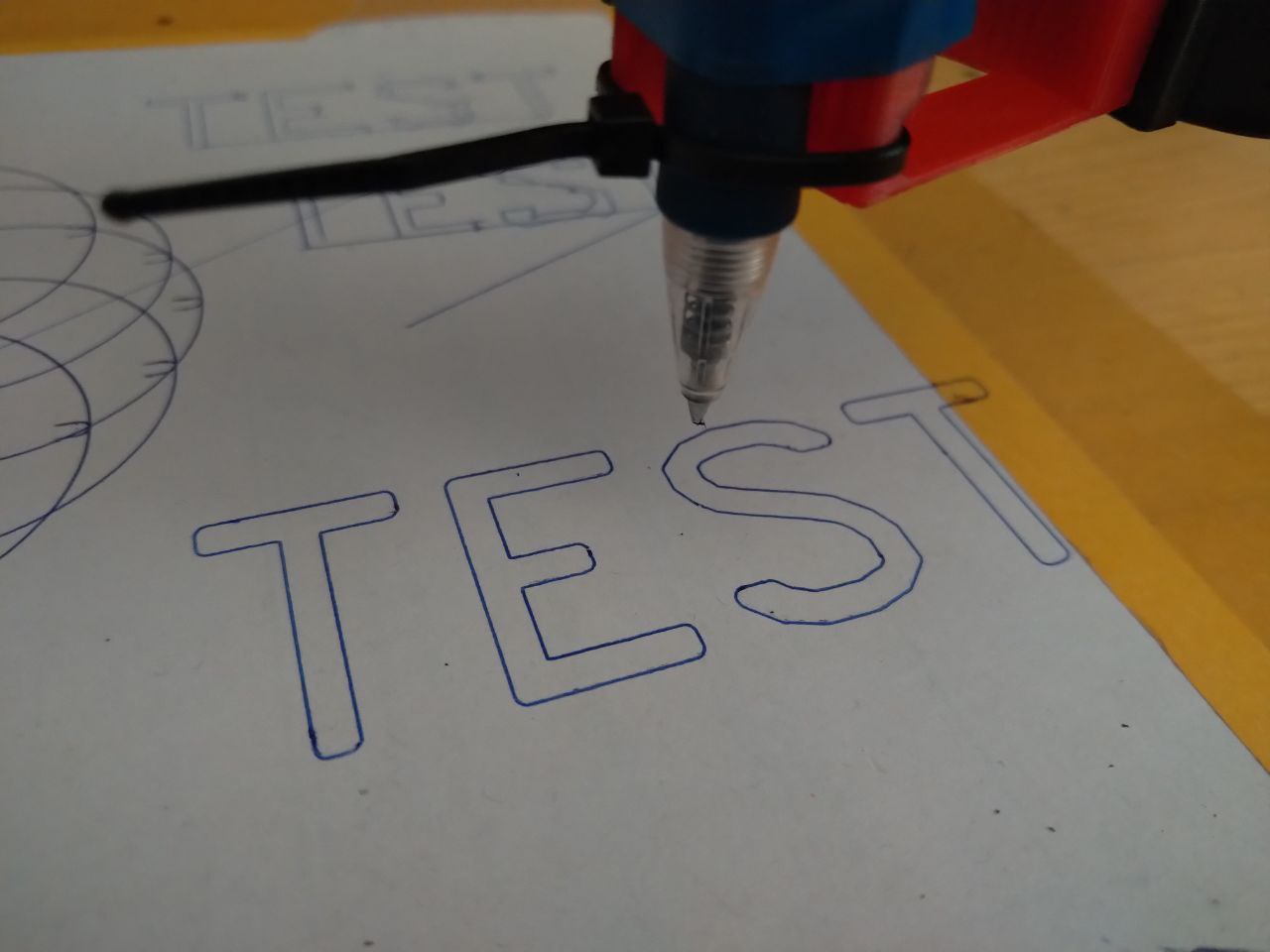
I don’t think this is a Lightburn issue. I think you have an issue with your CNC. Take a look at how wide the base of the first ‘T’ is compared to the second one. Your laser is not firing at the wrong time, but instead is moving along the wrong path. To be absolutely sure, you can simulate in a g-code simulator like this one.
Assuming it simulates okay, grab your core and attempt to move it around. Is there slop? Slop is sometimes traced to cracked or broken core clamps. Check your grub screws holding the pulleys to the stepper shafts. Another test would be to put the pen mount back on and use whatever CAM you use for routing to draw the same ‘TEST’ word.
Note this issue may show up more in the laser work than the routing due to the higher feedrate.
I’m still not convinced this is a Lightburn issue. In Lightburn, try slowing down the Whitespace Scan and the federate. Does the situation improve? How does the feedrate of your Fusion 360 pen test compare to the Lightburn feedratre? Did you test your machine for slop as l suggested?
There are a couple of settings in Lightburn that impact firing time, but this still does not looking like a firing-time issue.
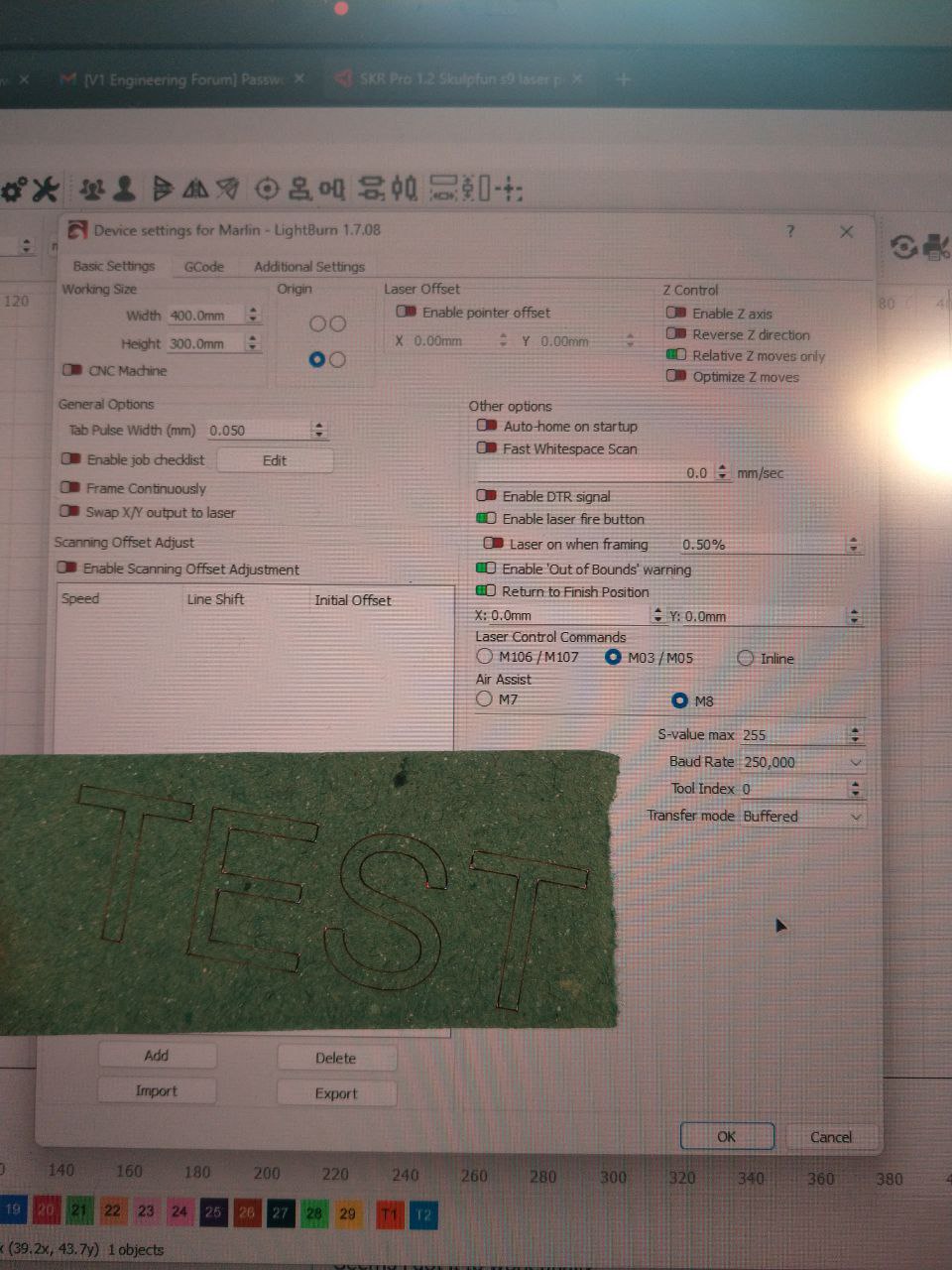
I don’t remember any posts on the forum using Fusion 360 laser code generation. I tried it several years ago, and it worked, but Fusion 360 and the postprocessor have changed a lot since then. In addition, it used M3/M5 in the g-code for turning the laser on and off. Inline code is much preferred. There are substantial quality issues with using M3/M5.
Fantastic! Have you tested inline commands as well? If at all possible, you want to use inline commands. Inline commands will moderate the beam power as the laser decelerates and accelerates. It is my understanding that M3/M5 does not moderate the power. The result is that, for engraving, M3/M5 can result in darker/deeper corners.
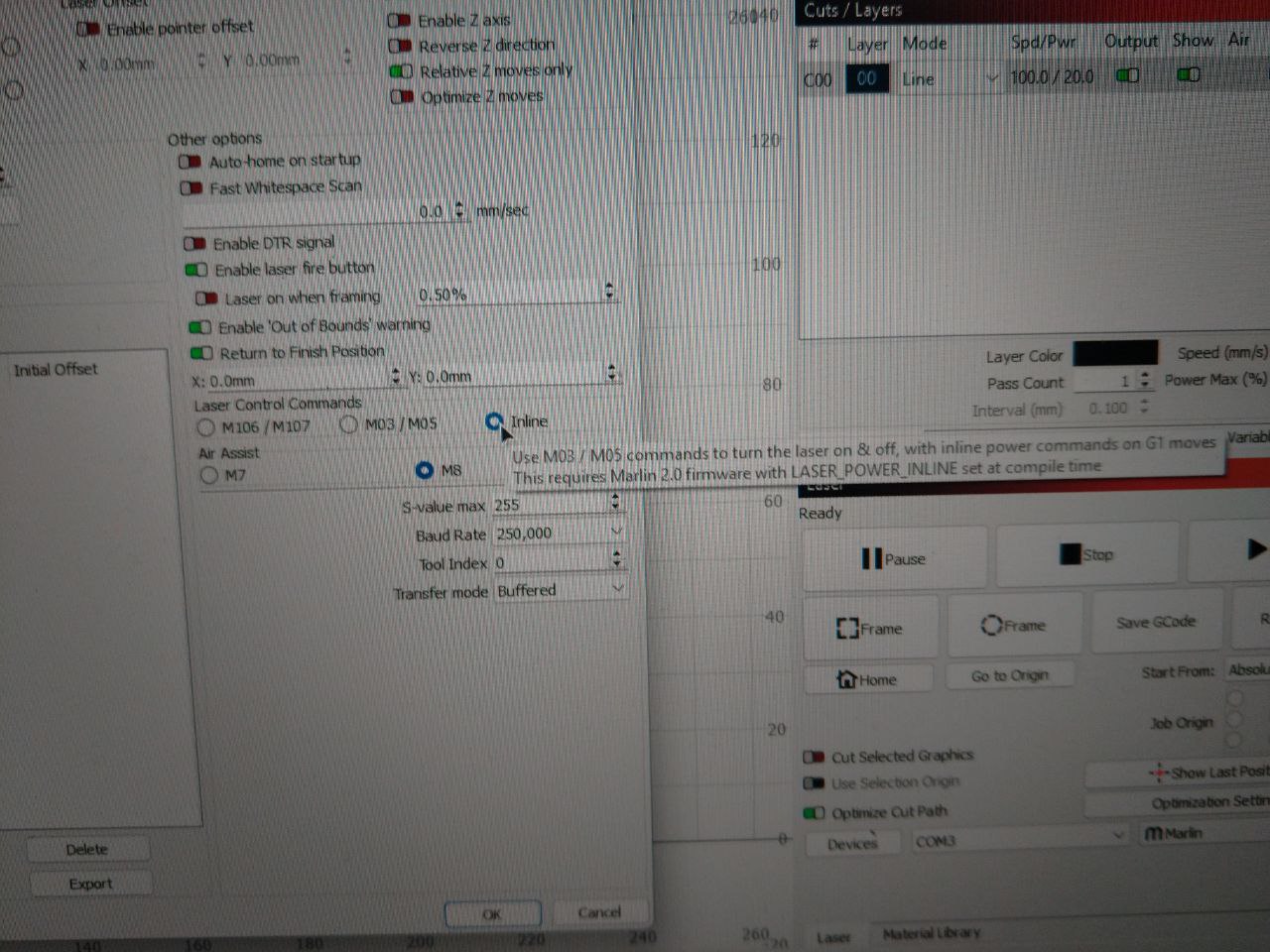
I tried inline commands. The machine does all the movements but does not fire the lazer.
I did notice the corners deeper as you mentioned.
It says requires marlin 2.0 - i have 2.1.1
what does the “LASER_POWER_INLINE set at compile time” mean?
Could it be that setting that is not letting it fire?
Did you put the “M3 I” at the top of your g-code file when attempting inline commands?
If you are using V1 maintained firmware, the settings are correct for laser use. If you’ve changed the firmware settings, I recommend you compare your settings files with the V1 versions using a diff tool. There are a lot of free diff tools. Personally, I use Meld.
I had just M3 before.
I changed it to M3 I
The firmare is the one from V1.
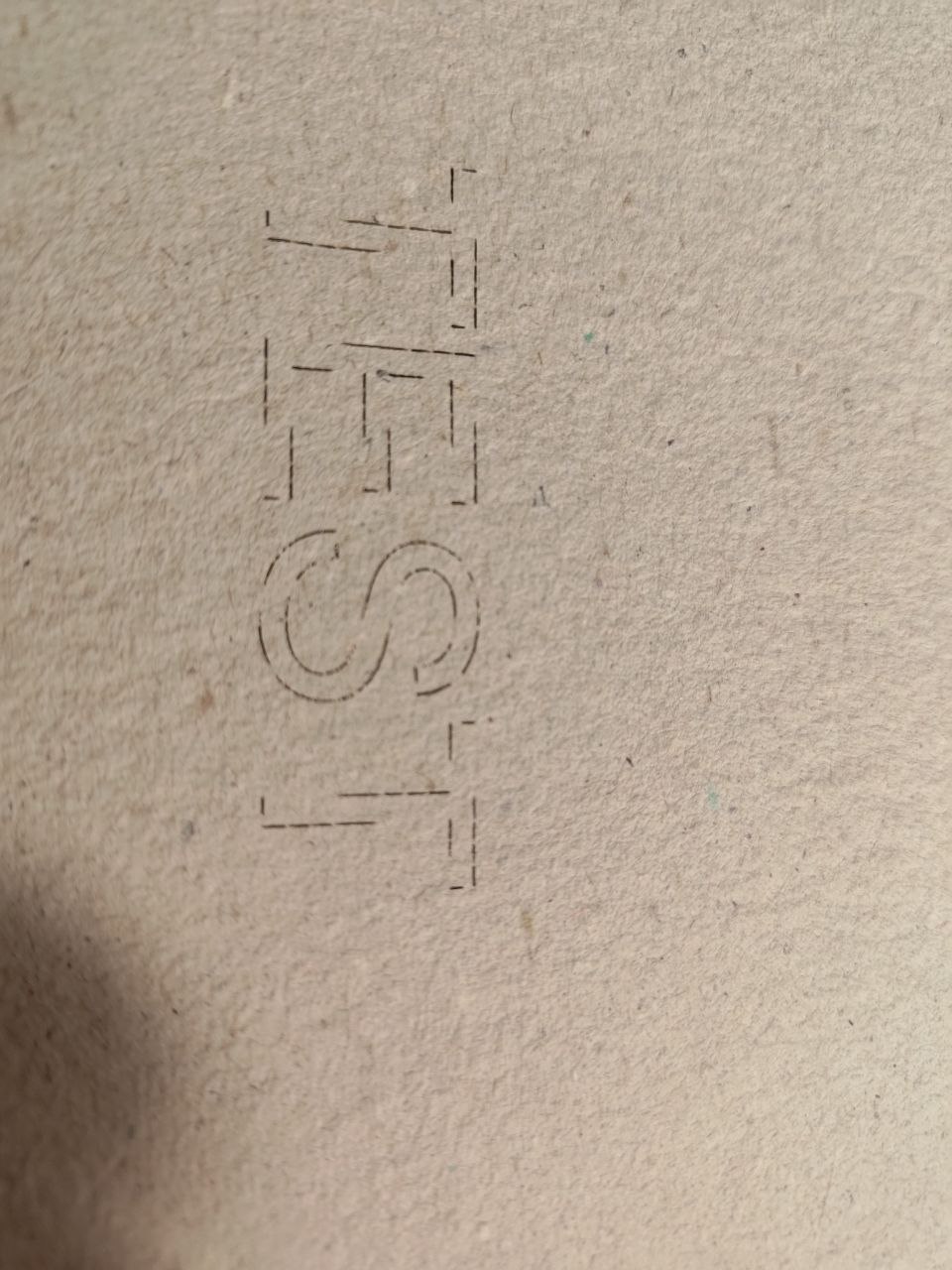
When i tried to to the test with M3 I it did do it but not properly. half the lines were missing.
I don’t think i’ve changed firmare settings as i don’t even know how to do it to start with.
I think i’ll leave it to m03/m05 for now
It seems to work with that reasonably well.
Only thing I’ve noticed is that whenever I try to use fill mode in lightburn then it starts to mess things up and just fills in in a weird way - not correctly…
On the picture the top one is fill and bottom one is line mode. I stopped the fill mode in the middle because i could see it was not right.