I’m trying to decide on size based on needs and available resources including space.
so I’m going to back WAY up to before I got trapped in this giant rabbit hole.
I am an EE by schooling, a mechanic by trade, and a guy who buys more tools just so he can learn how to use them by birth. I have a 24x24 garage shop that would be good size for anyone doing any one of the things I do. BUT I do lots of things that all need that sort of space.
That is the most recent iteration of my mechanic tool section. Its about to get reworked so my air compressor is outside giving me more room on that end of my tool box for my welder, creepers, jack stands etc.
on the opposite wall is my Miter saw station which is more of a “woodworking” station. The yellow thing hanging in the top right of the picture is the control for my electric hoist/gantry crane seen bellow
and the back wall is my hot work type stuff. Metal fabrication tools, knife making tools, welder stuff… things that get hot.
not bad yet because the most I give up from any one wall is about 32" BUTTTTTTTT
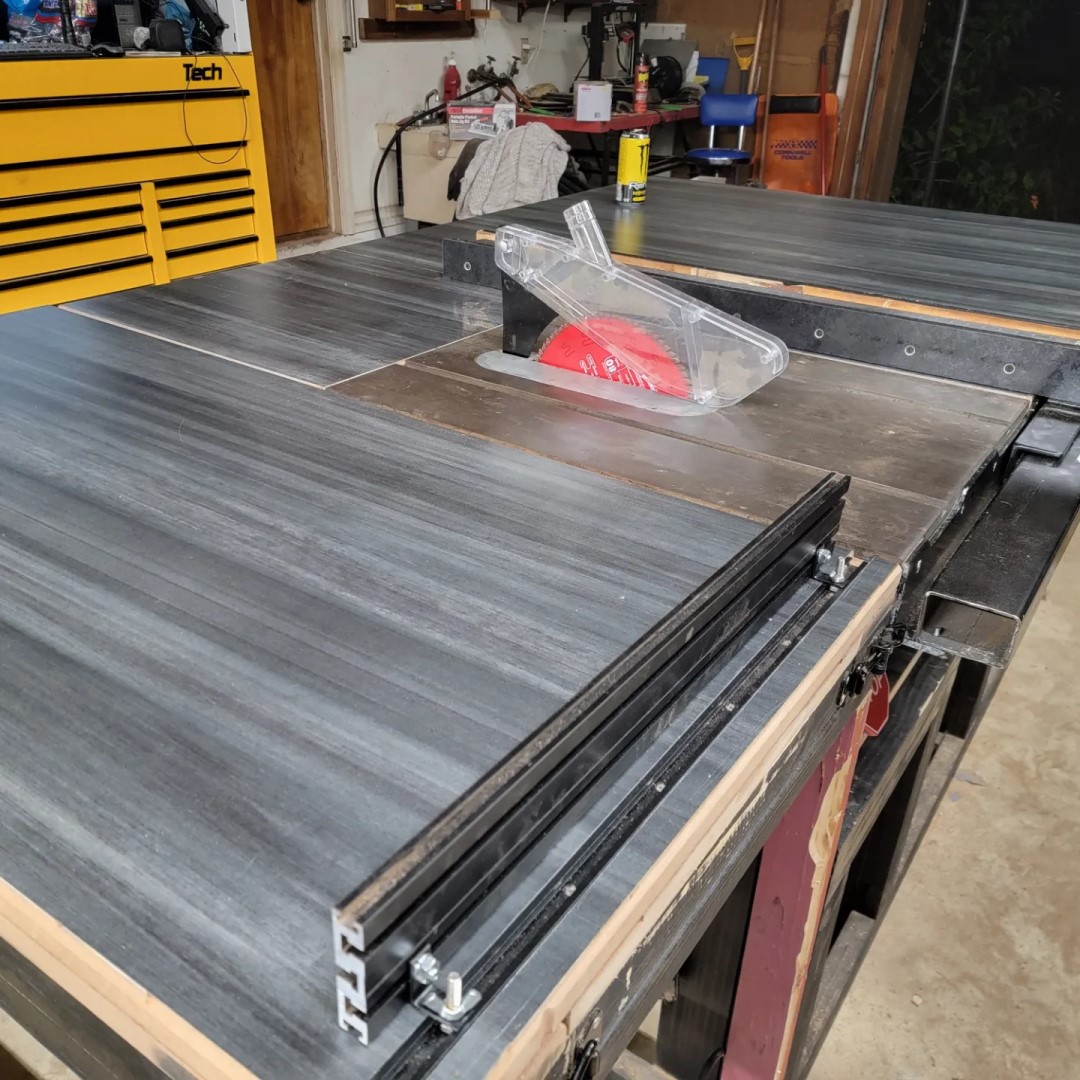
this is my 4’x8" assembly table. It also holds my table saw and has a sliding cross cut cled. She is BIG. She is also on wheels so I can move her around for differnet shop configurations.
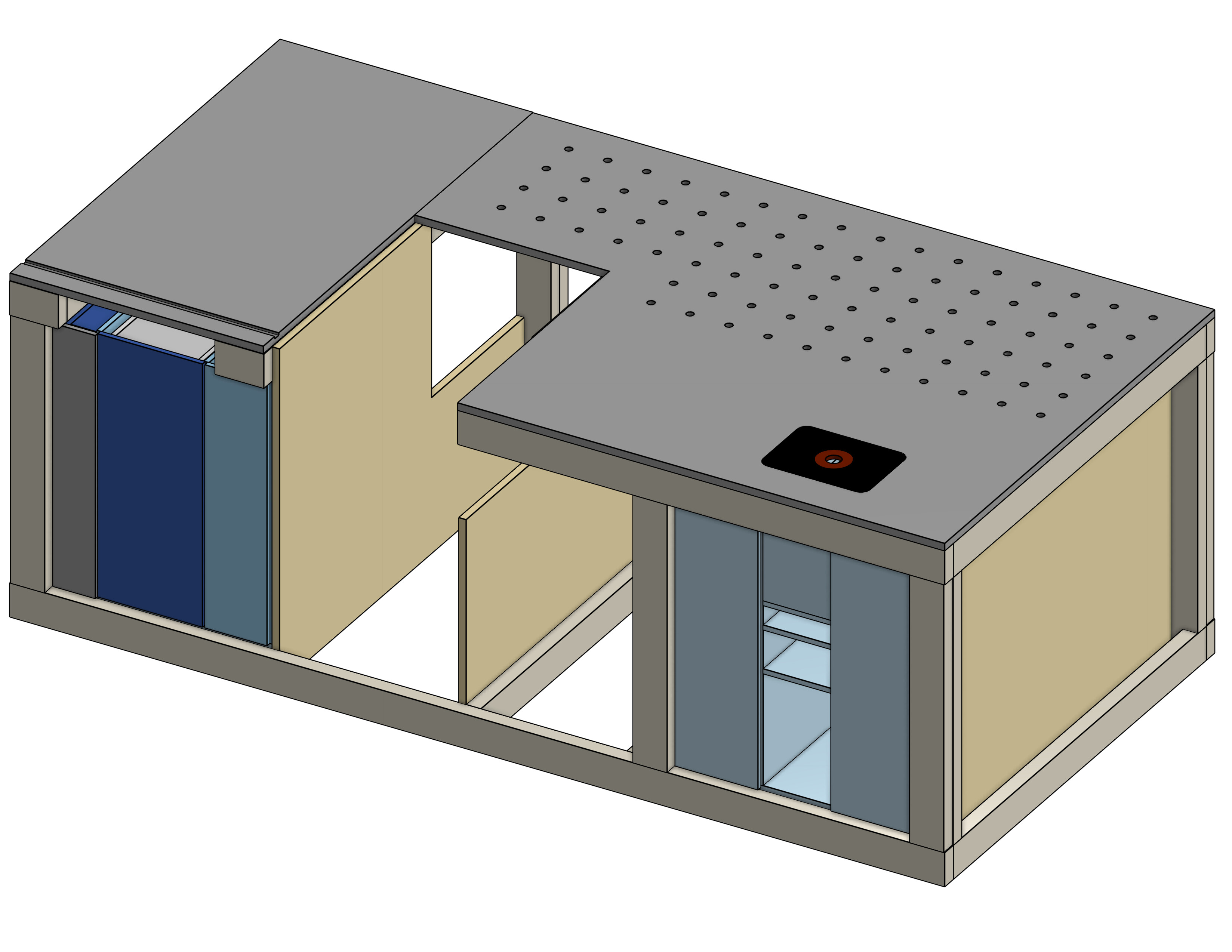
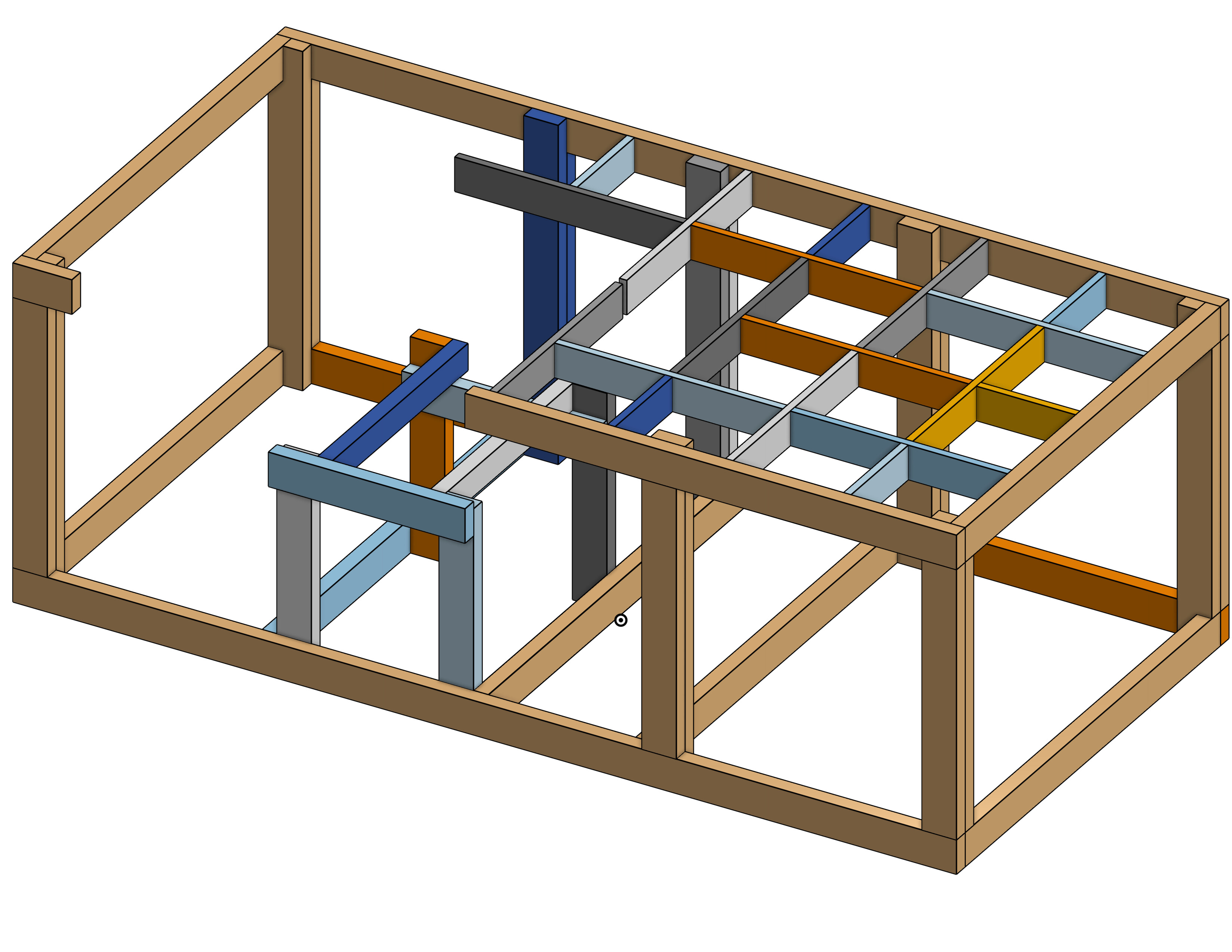
Now here is my working thought process. Hidden belt mod like Doug has done. But make it “floating” around my assembly table to allow for cutting a full sheet of MDF. But also make it removable so that I can still use my crosscut slide.
Once I have the LR3 opperational I can get a better feel for work flow. But I almost never have one project on the go at one time. I dont know even know what that is like. I always have very many multiple at various points waiting for different things. So being able to quickly take the LR off the bench and have the full bench is important. It also has to be easy to go right back on and still be one homing opperation from being back in calibration.
One thought I had was to take advantage of my table saw fence guide. If you look at the last picture of my bench/saw that is roughly 6feet of 2"x3" steel box tube. I could put a second one the opposite side and have dead flat rails for the LR to reference. I wouldnt get a full 8’ of Y but I could always just move the piece after the first 4-6 feet and cut the rest.
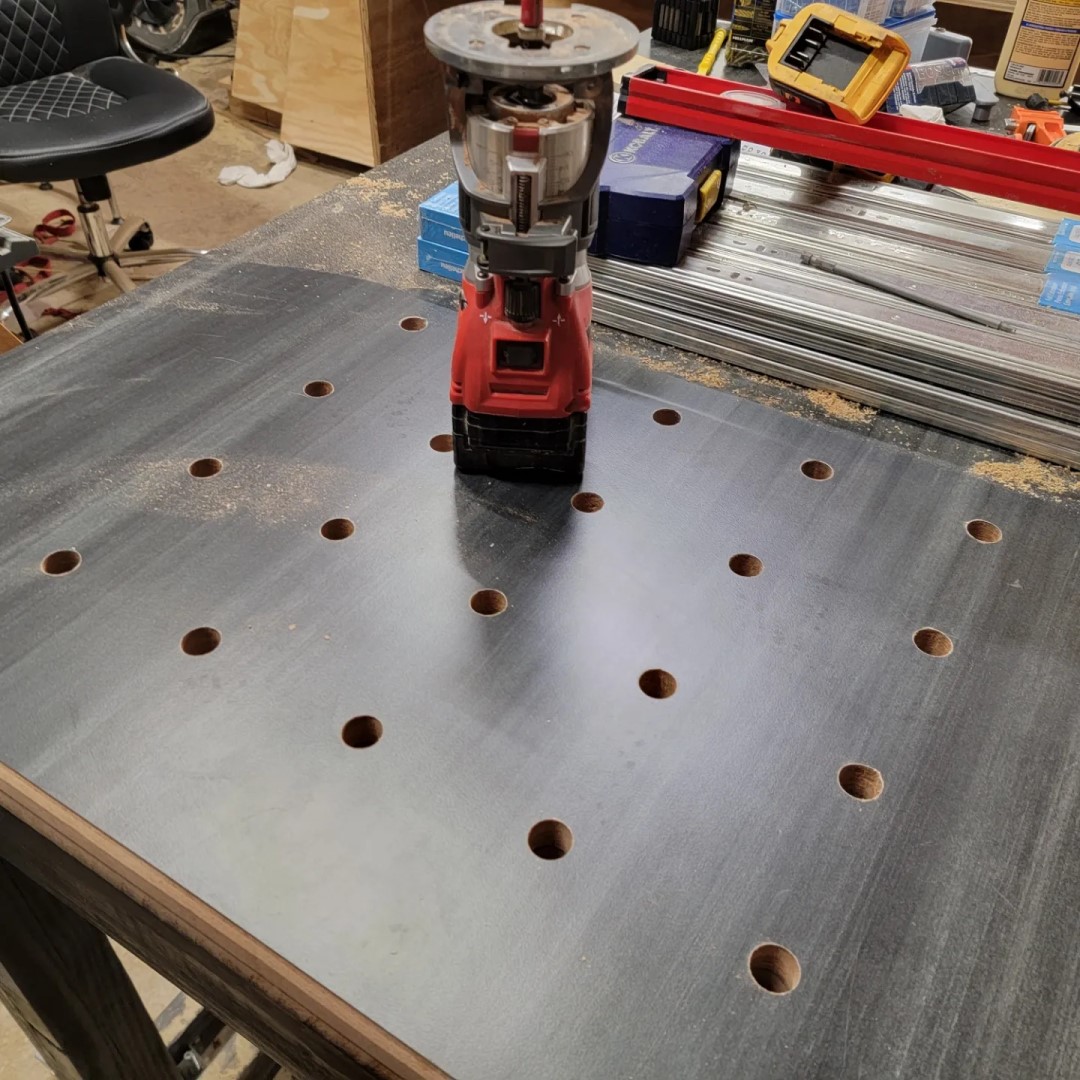
Lots of things to consider moving forward. But I know I need these printed parts, and since the mailman didnt bring PLA today, I will keep working on the Rapido Hot end swap for now.