I have been playing with my lowrider for like 2 months now trying to get accustomed to it and learning the estlcam software.
However in my trials I have encountered a few problems and I am wondering if maybe I built something wrong or is my lowrider “weaker” than some of you guys builds.
I mainly try to cut PVC board/sheets , thickest being 5/8 inch and acrylic thickest being 1/4.
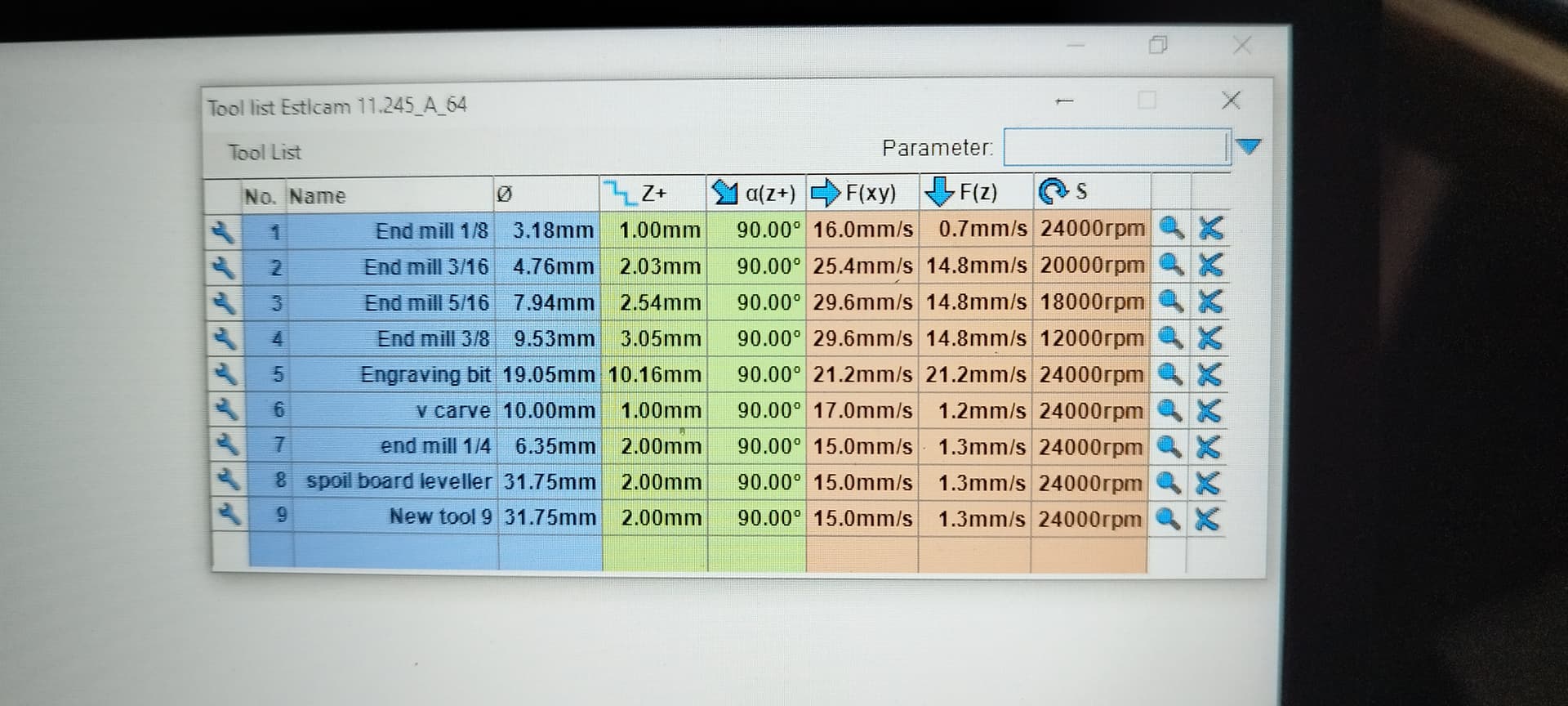
When trying to cut these I realise I have to step down in 1mm intervals and cut at a slow feed rate of 16mm/s. Anything thicker the router seems to get caught and the front wheels lift off the table and/or the motors would skip steps, in turn ruin the job.
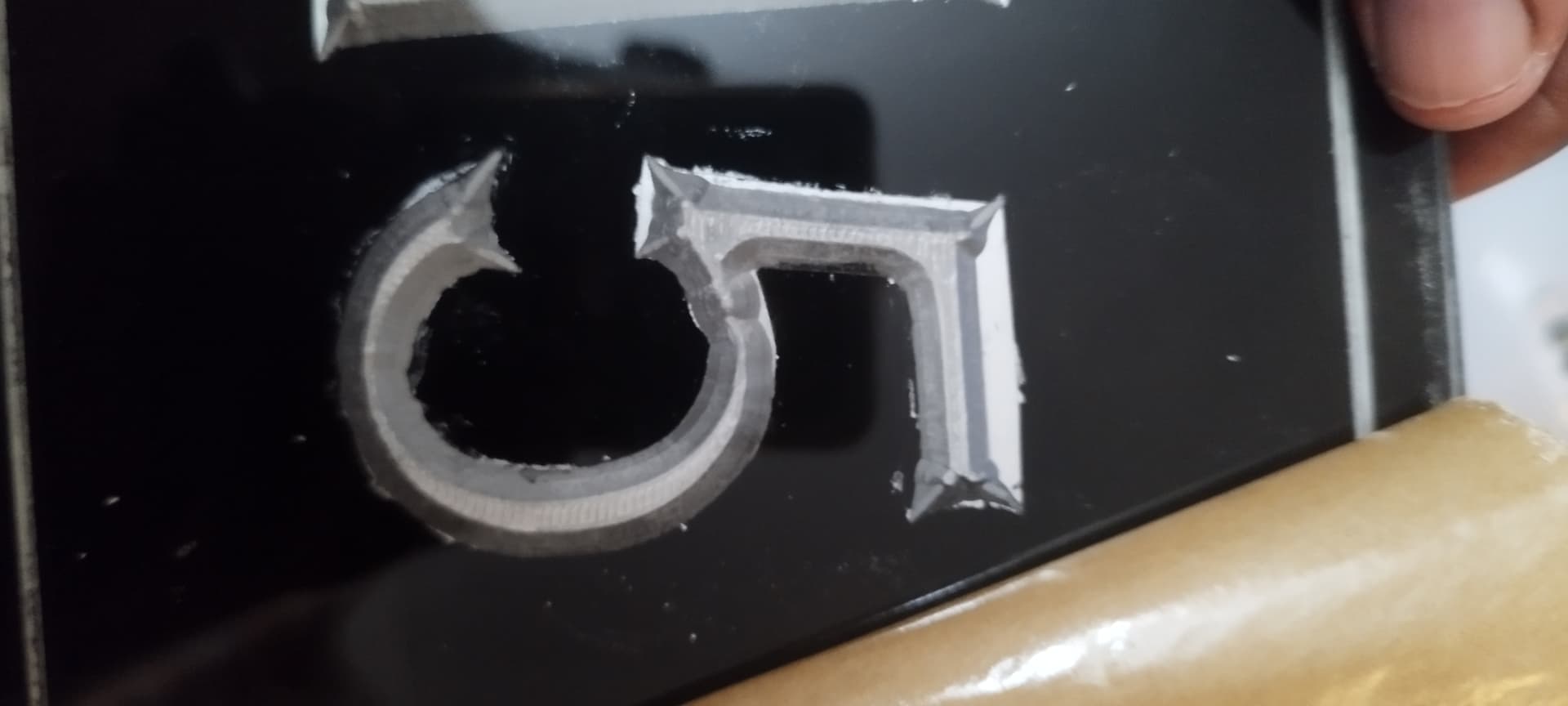
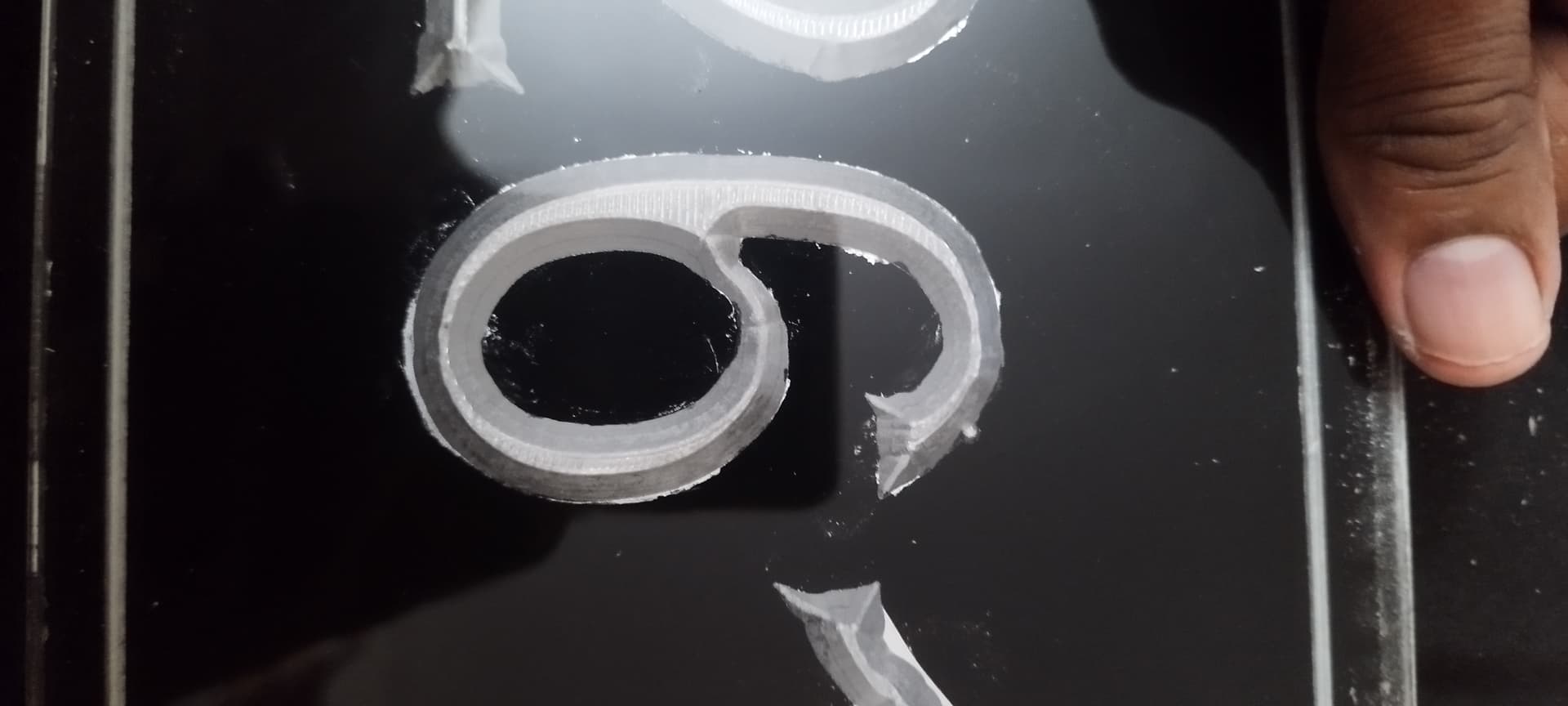
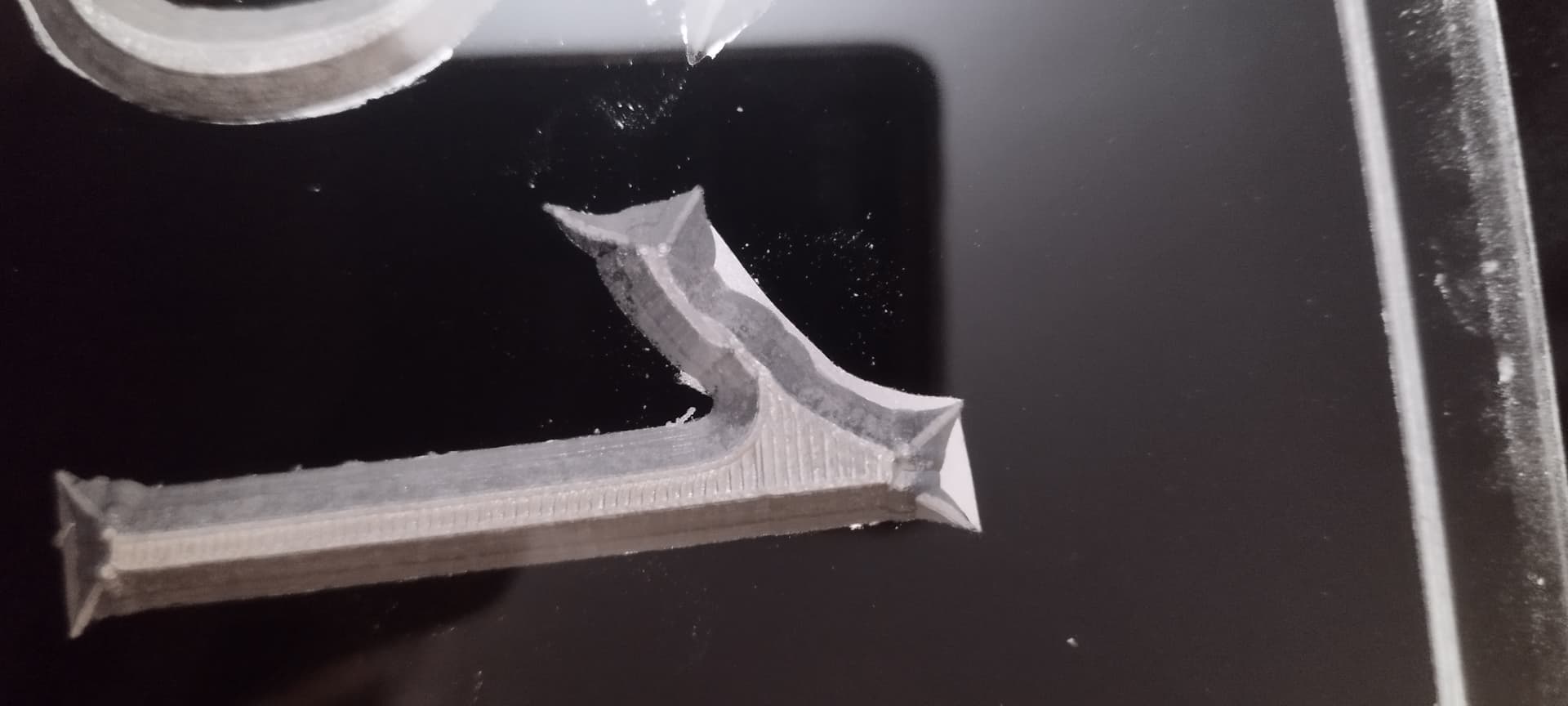
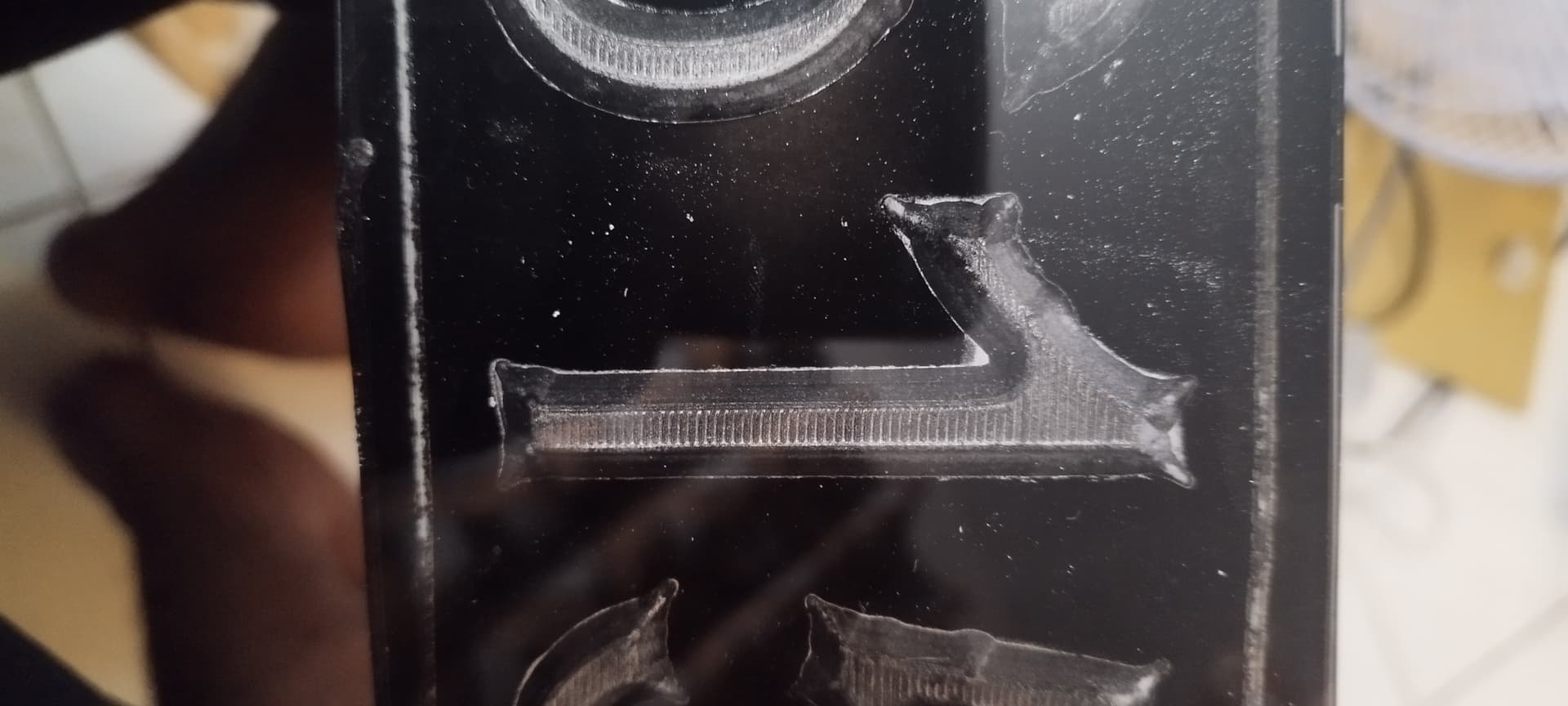
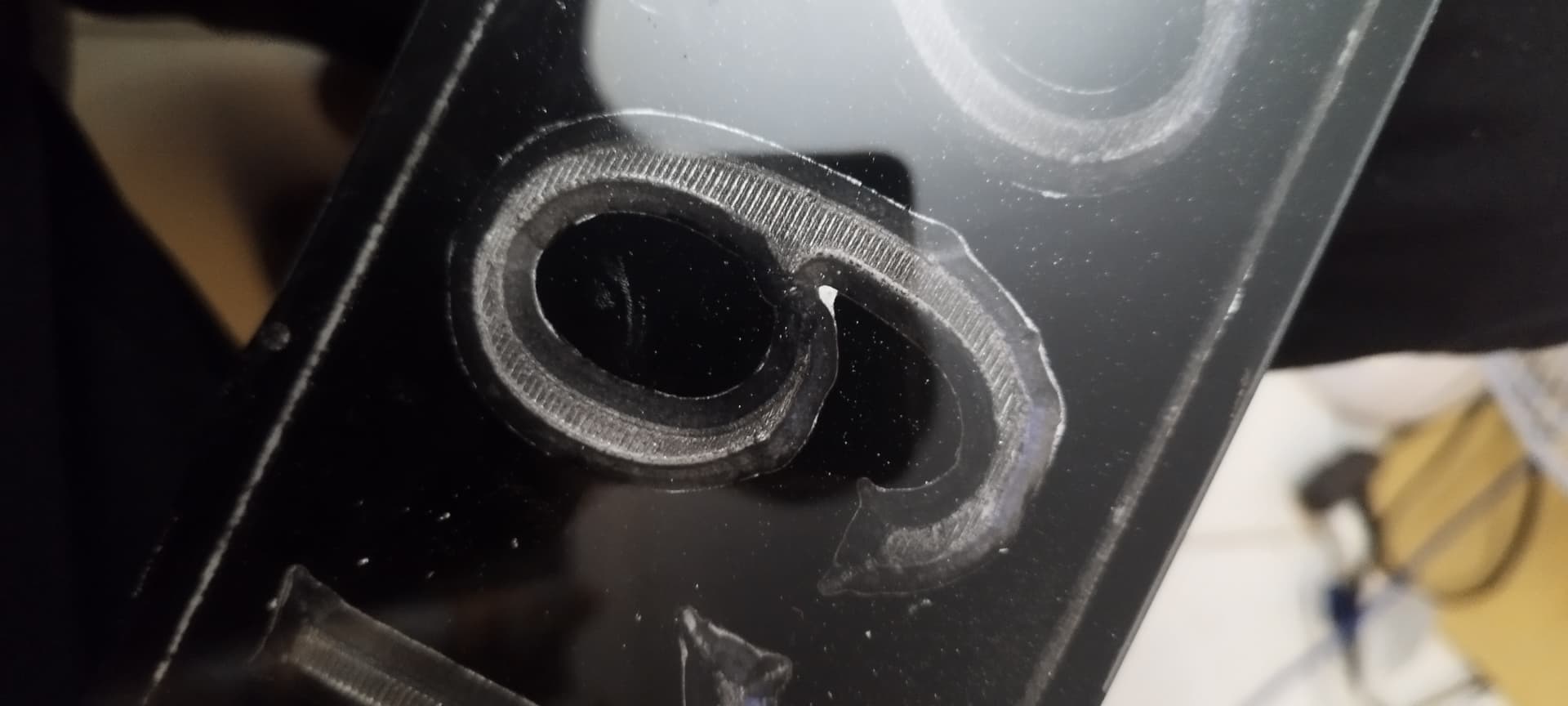
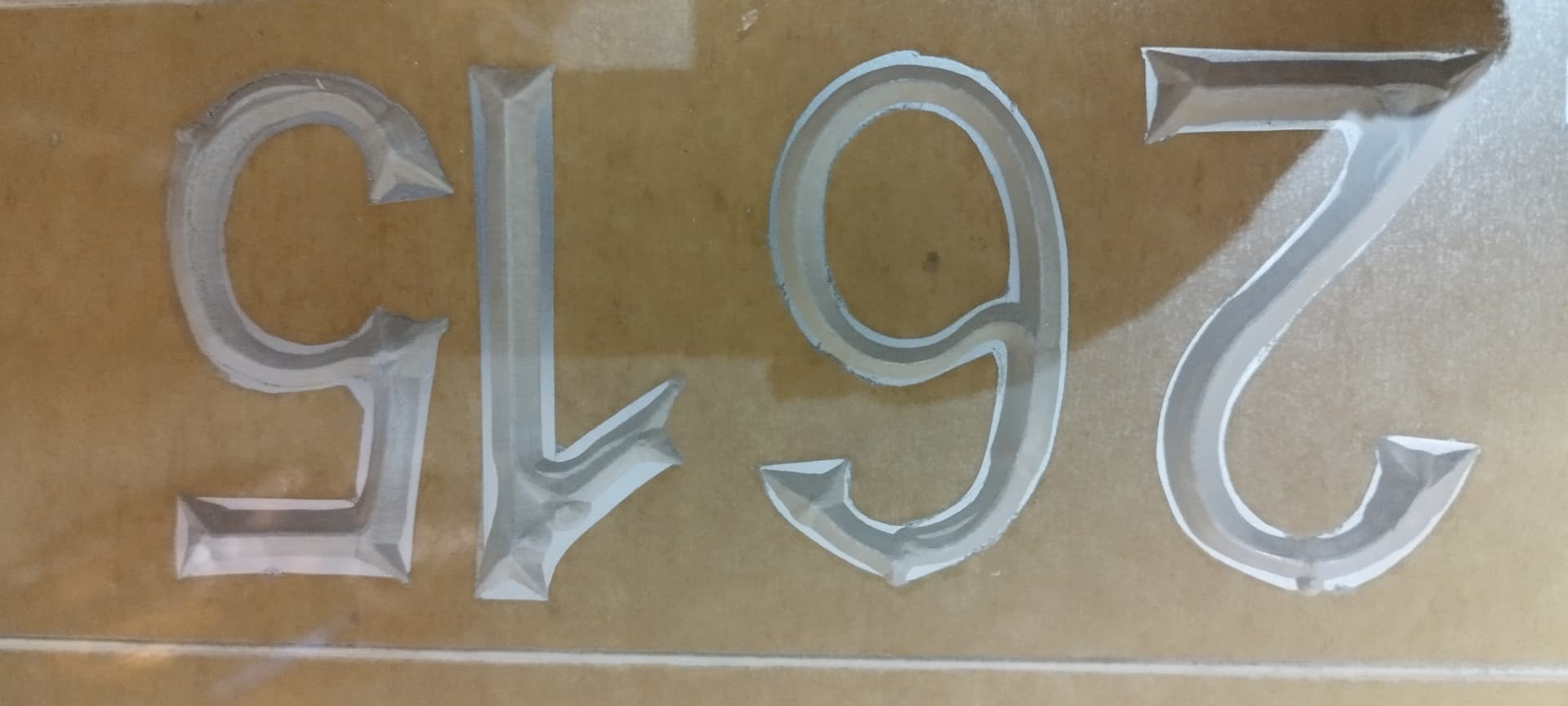
For acrylic, yesterday I was trying to v carve some numbers on the back (to get that the 3d effect) and I had to slow the machine all the way down. To try to get the “smooth” numbers (still with no luck).
I have all new bits… So I know they are not dull. The numbers (normal arial font) are not cut clean with the edges looking all wonky.
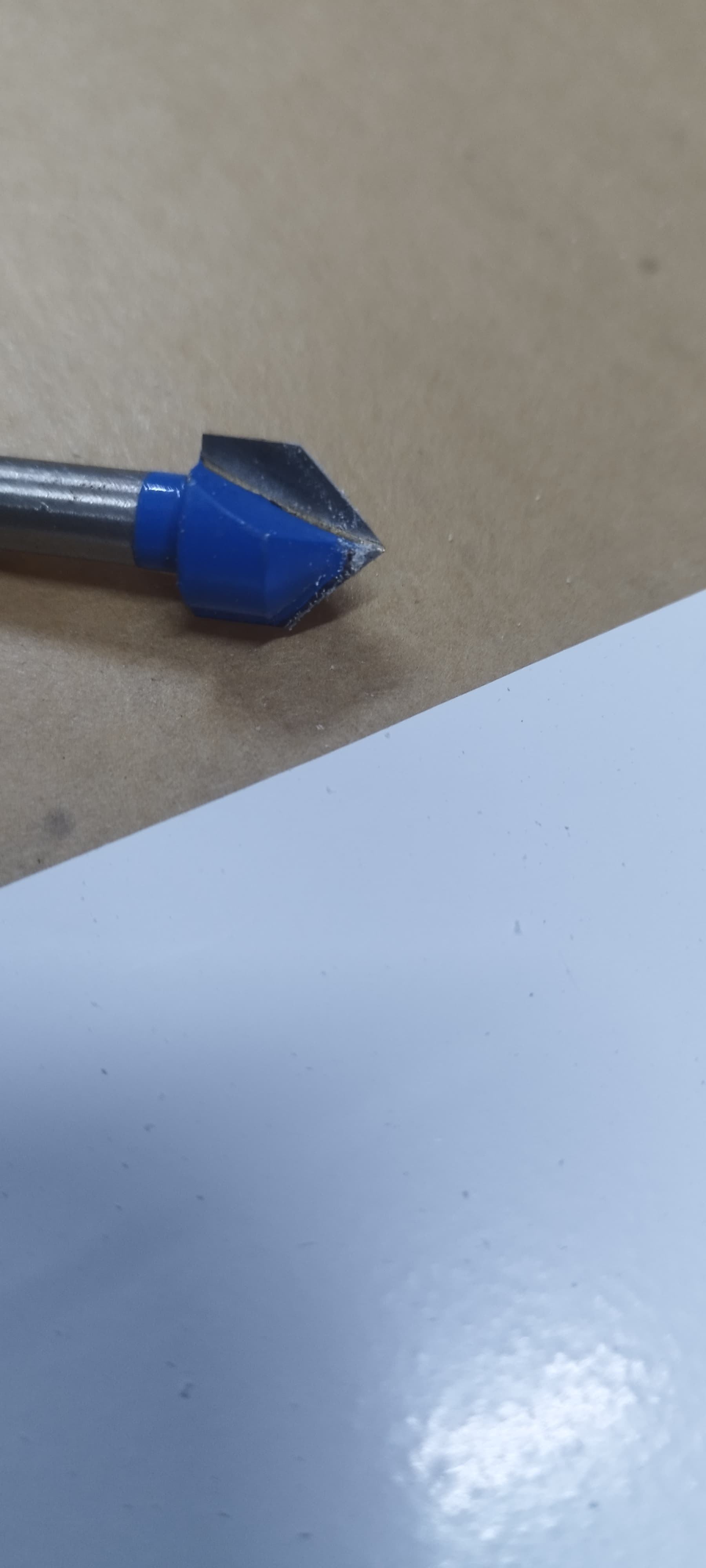
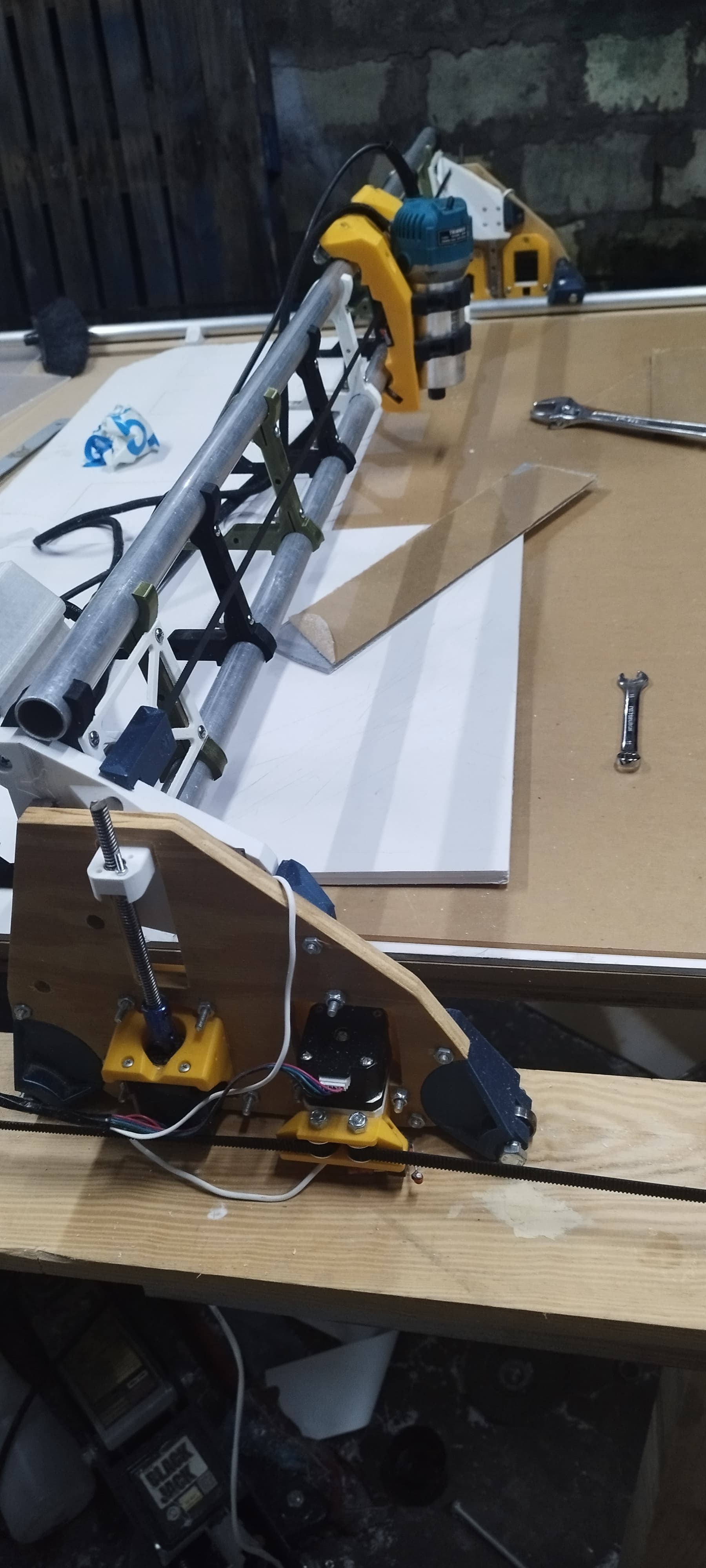
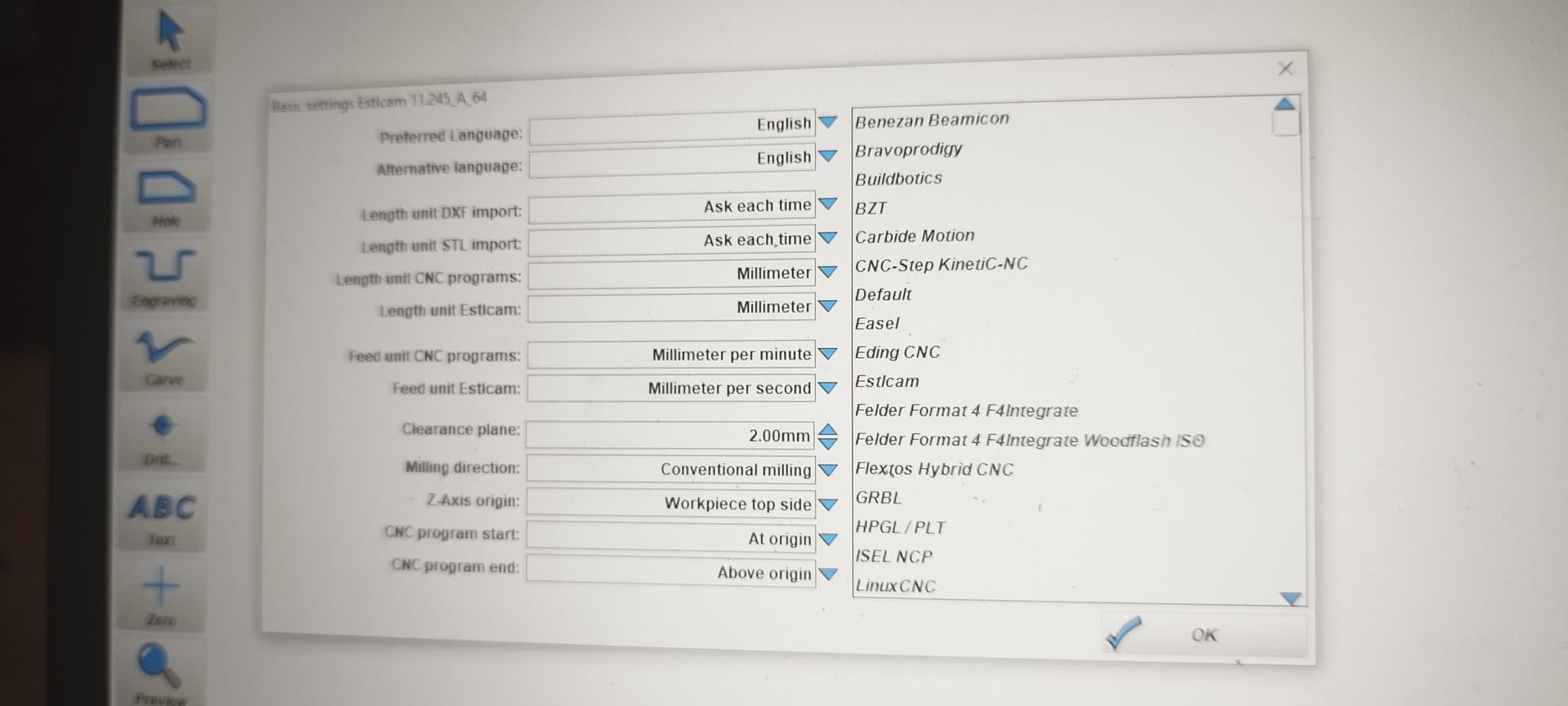
I’ll up load pics of the machine shortly, as well as my estlcam settings and the bits I have been using. Hopefully someone can assist with what can be going wrong. I don’t have any pics of when the machine wheelies or binds as I usually run to try stop it before it breaks.
Higher speed in acrylic will cause it to melt instead of cut. I always run as slow RPM as possible for acrylic and also run an air blast to help keep things cool
I have gained tremendous improvement in my whole experience with CNC work by paying a onetime fee for the GWizard calculator and using it to get a grip on the acceptable ranges for speeds and feeds for different types of bits at different RPMs in different materials. The calculator is based on an amazing database of cutting info.
That said, I have never cut PVC in a CNC. I have cut PVC by hand. I have cut some acrylic in my LowRider. PVC, it would seem to me, is a more dense, harder material, and therefore it’s not something that I would want to just take a guess at how to do the feeds and speeds correctly on it.
I can do this for you. When I get home, I will see if that is a material listed and the choices in the GWizard calculator. If so, I may be able to come back to you with some numbers. In order to get some numbers, I would need to know what type of bit you are using, as in diameter, how many flutes, length, etc. By length — I would need to know both the length of the bit overall, and the length of the bladed portion.
I’m curious to see the information available in the calculator.
Too many tools I use, advise against using their tool on PVC. The latest one to surprise me was the portable bandsaw. Although I’m not surprised that someone has a need or idea that needs PVC CNC’d, it’s not a material I thought of for projects.
With that said, I second JJ’s thoughts. My high speed saws, do not make as clean of a cut through thick wall SCH40 like my miter saw does. The miter saw is almost too fast for ABS sheets. So for a relatively fast bit, air cooling or an alcohol mist I would imagine would be required.
I do know the two people I listen to for Aluminum, Acrylic and Polycarbonate advice are already involved, so I can sink back into the shadows and take notes.
Can you double check the bit, core, and router\spindle are secure? It seems sporadic and makes me wonder is something has a slight wobble to it… I maybe wrong but wouldn’t hurt to check
I’d recommend going slower until your struts are cut and installed. It may seem very rigid now but there are micro movements without and is likely what you are seeing
Your gantry tubes (at least the top one) are sticking out way past the braces. They are supposed to be slightly inside the outer brace by a mm or so. This has been thought to introduce issues, including lifting of the front bearings (which you mentioned was a problem) during cutting, or so I have read in other threads.
Also you are using temporary struts, which only provide limited stability (enough to cut the permanent struts, but not for actual long term use).
I would start with permanent struts and shorter tubes (or wider build), and then try again to see if the issue is reduced.
Also I notice that your braces are printed in different colors. Are you sure that you have the 50% infill braces on the outsides, and not the 30% ones?
Also the outer braces (50% infill) are supposed to be printed with one mirrored/reversed so that the top layer is facing out. Did you assemble it so that was the case?
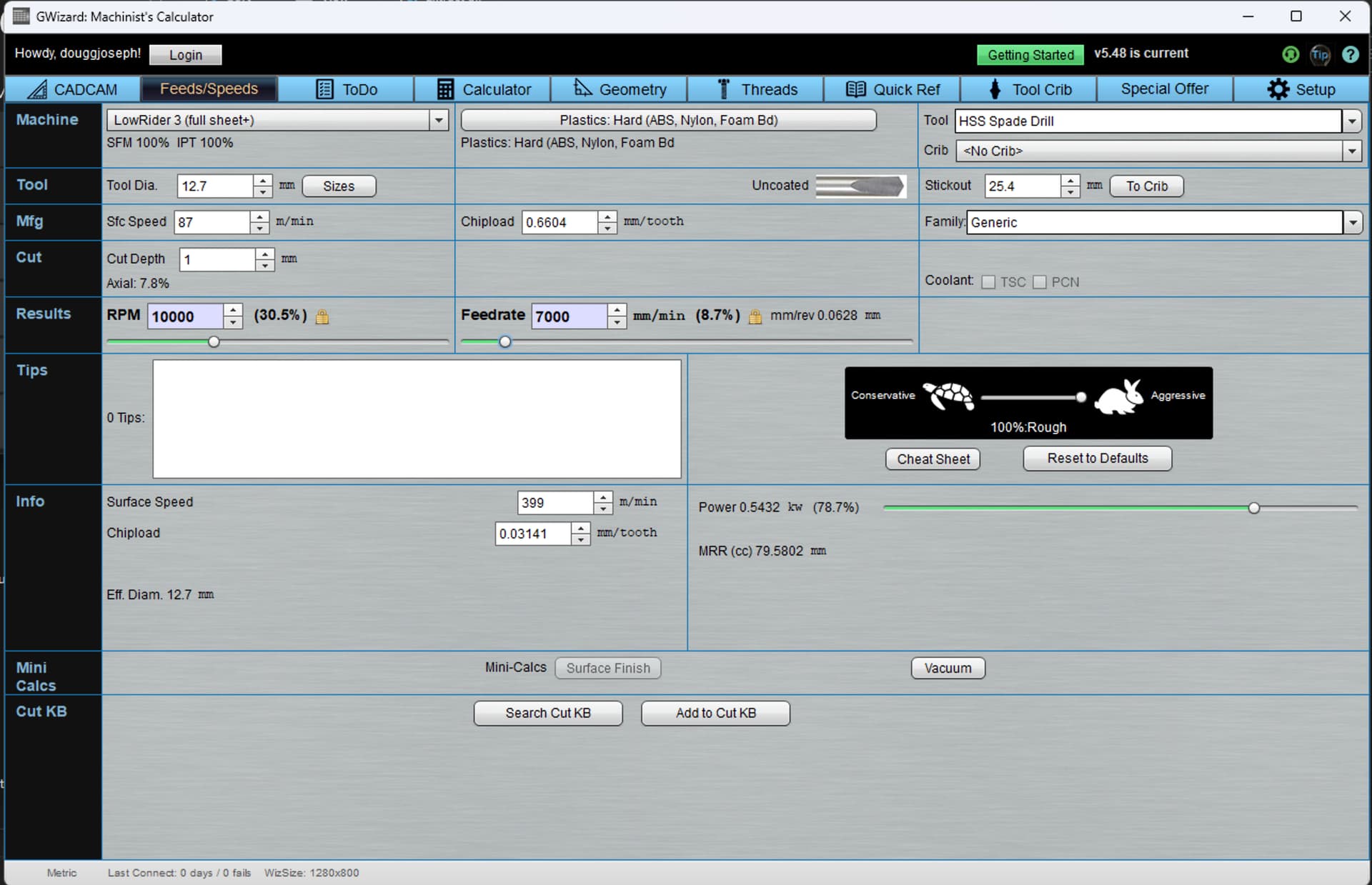
OK, so, first, the GWizard Calculator does have a material group called “Plastics, Hard” and it includes PVC in its covered listed materials. Second, I did not know a lot of specifics on your bit, so I entered generic specs for a 1/2" bit that may have attributes similar to yours, and I arrived at the following settings for feeds and speeds:
Depth of Cut: 1mm (based on your post)
RPM: 10,000 (set a router such as Kobalt or Makita to 1)
Feed rate for cutting 116.67 mm / sec (shown in their screen in mm / min, as 7,000.
If that feed rate surprises you, well, I have often been surprised, but the calculator has yet to ever steer me wrong.