This is the start of the documentation thread of my attempt to build an LR3. After reading about and watching all the great youtube videos out there on Lowrider builds I got bitten by the bug. No CNC experience and just got my first 3D printer last month. The LR3 build was kind of the excuse to get a 3D printer. So for the past few weeks I’ve been printing things getting experience there in anticipation of printing off the LR3 parts. I’ve decided on a 4’x3’ build area. I’m not sure on table yet but this fits the space I have set aside.
The hardware arrived from V1E today and more importantly I have decided on my color scheme and have the filament on hand to start printing.
There is a one hundred post ordeal in my build thread trying to find the mistake with the build. It was the core not being printed precisely because of a twisted X axis on my Prusa Mini.
Excellent! The V1 instructions are extremely good. Just take it one step and one image at a time. Having a 3D printer in the shop is incredibly useful for more things than you can imagine. As you get good at using it the ideas for something you can imagine to having them in hand get very fluid.
I built a MPCNC about six years ago and printed all of the parts for it on a dirt cheap 3D printer. The printer did an okay job and the CNC came together fine. It just took a long time to print the parts so for my LR3 build over the last two weeks I ordered the printed parts from Ryan.
And, yeah, I had this thing assembled and running in about three days. Incredible design work.
I do like having it. After printing a bunch of calibration and toys for the kids I’m finally using for organization tasks. There are so many more options now to solving problems. For example I’ve been meaning to mount a power strip under the island countertop in the kitchen for months and just couldn’t bring myself to use adhesive. Spent an afternoon learning FreeCad and designed custom brackets to mount one without any glue or holes having to be made. Much satisfaction with that! Working the garage now too.
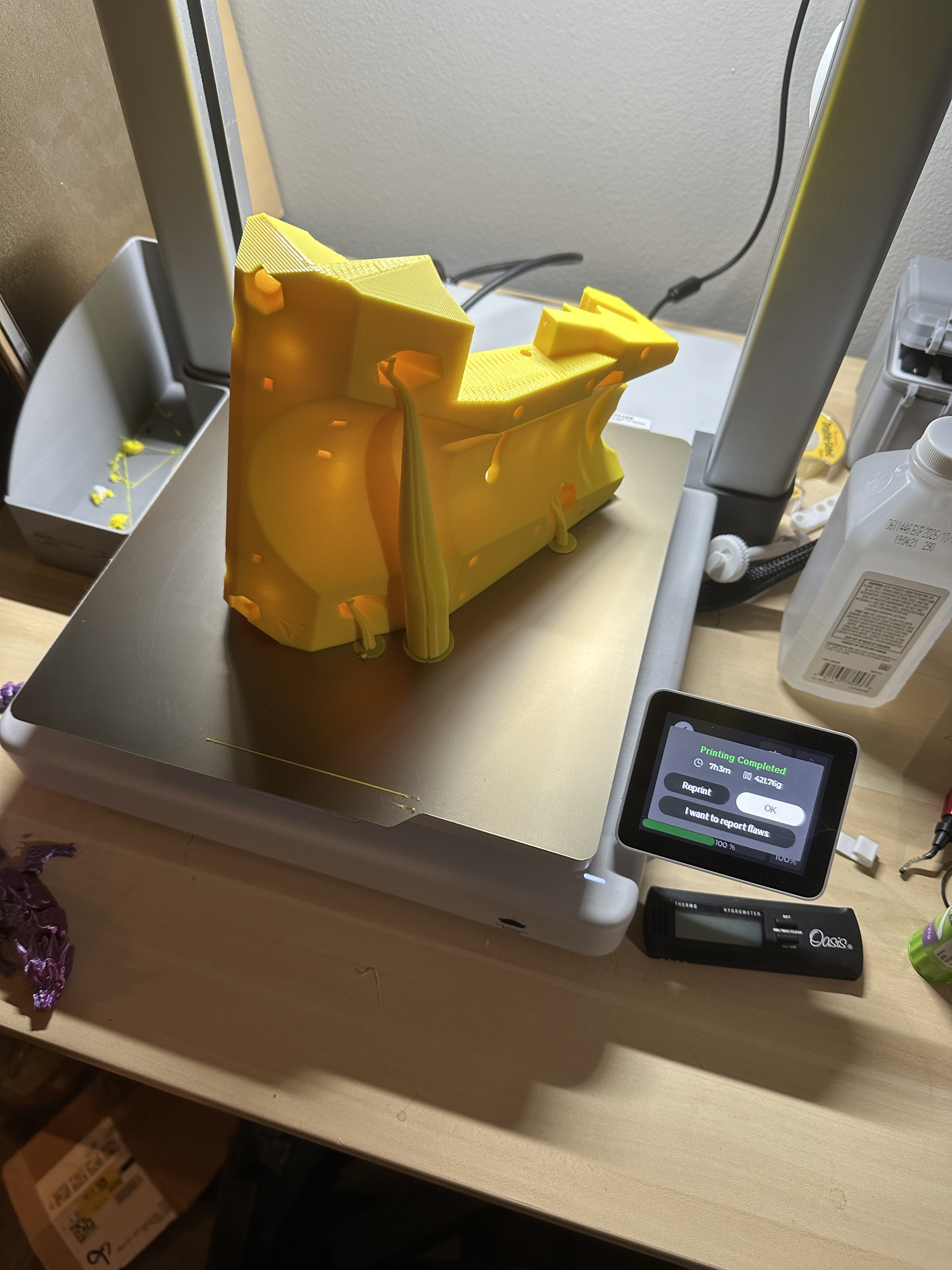
As my first prints I decided to try out the Z Drive mount with different nozzle sizes and some default slicer profiles (with recommended infill %) to see what the difference in time/quality and strength might be.
(Not very regimented I realize as I enter it here - I was backgrounding it today) Quality-wise they all seem similar. Measurements were similar across the test prints. No obvious defects. So thinking that thicker walls means more strength and reading that gyroid is a stronger multi-directional infill than grid, which was the default in the slicer, I am reprinting with the 0.8mm nozzle but 3 walls with a 0.82 line width (2.46mm wall). For this model that adds 10min to the print time.
Assuming no big difference in the output this is what I’ll use next for the core which means ~7hr print time.
I forgot also that I got a Kobalt router the last day they were on sale so that’s going to be my spindle.
I noticed that but thought maybe it was designed that way. Checking the model though it is obviously not. I’m using Bambu slicer. Orca gives the same though I guess that would be expected. Cura shows that same
The slicer sees those rough faces as ‘top surfaces’. Ironing looks like it would help a little
Nice Core print! Shared sketch with expected dimensions and my assembly if that helps. Created the sketch after I fluffed up calibrating dimensions and skew on my printer.
@DougJoseph I’m a subscriber to your Youtube channel. Watching some of your videos got me excited about making a Lowrider. Thank you for that. I especially like the hidden belt trick. Haven’t decided if I will go straight to that or do it later as an upgrade.
Speaking your nice 3D printer, what is that? What brand and model?
Looks like were able to accomplish a tall layer height which shortened your print time, and it will cause stairs steps on top layers that are at any angle other than flat.