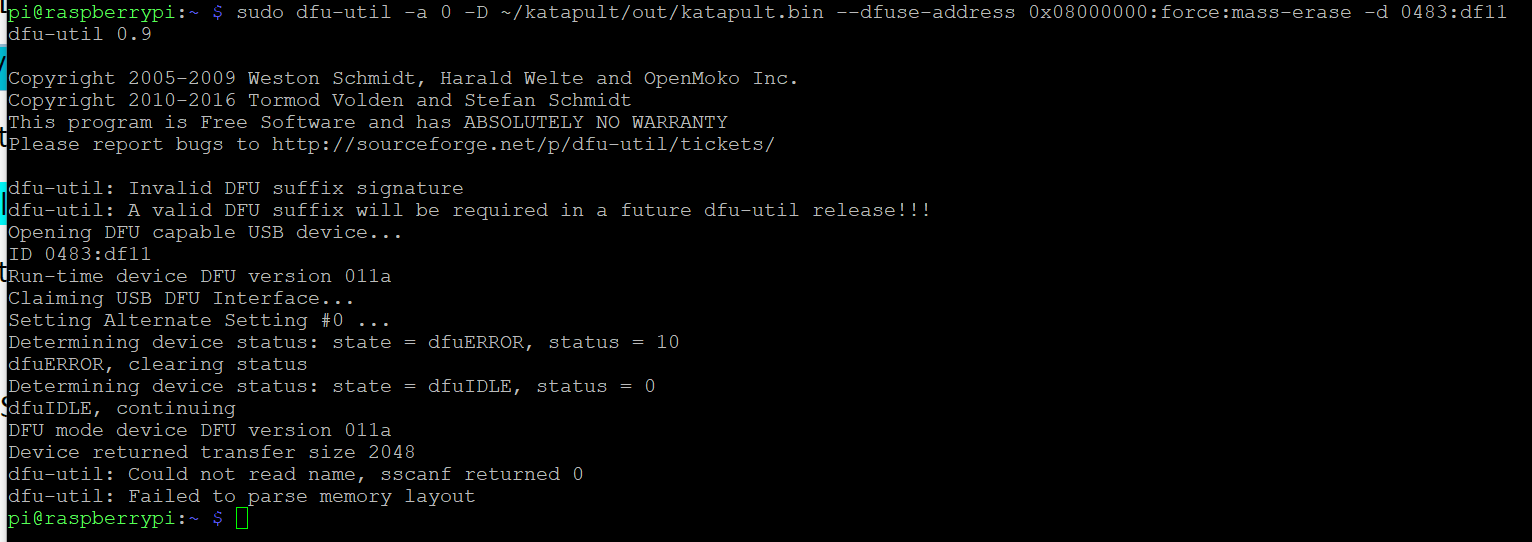
I guess. I was following a guide that had me use STM32 to flash canboot and when I did that it all seemed to go good but the DFU mode got messed up somehow. I am trying everything I can find to fix it but there isn’t much info out there. I did get a bootloader from BTT and STM32 says it flashed but its still giving the same error. Everything I read says its fixable but no one says “Do this” lol
Do you have the F429 or the F446 version of the processor on your Octopus?
It’s been a while since I helped anyone try to flash one, but at least a few years back the difference required different bootloaders and slightly different flash procedures to make the flash process work between the different processor versions.
If I remember correctly (Which is suspect!), the F429 version was funky and needed special work to be flashable. It’s possible that I remember this backwards, or even that things are different now- several years later.
I have the F429. and I bet its the funky one because its the only one with 1mb of flash… If I could just figure out how to get the stock BTT bootloader back installed I think it would be ok. The guide I am following now seems to work for a ton of people. I just wish I had found it before finding the other one lol. I should have never hooked it to STM32 in the first place.
I’m pretty sure that’s true. You have something running as shown by your screenshot- but it’s the wrong one based on that output and my ratty recollection.
I think we just need to figure out the correct restoration for your F429 variant.
Ok this is driving me crazy. I’m 99% sure it’s the “high quality” amazon linear rail but I’m just not 100% sure. I’m thinking the X rail. It doesn’t do it when it’s just a y move.
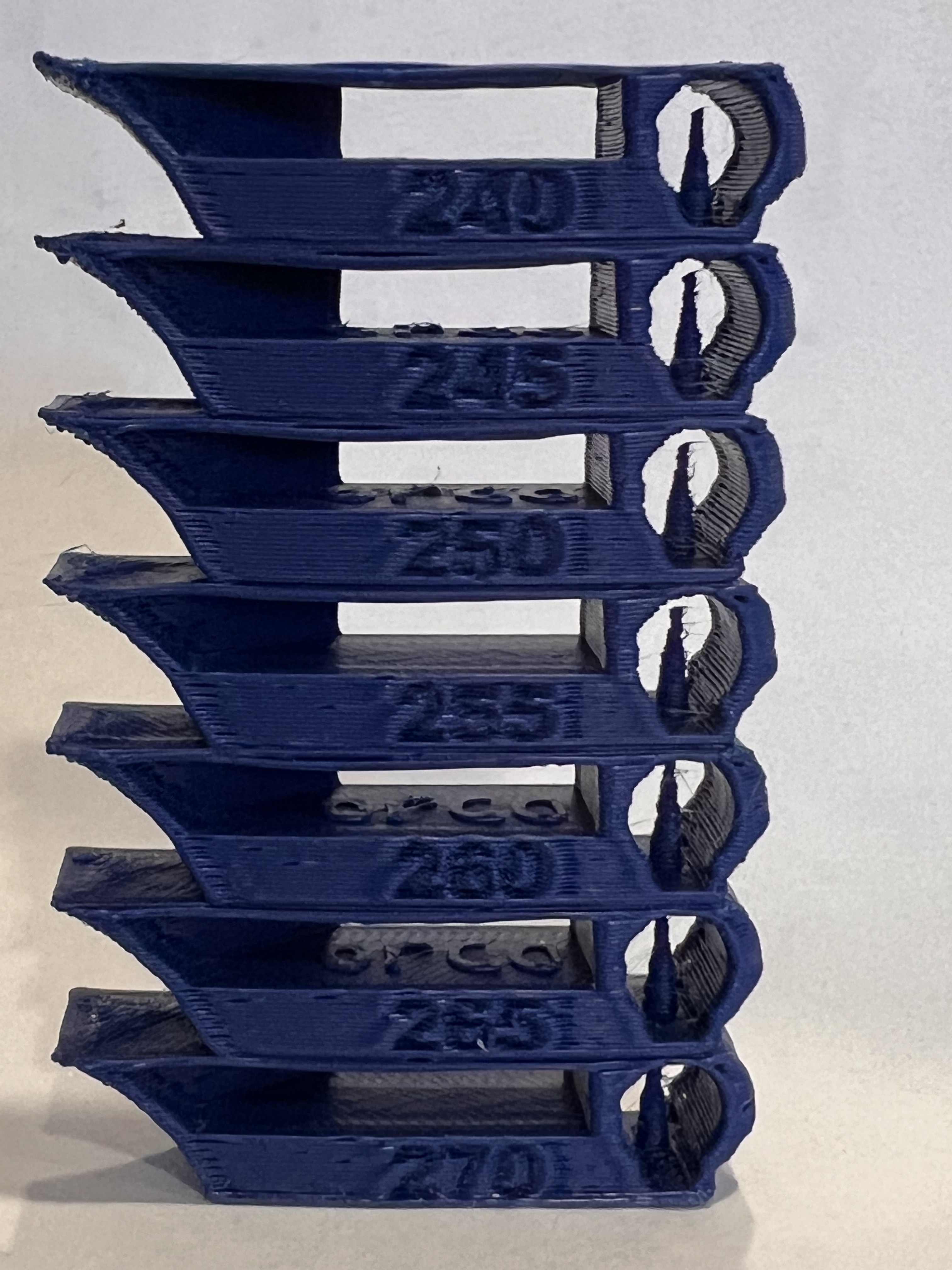
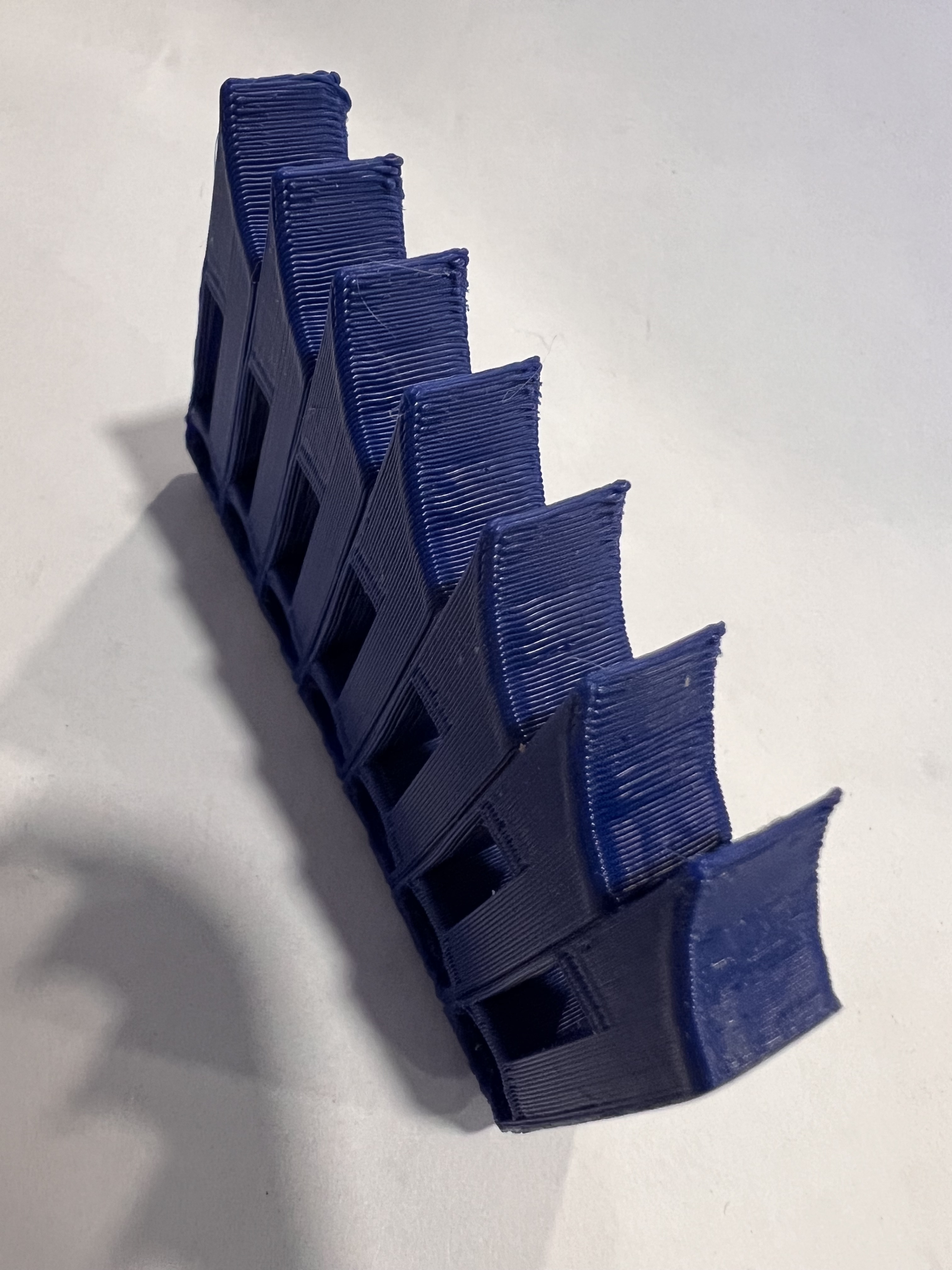
Well I switched over to Orca slicer and did a temp tower. Took 5 tries to finally get it to stick. Started with textured PEI, nope. Went to smooth PEI (pic above) nope, Went to glass, nope. Let glass cool and took it to the sink and scrubbed the out of it with dawn, let dry, then brand new magic eraser with 99% IPA… and nope. So finally resorted to the glue stick on the glass and that worked. Didn’t get it put down near as clean as I wanted to. But its cooling off now so I can go wash it again and put it on cold so I get a nice thin coat.
I never expected it but the 270° looks the best to me. Way hotter than I usually go with ASA. Sad thing is this isn’t the ASA I will be using to print the parts for the E5+ lol, not even the same brand. So really I’ll have to do all this over again. But for now I can take one more crack at printing the core for the V4. I got it to finish all the way last night but it had lifted in a spot that I didn’t see, right where a belt goes so without some major work its not usable. Would rather get a good clean print. I just really don’t want to put it in the enclosure yet, want to get this changed out and all squared up again before I do that.
Edit… On closer look (zoomed in on my phone, getting old sucks) I actually think the 245°/250° look real good too. 250° is where I usually print ASA. So I think I will stick with that for now and run another temp tower when I switch over to the polymaker ASA. Hopefully its as good as everyone says it is LOL
What are you using for a heated bed temp? ASA is even worse than ABS- need around 110C for good adhesion. I also needed hairspray on textured PEI to get a satisfactory result. I gave up trying ASA for the time being because of my own attempts to print it.
Yes, you’ll want to get this right before you get too serious about printing functional parts with ASA.
250 sounds better to me.
Double check you heated bed temps, maybe even try a test at temps from 100C to 120C.
You also need soak time. I had to leave the bed at 110C for about 5 minutes minimum (sensor is on the bottom, but you print on the top) It takes a while for thermal soak to get the print bed surface to a good working temp.
My bed is 1/4" thick aluminum with a 750w mains powered heater that is PID tuned so it stays at temp real well. And its heated first thing. I will try heating it up earlier. But honestly I’m thinking about dropping it down to 90°-95° to try and stay under that “glass” temp.