I have a Primo with a DW660. All components were purchased from V1 and I am using stainless tube sections. My issue is that my z-axis drops further than it should right at the start of a cut and then holds that lower depth as it continues.
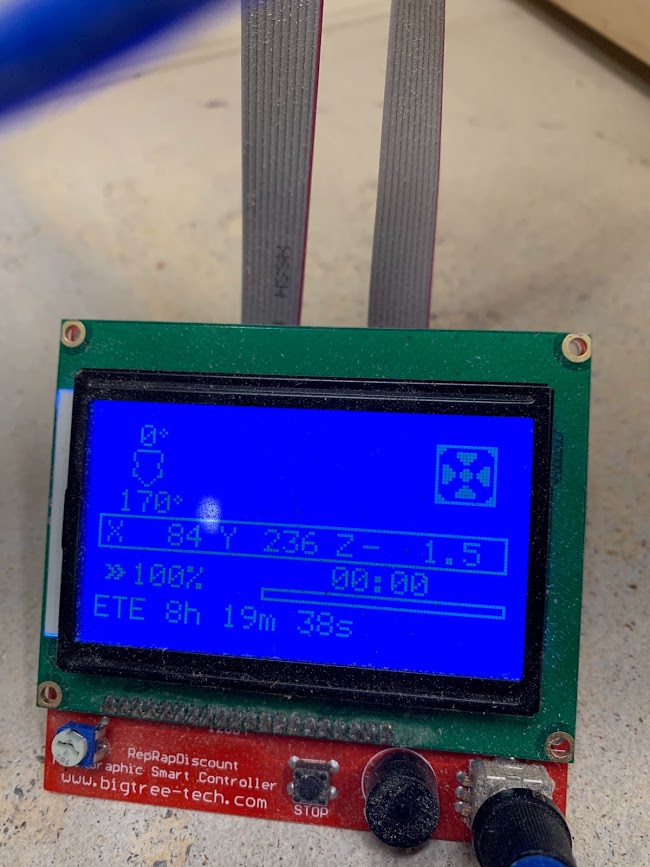
If you take a look at my photos you can see it starting an adaptive clearing process. I’ve told it to take 1.5mm passes (which it shows on the LCD as its current z coordinate) but in actuality it is cutting at 10mm deep.
I believe I zero’d it properly to the top of my workpiece. It’s a thicker workpiece but I’m able to lift the bit above the top of the workpiece by 5-10mm and still zero it with a touchplate. Is this workpiece too thick and the z-axis tubes are slipping down when I turn on the spindle because this job is too tall for my setup? This doesn’t make sense to me because I’m able to move it up and down fine and it is able to hold its height when its not in a cut but it does look like the bottom rollers are almost at the edge of the tubes.
Maybe something gets jarred when I startup? I’ve tightened everything up on the mount but I do feel like the startup motion of the spindle “shudders” the mount somewhat.
The same used to happen to me, the juddering is the tool being dragged down in to the part and over riding the stepper motor.
To check this look at your gcode to see if you really should be at 1.5mm or 10mm
The solution could be many things, smaller tool or trochoidal milling, feedrates even.
From reading the forum, lost Z steps are one of four things:
Mechanical issue
Feedrate too fast
Current setting to the drivers too low
Wiring issue
Mechanical issues are usually some sort of binding in the lead screw. Less common is some sort of obstruction like something rubbing against the router as it moves up and down.
X and Y axes use belts on the MPCNC, but the Z axis is a lead screw. Led screws cannot be driven as fast as the belts. The forum saw a number of issues with lost Z steps when Fusion 360 eliminated Rapids, Z movements ended up with too high a feedrate for Z in some situations. This can be mitigated by limiting the feedrate in the firmware (M203 g-code followed by a M500 to save the setting). Post the g-code for a project that is failing, and someone can examine it for feedrate issues.
Raising the current on the steppers have solved lost steps for some users. Since the same current settings work for other MPCNC machines, I suspect there is a minor mechanical issue that raising the current hides, but this is only a guess.
Note that for the first three issues, it is common for the lost steps to be in the up direction but not necessarily in the down direction.
The same used to happen to me, the juddering is the tool being dragged down in to the part and over riding the stepper motor.
To check this look at your gcode to see if you really should be at 1.5mm or 10mm
The solution could be many things, smaller tool or trochoidal milling, feedrates even.
Based on my display showing a z-coordinate of -1.5 I believe it should be at the 1.5mm?
From reading the forum, lost Z steps are one of four things:
Mechanical issue
Feedrate too fast
Current setting to the drivers too low
Wiring issue
Mechanical issues are usually some sort of binding in the lead screw. Less common is some sort of obstruction like something rubbing against the router as it moves up and down.
X and Y axes use belts on the MPCNC, but the Z axis is a lead screw. Led screws cannot be driven as fast as the belts. The forum saw a number of issues with lost Z steps when Fusion 360 eliminated Rapids, Z movements ended up with too high a feedrate for Z in some situations. This can be mitigated by limiting the feedrate in the firmware (M203 g-code followed by a M500 to save the setting). Post the g-code for a project that is failing, and someone can examine it for feedrate issues.
Raising the current on the steppers have solved lost steps for some users. Since the same current settings work for other MPCNC machines, I suspect there is a minor mechanical issue that raising the current hides, but this is only a guess.
Note that for the first three issues, it is common for the lost steps to be in the up direction but not necessarily in the down direction.
See link below for the gcode I am using:
[LINK REMOVED]
In fusion my plunge feedrate appears to be 1355mm/min which is way more than my cutting feedrate of 500mm/min. I know feedrates are a very fluid item for discussion but I’m assuming that’s too high - should I match it to my cutting feedrate? I’m using a 1/4" upcut - Whiteside RU2100 into a piece of walnut.
How do I raise the current on my z-motor if I want to go down that path?
I could not use your link. G-code can directly attached to a post using the upload icon. As for feedrate, the limit for Z movement is slower than the X and Y movements. The first change to make is to execute the following g-code once:
M203 Z8 ; Limit feedrate to 8mm/s (480mm/min)
M500 ; Save the changes to EEPROM
Next, if you are using the guffy post processor, you may want to update to Don Gable’s version. He has done substantial work including some settings that deal with feedrate. See this topic.
How do I raise the current on my z-motor if I want to go down that path?
This will depend on your stepper driver. For many boards you can make the change either directly in the firmware or by using g-codes. See the g-codes M906 for TMC drivers and M907 for other drivers. You likely have to send an M500 to save the new setting. Some drivers like the DRV8825 and the A4988 require you to physically adjust the current using a voltmeter and turning a potentiometer on the board.
My gcode file was too big to upload before. I have deleted the bottom chunk of it and uploaded it below.
I have switched to Don Gable’s version and I believe I’ve reduced the feedrate in the adaptive clearing settings and via the post processing parameters but I’m still encountering the same issue.
I don’t have a solution for you other than, based on the g-code, your dropping is not a feedrate issue. The g-code file is strange. I’ve not looked at the g-code coming out of Don’s mods, but it appears that your XY feedrate is being limited by the Z feedrate even when Z is not changing. I’m away from my main computer and my MPCNC, but I’ll take a closer look at the Fusion 360 post processor when I return home in a couple of days.
At this point, I’d be looking for some mechanical issue…the Z lead screw binding for example. You can run it up and down by hand to get an idea of any restriction. Also look for any parts of the router that come close to hitting parts of the core. If if they miss when the router is off, the vibration of the router or the deflection of the router during cutting can turn that miss into a hit. This happened to me.
If you want to try upping the current on the Z stepper, then please provide us your board and your stepper driver type, and I or someone on the forum can provide you with feedback on how and how much to adjust the stepper driver.
So based on this default, there is a substantial headroom between V1 defaults values, and the default values for a stock Mini Rambo. I would increase this value slowly…say 50 at a time…and I would check how hot the drivers are running. It would be a shame to solve your lost steps problem only to have your drivers shut down in the middle of the job due to too much heat.
If you don’t want to recompile and reflash, you should be able to use the M907 g-code to change the value. I’ve never used this g-code, but based on the reading, you would want to use [Z<current>] to set the value, and according the Mini Rambo RepRap page, the value accepted is from 0 to 255. The Mini Rambo uses A4982 drivers with a max current of 2A, so I’m assuming the values 0 to 255 would map into 0 to 2A, so a value of 100 would be 0.785A. After you execute an M907, it is likely you will need to execute an M500 to save the setting.
Note that once you’ve executed an M907 and saved it with an M500, direct changes in the firmware like I outlined at the top of this post will not work until you execute a factory reset (M502).
You are using a touch plate, is the touch plate thickness set right in the post processor/gcode?
; COMMAND_TOOL_MEASURE
M0 Attach ZProbe
G38.2 Z-120
G92 Z0.5
G0 Z25 F360
Look at the G92 Z0.5 (Guffy Post processor in my case…)0.5 is the V1 touch plate.
Also have you check if when you jog the axis you are getting the right distance?
So it should be at -1.5mm but is going way deeper than that, the the tool is dragging the Z down and overriding the stepper as I said before.
From reading the rest of the thread I’d slow the feed rates down to 20% say of what you are using and see if its still doing it or take much shallower cuts or both.
In the end what fixed it for me was Estlcam trochoidal milling.
I have a very similar problem. Did you find a solution?
I want to mill off my spoiler board by 0.2mm over the entire surface.
I use estclam to engrave and have created a dxf that specifies the path in such a way that the cutter is no longer raised after the start.
The milling machine starts at the set height and then slowly drives deeper and deeper into the material after a while. I use a mafell 1000 spindle and a 32mm face mill. Is it too heavy?
The revolutions are 25000 and the feed is 2000 for x+y, z is 1000. But as i said, in my program the cutter will not move after the first drop (which it does right).
I have an arduine with an CNC Shield and 8825 driver in combination with nema17 steppers. I think about changing to a closed loop stepper for z.
The most likely culprit is loose grub screws on the connector between the stepper and the lead screw. If you find one or more of them are loose, consider Loctite. Check the vref voltage for the DRV8825 stepper driver to make sure the current is set correctly. Note the 1000mm/min is twice the recommended max feedrate of 480mm/min for the Z axis, though it likely doesn’t play a role in your problem.
As for closed loop steppers, consider reading some topics on them on the forum. I don’t remember all the particulars, but they were not without their problems. And, when I shopped around for pre-made ones (as opposed to add-on electronics), they were both expensive and had significantly lower torque than the typical steppers used for an MPCNC. Typically, lost Z steps is not an issue beyond the three things I mentioned (grub screws, vref current, and feedrate).