I’m planning to make some custom bedroom nameplates for my nieces and nephews. I’ve put the first one together and gone about planning the cuts in Estlcam. Still being quite new to this, I’m not sure the best way to go about it. Given the level of detail in some areas I’ve opted for a 1mm plunge bit. However, given that bit Estlcam is estimating nearly 20 hours for the cut.
My questions are.
Do people do tool swaps on the LowRider to speed things up? If so, how do you ensure that the toolhead stays in the correct position?
What are good tool settings for a bit like the above (1mm plunge) in soft to medium (possibly hard) wood? This is what I’ve currently setup:
So here’s my first question. Have you started testing your feeds and speeds? You may want to before starting this. The other option is to use a large bit that can remove more material then come back with a finishing pass. My understanding is there’s two ways to do this.
A) with the predefined finishing tool and pass parameters that estl gives you
B) creating a second set of tool paths with a different starting depth (something small)
Bigger bits can usually cut bigger material and go at a faster speed, they may also (rare but possible) need to have the RPMs increased.
20 hours seems like a long time, if you are okay with posting a photo of the file we maybe able to help more.
I have it doing pocket and island cuts for most of it, the padre himself is an engraving cut.
I’m down for swapping bits, but I’m concerned with how to keep things properly aligned. My experience thus far is that swapping the bit takes some effort and usually winds up moving the head.
20 hours seems like a long time
I agree, and I don’t have an enclosed space to run the machine. So, it is a fair bit longer than I want to have it run.
I personally haven’t experienced this. If you have experienced a move before it maybe a troubleshooting thing you need to go through. Splitting a job can cause alignment issues if you aren’t careful (different codes for different bits) but all is usually minimal problems.
The pockets will definitely benefit from a larger bit and bigger DOC
Whenever I home my machine, and then move from the machine’s 0,0 to the job’s working 0,0, I make note of the offset between the two. Then, if I need to do a job cancel and restart, or a rescue because of a problematic issue, or even a rocky bit change, I can just home and go back to the same offset to get to the job’s working 0,0 again.
So most of those buts are what I like to call fine detail bits. They are great for cutting really fine details and cleaning up edges but don’t remove a lot of material.
Large Flat endmils are great for hogging, like 1/4” or 1/8” (6/3mm) end mills are great for parting and removing bulk material. Also please take note that Ryan’s starting speed and DOC are very very limited as so many build vary in quality. Some of the other members like Doug can give you some better recommendations, I have only just started testing my machine but for example I made This the other day and I know I could have cut faster but I was cutting cleanly at 25mm/sec (1,500 mm/min). That is also without having my drivers tuned as I sourced my own parts.
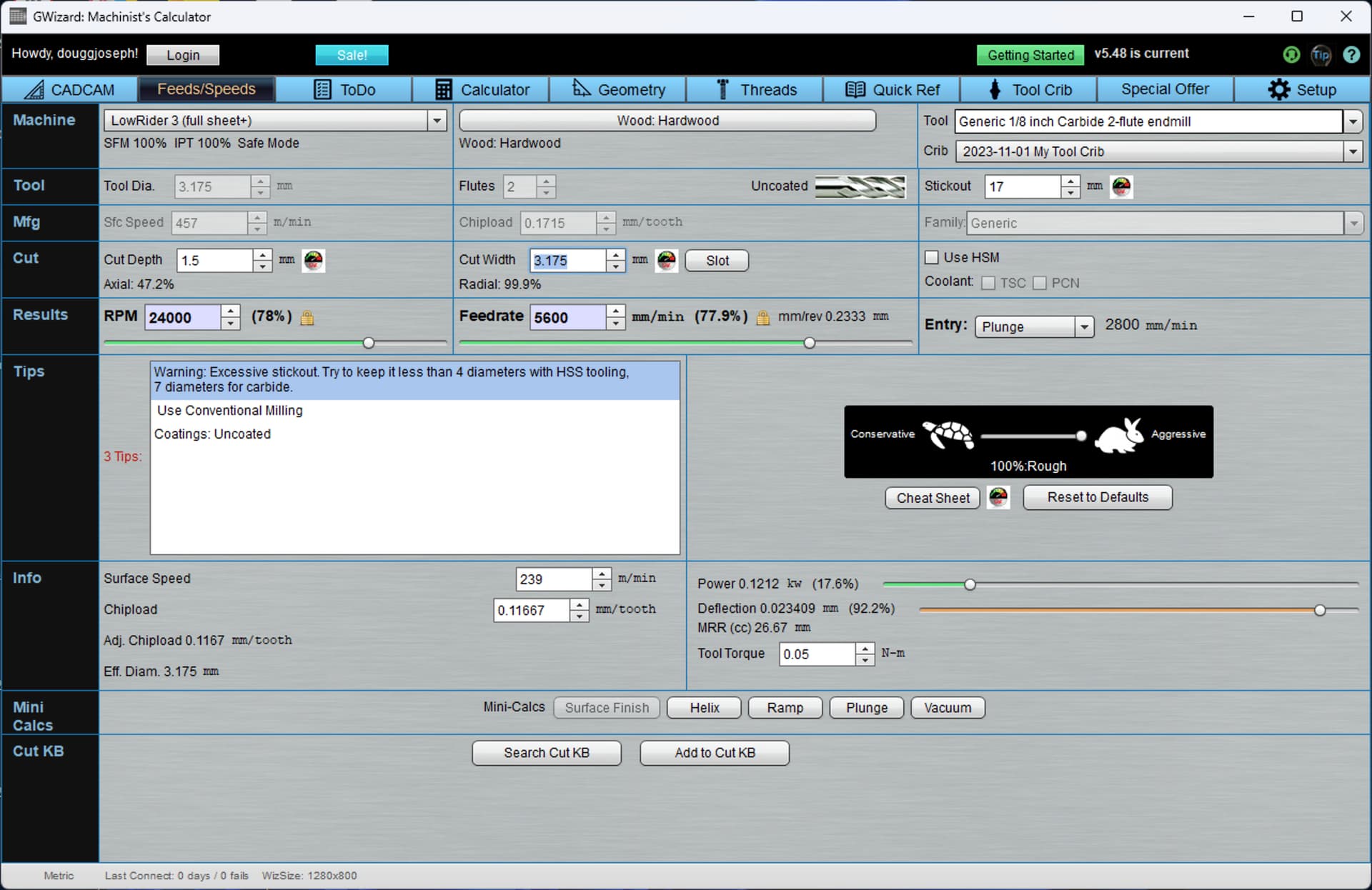
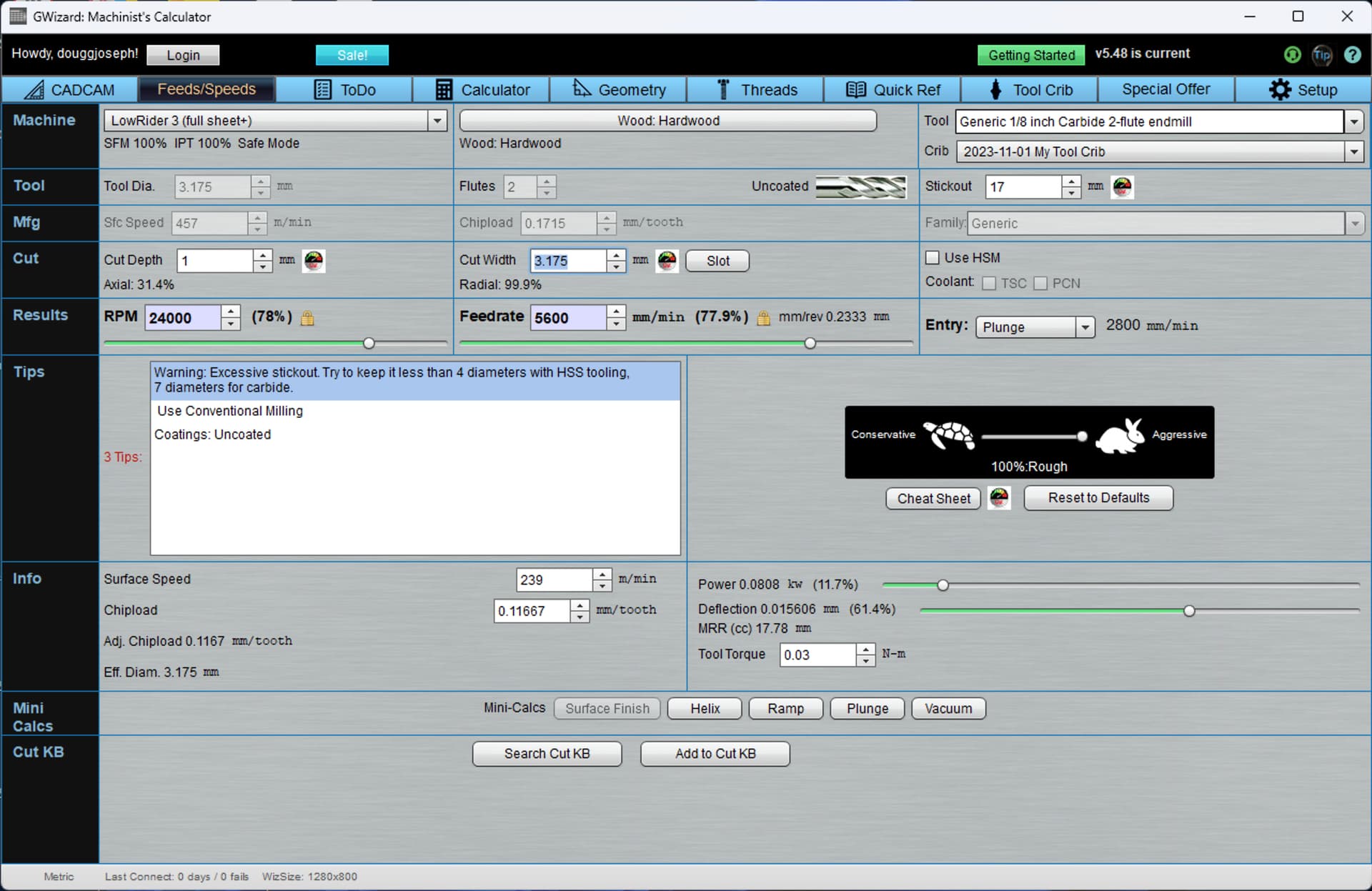
In the following screen shots, you will notice that I first asked it for a 3mm depth of cut, but it gave a red warning on there being too much deflection. Then I backed down to 1.5mm depth of cut, and the warning went from red to yellow, but it was still warning. Then I backed down to 1mm, and it gave a green light on the deflection issue.
Also, I should have mentioned, those speeds and feeds are based on a bit that does not just have a 1/8" shank, but a 1/8" cutting width as well. Like this one:
I would have mentioned this earlier, but I saw “1/8” in your response, and did not notice it was only talking about the shank.
It would be OK to hog out most of what you need gone, with either a 1/8" or 1/4" and then for fine finishing, switch to one of those tiny ones. If you want to hog out with 1/4" instead of a 1/8" then that would call for different numbers. You probably could go deeper on depth of cut, but you’d have to go slower on the RPM.
I do the same thing and it has saved my butt too many times to count. I either take a pic of the screen or I just write it down on the spoilboard somewhere if my phone isn’t handy
I’m working on getting GWizard up and running, what should I list as Max Feedrate? From this forum post, I’m seeing 50mm/sec. Which would be 3000 mm/min, correct?
Here’s the file I’m working with: Sean.dxf (482.3 KB)
I do jobs with feed rates faster than that. I did some cutting in plastic at almost 84 mm/sec, and the GWizard recommendation for the 1mm deep cuts in hardwood, with the 1/8" endmill, given above, was almost 94 mm/sec. So, I’d say to set your max feed rate higher than 50 mm/sec, unless you are wanting to play it safe for now and revisit that later.
The normal logic of going deeper and staying at the lower feedrate, normally makes sense, but when you also consider the issue of deflection on smaller bits like the 1/8" then it can make sense to do a shallower cut with a faster feed rate. Of course you can take it easy, reducing both your feedrate and your RPM on a shallow cut, and just take more time on the job. But the machine can probably do more than you think, provided you have the right depth of cut and feeds and speeds, and are taking deflection into account.