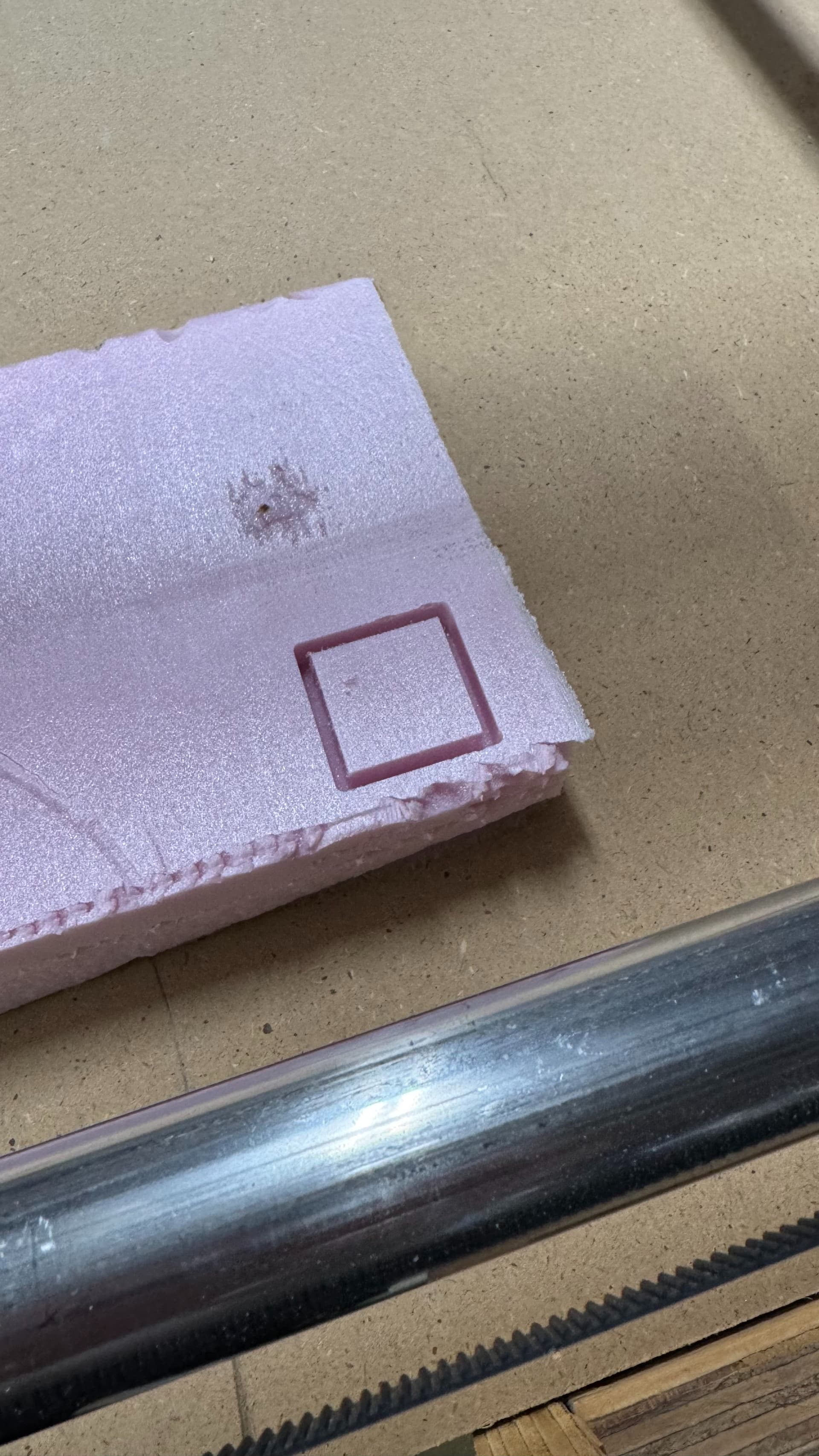
Started my Primo build over 2 years ago. Got it to the point of drawing the crown in December of 2022, and shared my progress here:

Since then I stalled hard on the cable management and enclosure stuff, and it gathered dust behind my table saw sitting on a couple sawhorses, and made me sad every time I walked past it.
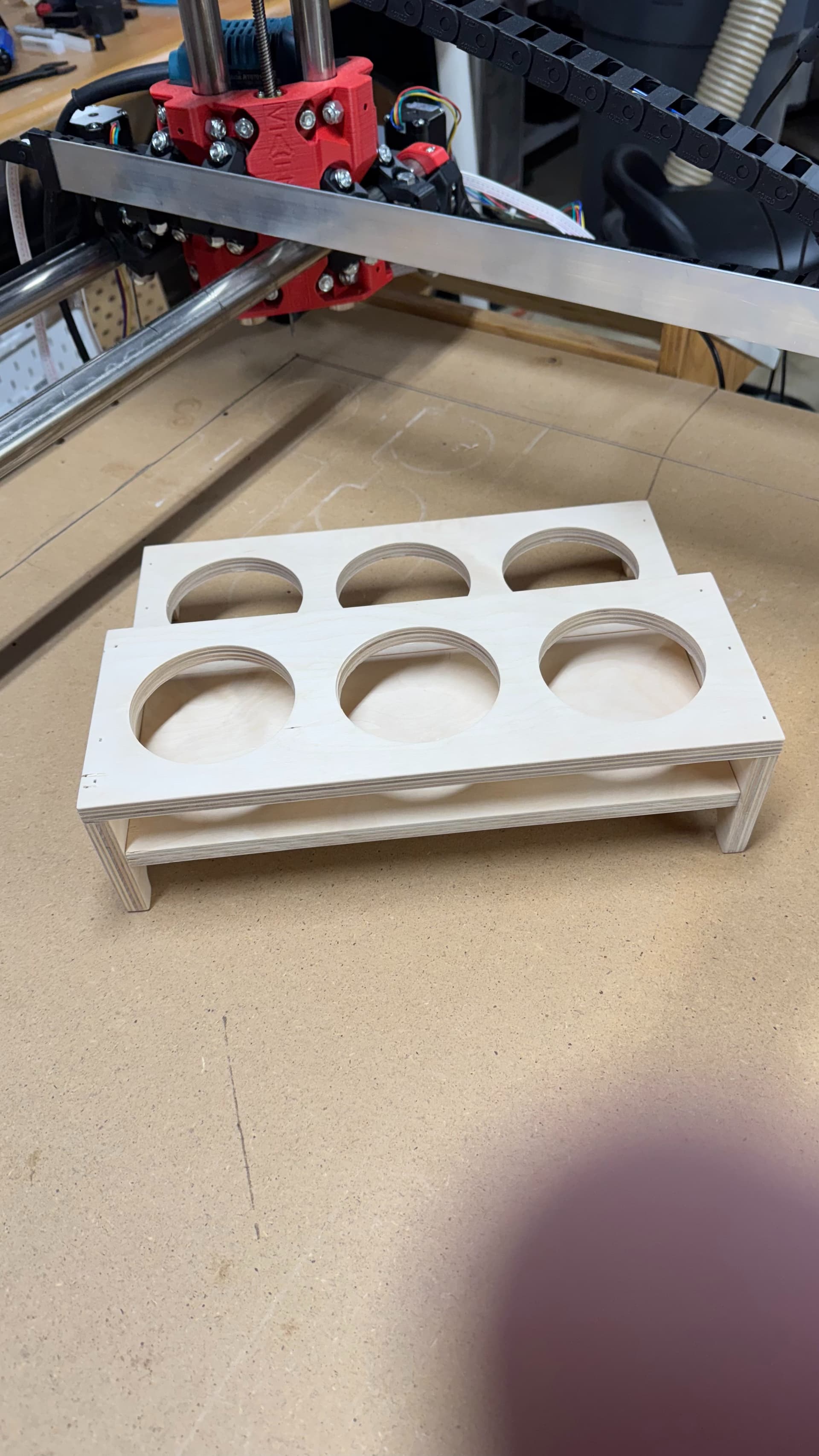
Much like 2 years ago, with some time off for the holidays, I decided to tackle making some basic legs for the table, so I could get my sawhorses back, and move it around to get it out of the way when needed.
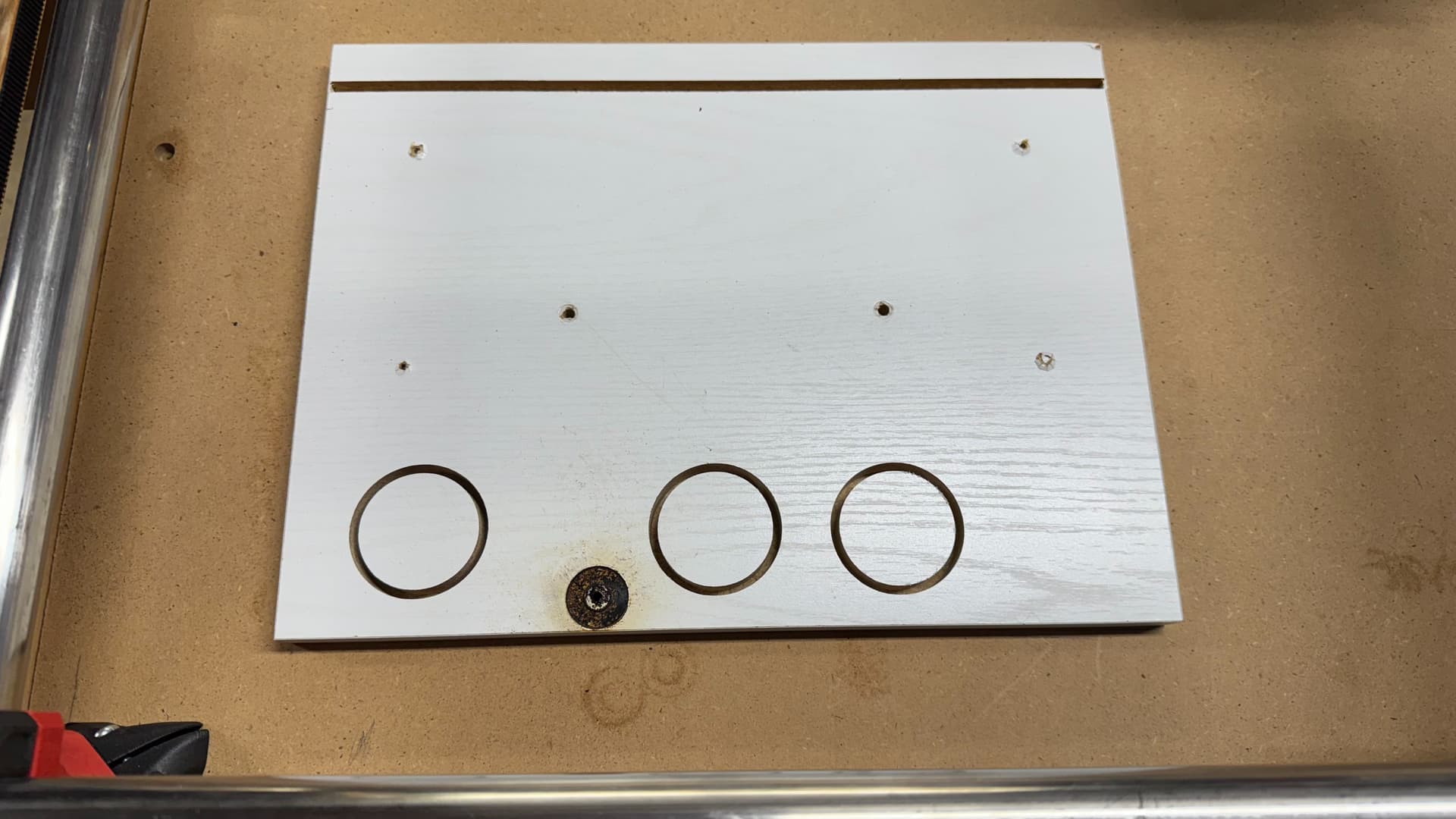
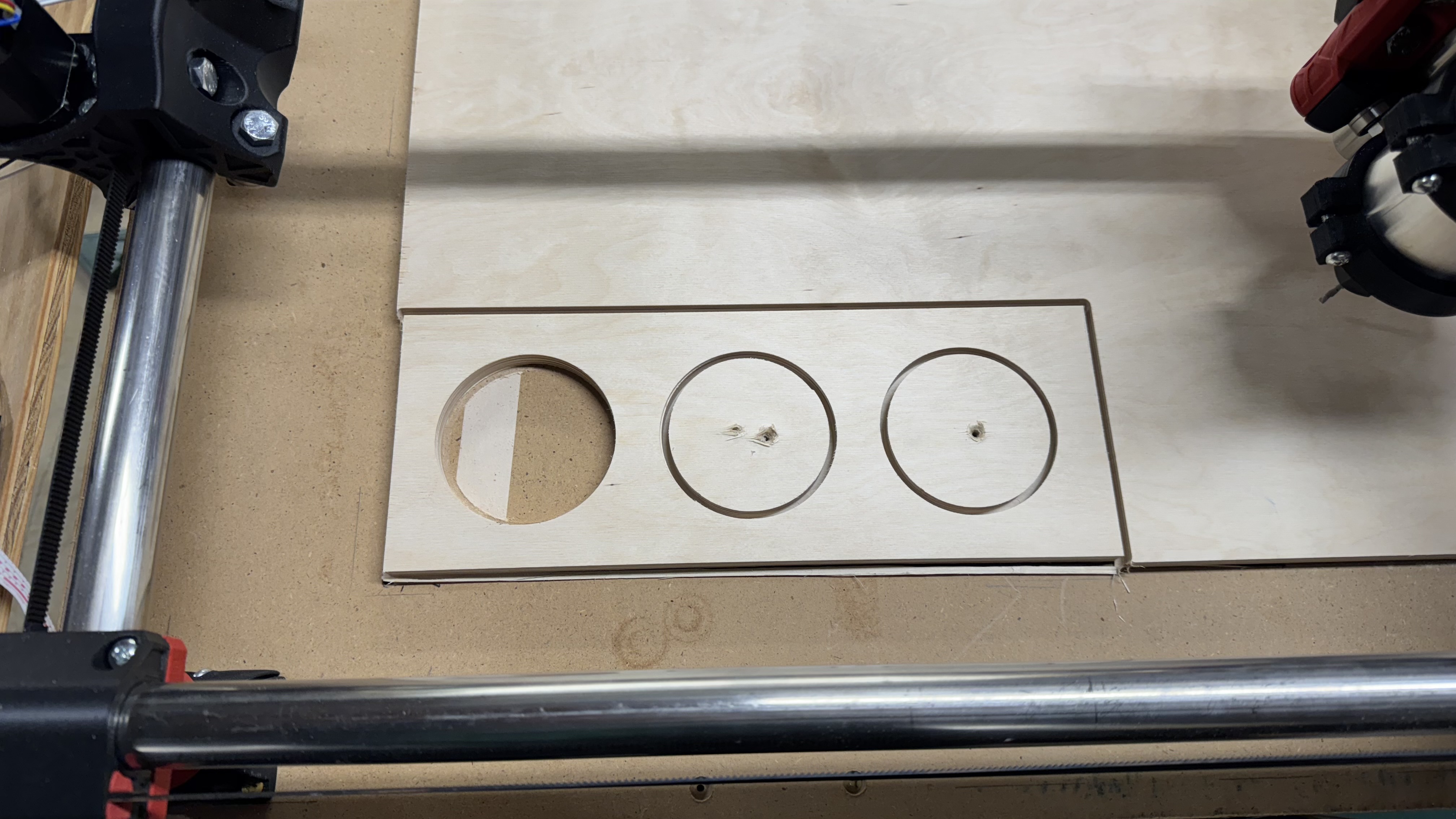
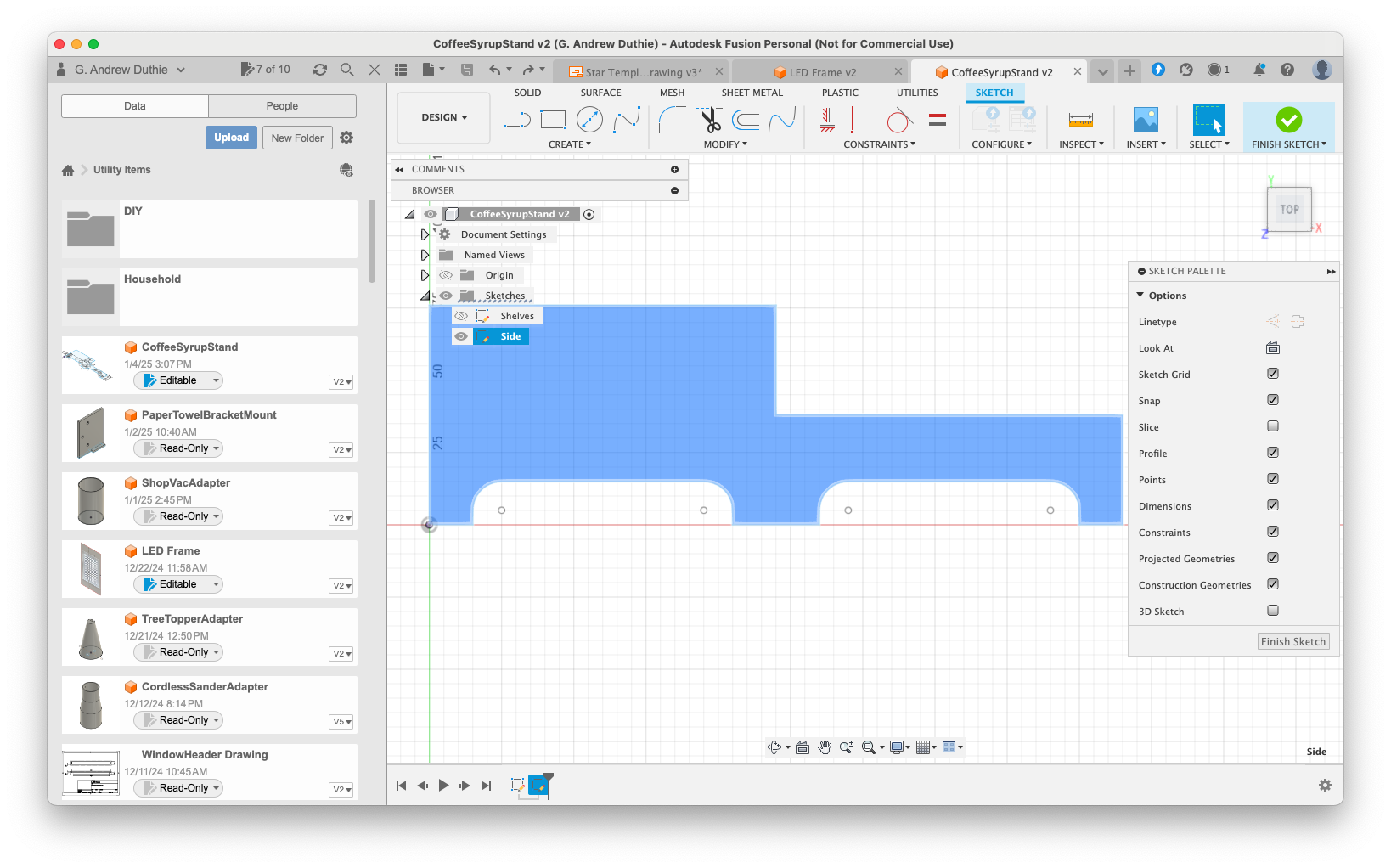
Having finished that task, I was motivated to get it re-wired, get the board and screen in the initial enclosure, and running again. I was able to finally get to the point of cutting, first with some extruded pink foam, and then my last test of the day was cutting a circle in melamine coated particle board (leftover shelf parts).

It’s really exciting to finally be making chips with this!
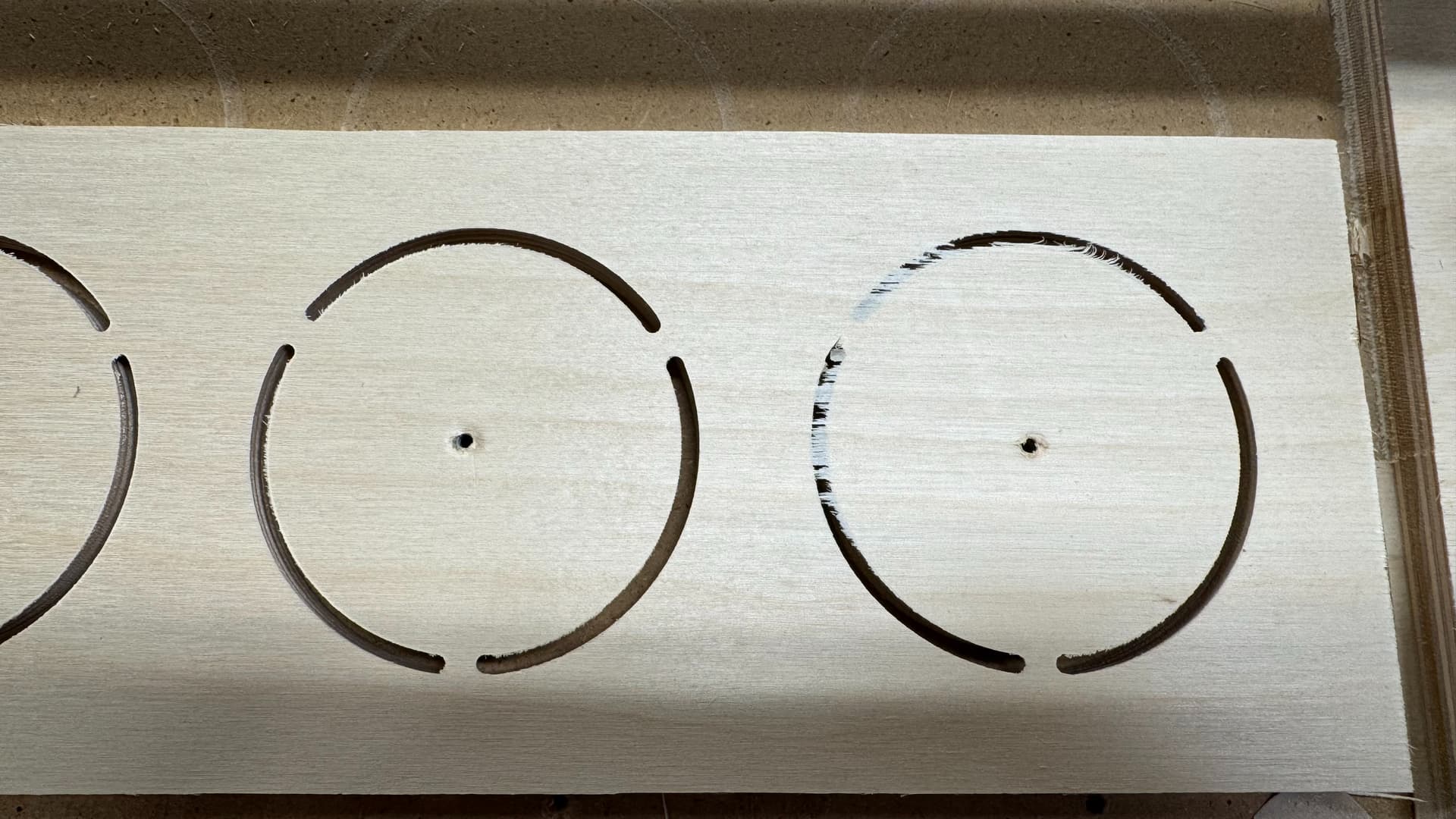
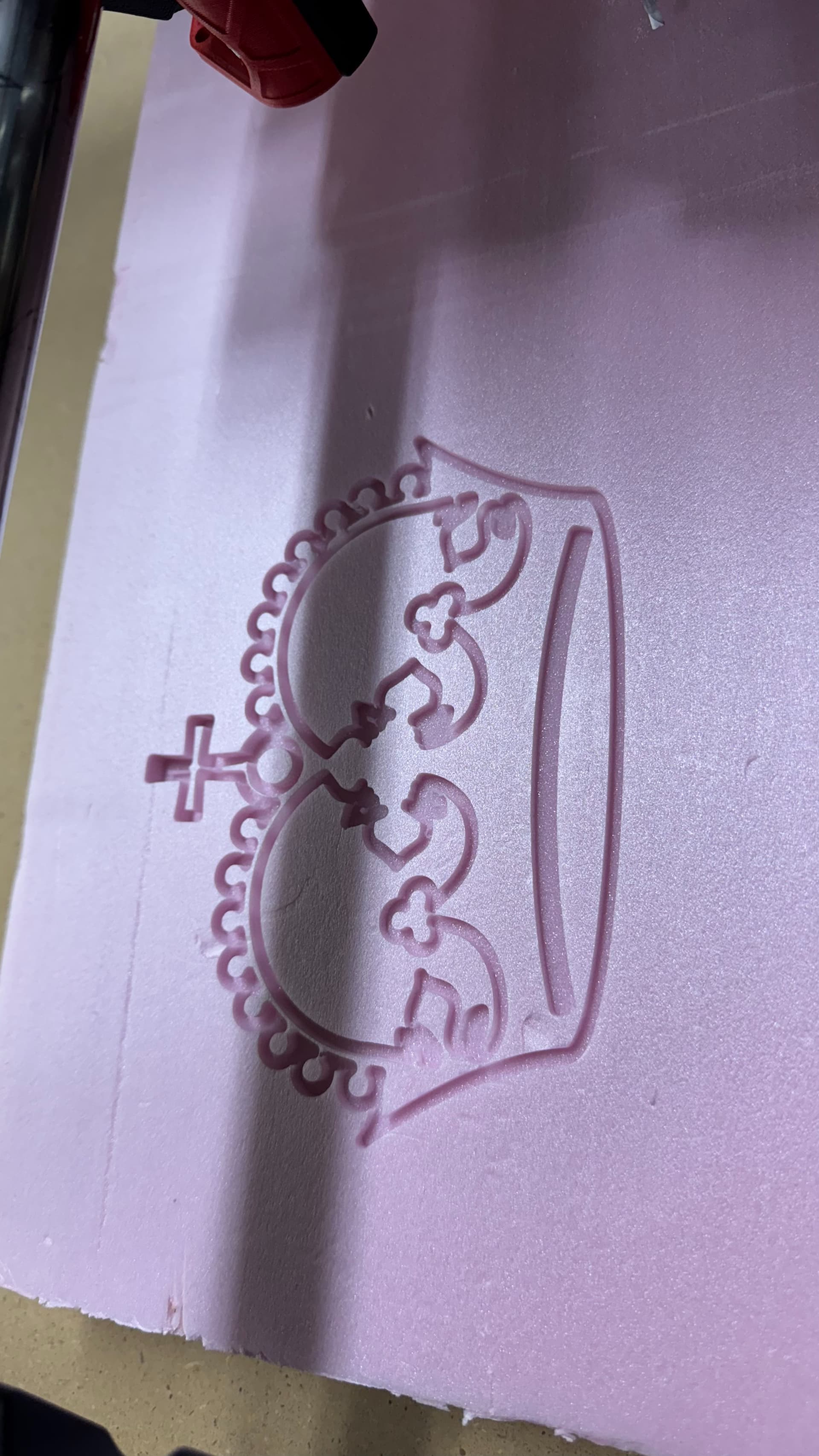
The last image shows a 50mm circle that I created in Inkscape, and used EstlCAM to create gcode for, to cut as a hole, so the outer diameter of the cut should be 50mm (I used 3mm as the width of the endmill, which I verified with digital calipers). The circle is just slightly off, slightly over 51mm in the Y direction, and just under 51mm in the X.
Where should I start in trying to dial this in more accurately? Should I try cutting a specific length in both X and Y and adjusting e-steps like I would with an extruder on a printer? Or is something else a better starting point?
For my first projects, this is already plenty accurate, and the cuts came out very clean, though the crown had some messy parts simply because it was scaled too small for the detailed parts to work with a 3mm end mill.
But for future projects, I may want better than 1mm accuracy at a 50mm scale.
Thanks in advance for any tips.