That is interesting, a 3mm cutter…I have never actually verified the numbers. You need to cut an inside and outside cut to see what the actual difference is. The machine, all machines, have some slop. Things like rotational runnout and machine error stack tend to sort of balance out so the machine flexes some to not actually cut all the way to the line, and the router does not spin in a perfect axial rotation and has some play so actually over cuts a little bit.
I am honestly not sure how to actually test each.
The inside outside cut is a good start, both the exact same size. Honestly, this sort of accuracy is really hard to figure out. .1mm is hard to measure.
Yeah, maybe I’ll do more testing once I have the LR4 built.
I originally cut out the struts with the endmill set to 3.18mm and noticed the dimensions were off, but consistently off. That’s what made me set it back to 3.0mm and it is near perfect.
This was a good test I think because MDF is pretty consistent. I was doing 3mm DOC and 20mm/s. I had the router shank into the collet as far as I could go before I hit the cutting edge since I was only cutting 6mm deep. I did a 0.30 mm finish pass the first time.
My calipers are from Harbor Freight. They were like $8, so there is some error there too.
I also switched to Jackpot at the same time. So far I’m a little hesitant with FluidNC. It locked up / froze randomly twice so far. I had to reboot the Jackpot.
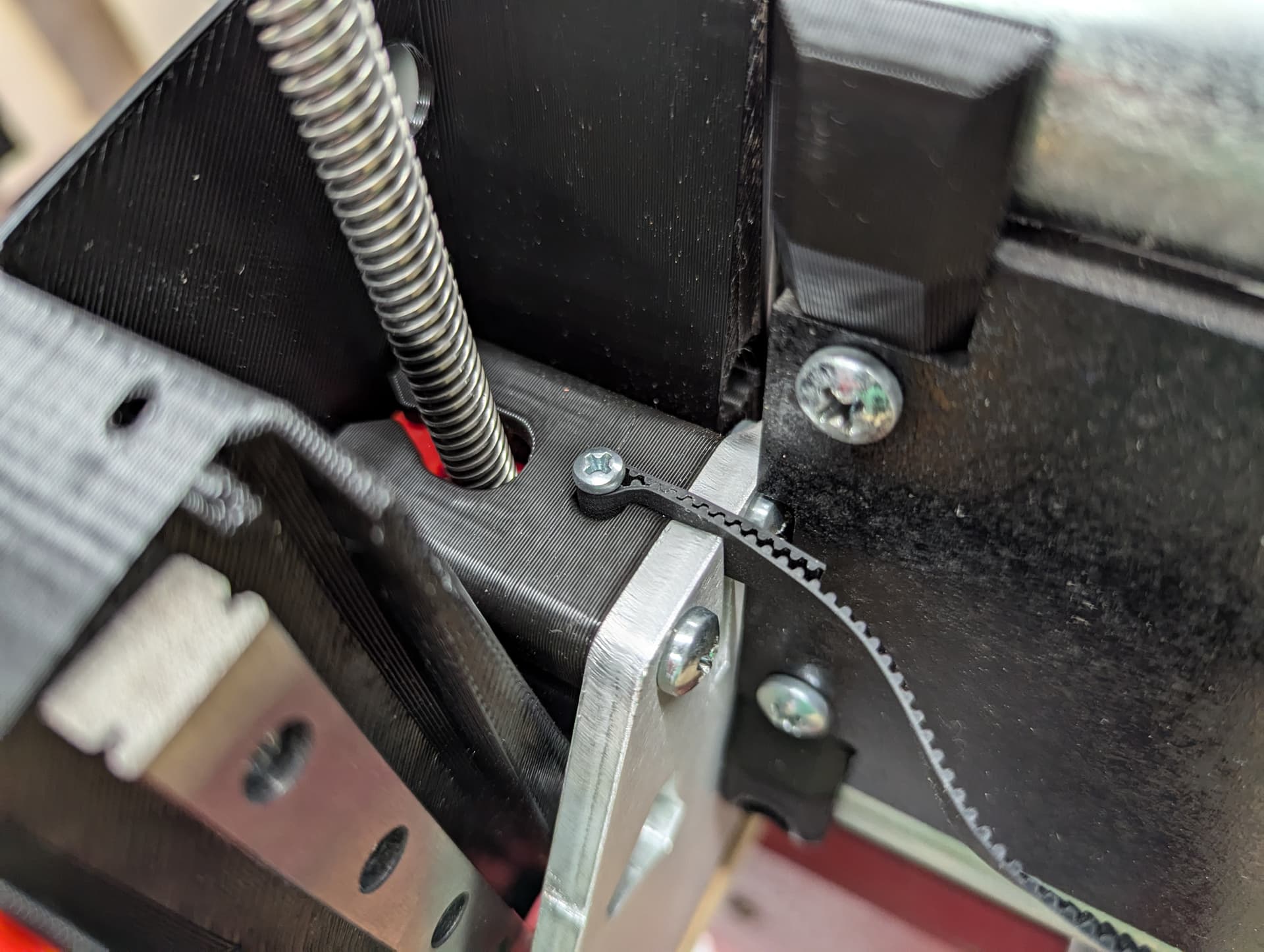
The x belt min was one of the hardest steps (pic from docs). I think maybe it could use more tolerance. I could barely get it in. All my other parts felt perfect tolerance wise.
Its a little tight but not bad once you get used to it. Should put that side on first and not leave much hanging out at all, put all your slack at the other side. I realize this doesn’t help you at all since you have done it already but maybe it will help the next guy reading it
The clip I am using is actually a bad idea because it can catch on the screws / piece.
I am a little extra sensitive too since the modded one I tried (not picking on anyone specifically) for my LR3 fell off and into the router bit during a cut. That wasn’t cool.
Everything else on the build was perfect tolerances, so I can’t be the only one with a loose shoe.
What’s the diameter of your hose? Looks similar to mine, so I’m curious about your adapter. Does it just make for a more solid connection vs hose alone?
(side note, my pla dust shoe+boot for Kobalt snaps tight, I must be lucky! Assuming that part of the makita shoe is identical)