After a lot of procrastination (er, um…I mean research), I think I have sorted out the feeds and speeds for cutting my struts. I used G-Wizard (CNC Kitchen) to come up with the following suggested rates for 2.5mm DOC, Single Flute 1/8" mill, with 0.35mm finishing pass:
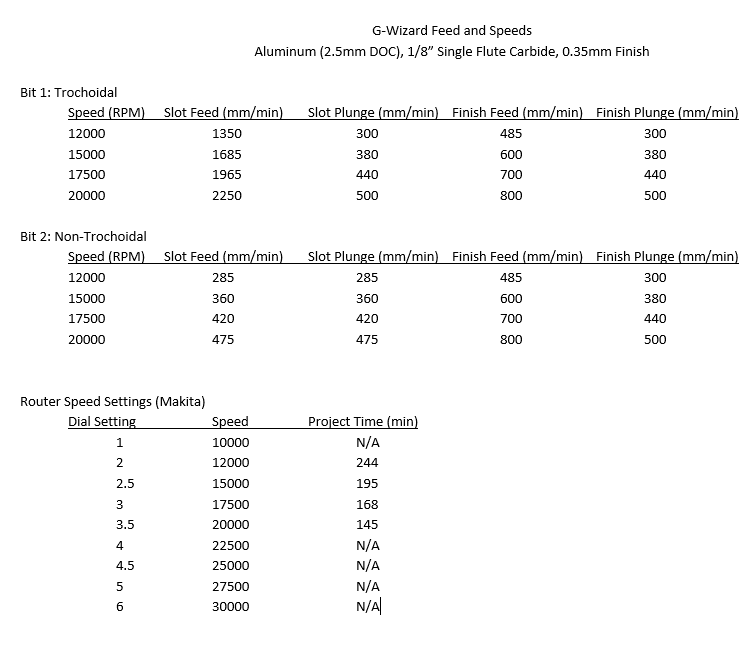
Any comments/sanity checks are more than welcome.
After a bit of a misadventure trying to figure out EstlCAM parameter sets, I managed to create and save the g-code for a variety of different speeds. Tomorrow (or at least this weekend) I hope to do some air-cuts to test for excessive vibration and shaking at different speeds, and then hopefully start making some aluminum chips!