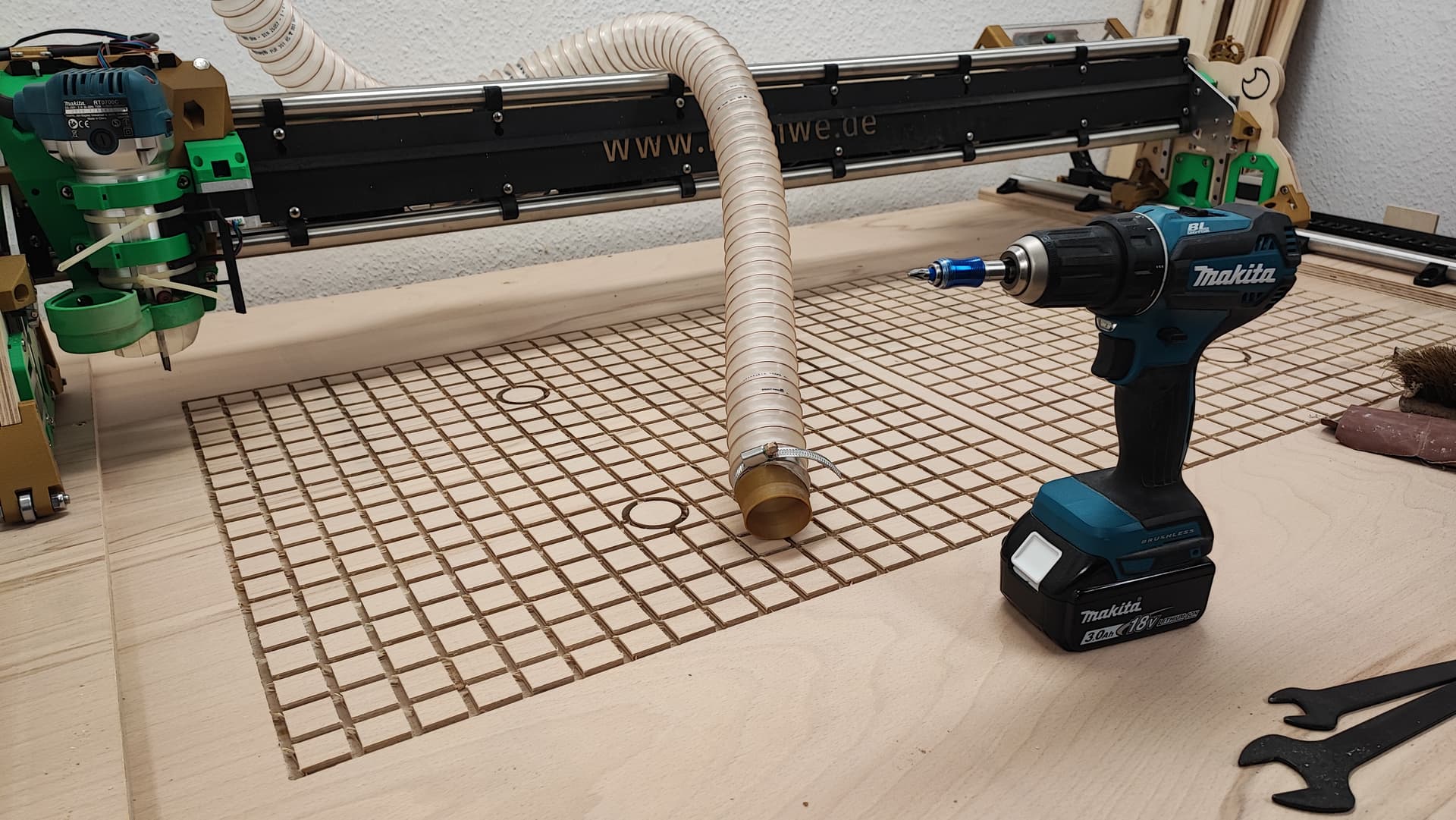
Also: vacuum table coming along nicely. Took 24 minutes with 3000mm/min and 6mm DOC (which made the side lift off the rail a bit. Whoops…).
Also: vacuum table coming along nicely. Took 24 minutes with 3000mm/min and 6mm DOC (which made the side lift off the rail a bit. Whoops…).