That is what I am looking for. Is that in light burn
In lightburn I set up for Marlin. But then it won’t connect to the machine. If I setup for GRBL-M3 in light burn then it connects. I do a simple text file. It will laser the first letter. Then after that it just blips the laser.
Grbl is not the firmware to setup in LightBurn with an SKR pro, choose Marlin and try to resolve your connection issue
I would view the connection issues as a separate problem. Start by generating a g-code file, and then sending it to your control board using your “normal” method like Repetier-Host or a SD card. You save g-code from the Laser tab in Lightburn:
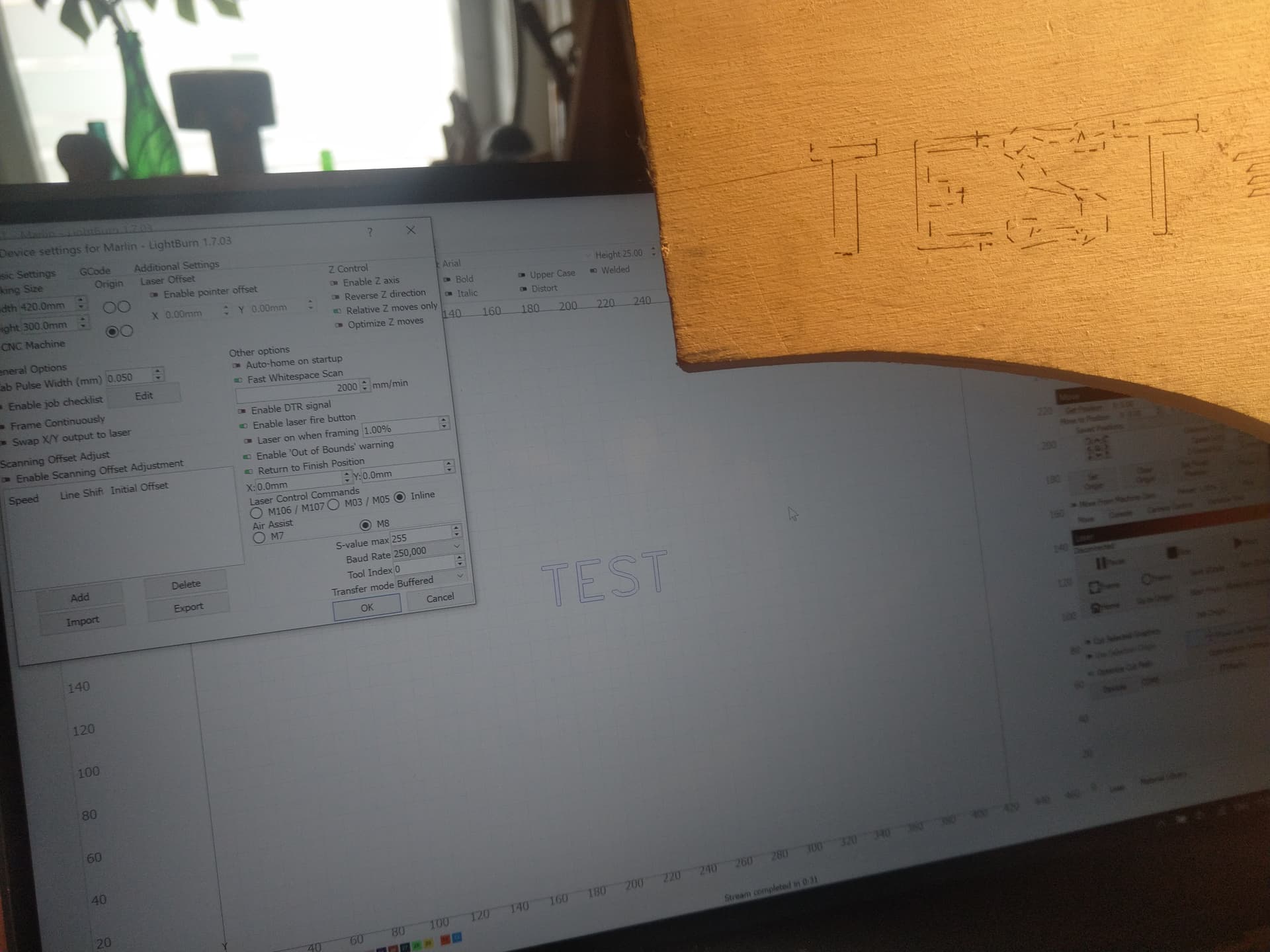
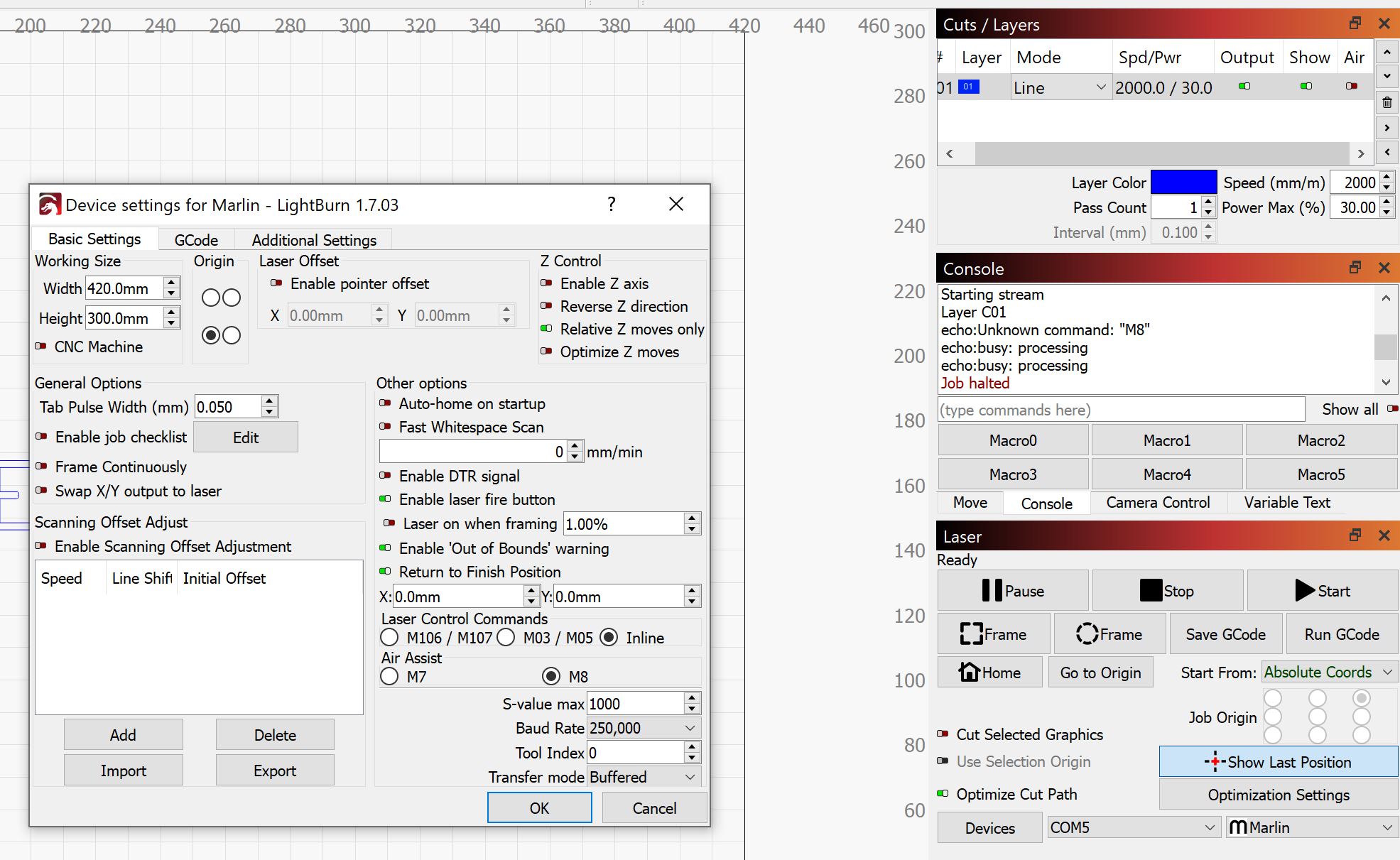
As for the “inline” command, it can be found Device settings.
For the connection issue, one thing to check would be the baud rate:
It needs to be set at 250,000.
Ok yesterday on light burn. My machine would cut the first letter and then after that would start blipping the laser again. I will post gcode. In this Gcode is setup for GBRL. What is odd about it is that you can see at the start it is turning on the laser full power. But when it moves to the next laser it says M3 but no power rating for the laser. So it will never run.
; LightBurn 1.1.03
; GRBL-M3 (1.1e or earlier) device profile, absolute coords
; Bounds: X20.27 Y51.36 to X84.75 Y69.56
G00 G17 G40 G21 G54
G90
; Cut @ 3050 mm/min, 100% power
M9
M5
G0 X23.975Y51.441
; Layer C00
M3
G1 X24.348Y51.393S255F3050
G1 X24.723Y51.365
G1 X25.098
G1 X25.474
G1 X26.008Y51.413
G1 X26.534Y51.51
G1 X27.049Y51.656
G1 X27.548Y51.852
G1 X27.959Y52.063
G1 X28.338Y52.318
G1 X28.684Y52.613
G1 X28.993Y52.944
G1 X29.263Y53.308
G1 X29.491Y53.701
G1 X29.673Y54.121
G1 X29.808Y54.563
G1 X29.953Y55.254
G1 X30.052Y55.952
G1 X30.106Y56.656
G1 Y57.362
G1 Y69.557
G1 X27.745
G1 Y57.228
G1 Y56.711
G1 X27.715Y56.196
G1 X27.653Y55.684
G1 X27.558Y55.176
G1 X27.481Y54.931
G1 X27.376Y54.699
G1 X27.246Y54.482
G1 X27.091Y54.283
G1 X26.915Y54.103
G1 X26.719Y53.944
G1 X26.503Y53.808
G1 X26.271Y53.698
G1 X25.995Y53.6
G1 X25.712Y53.528
G1 X25.425Y53.483
G1 X25.136Y53.465
G1 X24.847
G1 X24.559Y53.508
G1 X24.274Y53.569
G1 X23.994Y53.657
G1 X23.78Y53.755
G1 X23.579Y53.876
G1 X23.394Y54.017
G1 X23.225Y54.176
G1 X23.075Y54.354
G1 X22.945Y54.547
G1 X22.837Y54.754
G1 X22.751Y54.974
G1 X22.609Y55.478
G1 X22.505Y55.991
G1 X22.438Y56.509
G1 X22.411Y57.032
G1 X20.274Y56.739
G1 Y56.147
G1 X20.322Y55.557
G1 X20.414Y54.972
G1 X20.55Y54.396
G1 X20.75Y53.829
G1 X21.03Y53.301
G1 X21.384Y52.82
G1 X21.807Y52.394
G1 X22.296Y52.045
G1 X22.825Y51.768
G1 X23.388Y51.565
G1 X23.975Y51.441
M5
G0 X35.484Y54.306
M3
G1 X35.367Y54.618
G1 X35.306Y54.945
G1 Y55.28
G1 X35.356Y55.615
I am to the point that should I get away from PC9 pin and go to the fan output? Would this make things easier?
Your SKR pro runs Marlin not Grbl, so trying to run grbl gcode on a Marlin firmware fatally turns into issues.
Try to manually create a Marlin device under LightBurn and use 250 000 as baudrate.
1 Like
I also did that. Will not connect. Which is odd that I can get it to connect using the GBRL settings. The Marlin settings will not connect. So Then I used inline, marling settings and put gcode on sd. Still same problem. Will not keep the laser on. Changed settings to us M03 and M05. Still same problem. Here is the Marling gcode from lightburn
; LightBurn 1.1.03
; Marlin device profile, absolute coords
; Bounds: X20.27 Y51.36 to X84.75 Y69.56
G21
G90
; Cut @ 3050 mm/min, 100% power
M9
M05
G0 X23.975 Y51.441 F0
; Layer C00
M03 S255
G1 X24.348 Y51.393 F3050
G1 X24.723 Y51.365
G1 X25.098
G1 X25.474
G1 X26.008 Y51.413
G1 X26.534 Y51.51
G1 X27.049 Y51.656
G1 X27.548 Y51.852
G1 X27.959 Y52.063
G1 X28.338 Y52.318
G1 X28.684 Y52.613
G1 X28.993 Y52.944
G1 X29.263 Y53.308
G1 X29.491 Y53.701
G1 X29.673 Y54.121
G1 X29.808 Y54.563
G1 X29.953 Y55.254
G1 X30.052 Y55.952
G1 X30.106 Y56.656
G1 Y57.362
G1 Y69.557
G1 X27.745
G1 Y57.228
G1 Y56.711
G1 X27.715 Y56.196
G1 X27.653 Y55.684
G1 X27.558 Y55.176
G1 X27.481 Y54.931
G1 X27.376 Y54.699
G1 X27.246 Y54.482
G1 X27.091 Y54.283
G1 X26.915 Y54.103
G1 X26.719 Y53.944
G1 X26.503 Y53.808
G1 X26.271 Y53.698
G1 X25.995 Y53.6
G1 X25.712 Y53.528
G1 X25.425 Y53.483
G1 X25.136 Y53.465
G1 X24.847
G1 X24.559 Y53.508
G1 X24.274 Y53.569
G1 X23.994 Y53.657
G1 X23.78 Y53.755
G1 X23.579 Y53.876
G1 X23.394 Y54.017
G1 X23.225 Y54.176
G1 X23.075 Y54.354
G1 X22.945 Y54.547
G1 X22.837 Y54.754
G1 X22.751 Y54.974
G1 X22.609 Y55.478
G1 X22.505 Y55.991
G1 X22.438 Y56.509
G1 X22.411 Y57.032
G1 X20.274 Y56.739
G1 Y56.147
G1 X20.322 Y55.557
G1 X20.414 Y54.972
G1 X20.55 Y54.396
G1 X20.75 Y53.829
G1 X21.03 Y53.301
G1 X21.384 Y52.82
G1 X21.807 Y52.394
G1 X22.296 Y52.045
G1 X22.825 Y51.768
G1 X23.388 Y51.565
G1 X23.975 Y51.441
M05
G0 X35.484 Y54.306 F0
M03 S255
G1 X35.367 Y54.618 F3050
G1 X35.306 Y54.945
G1 Y55.28
G1 X35.356 Y55.615
G1 X35.473 Y55.943
G1 X35.71 Y56.317
G1 X36.019 Y56.627
G1 X36.388 Y56.864
G1 X36.803 Y57.017
G1 X37.339 Y57.151
G1 X37.878 Y57.263
G1 X38.422 Y57.355
G1 X38.969 Y57.425
G1 X39.511 Y57.518
G1 X40.14 Y57.634
G1 X40.761 Y57.781
G1 X41.374 Y57.959
G1 X41.978 Y58.168
G1 X41.992 Y57.646
G1 Y57.125
Do you try to connect to the SKR board usb port or on the screen usb port ?
You have to use the SKR board port.
I sometime also had connection issue over usb with lightburn and marlin, i almost fixed it keeping only 1 Marlin device(or at least setting it as default)
What i do is, unplugged usb, stop skr board, close light burn, reconnect start skr board, start lightburn
I use the SKR usb port. Well the old square printer port. Does that matter? I figured usb was for a flash drive. Also I will try to do 1 marlin device. close everything restart and see what happens.
I use the SKR usb port. Well the old square printer port. Does that matter?
Yes it is that port you have to use ![]()
So finally. I got it to connect. I actually had to take the speed up to 500K to get it to connect. Once that was done change setting to inline. Now it cuts like crazy. I have alot to learn about lightburn. I want to thank you guys for helping with this. Just wish I would have tried all connection speeds. So much pain and headache.
1 Like
Hi. Im having similar problem. I’ve tried different baud rates and settings but nothing seems to work. I have mpcnc with skr pro 1.2 and im trying to run it with laser tree k20 pro. I’ve connected PWM from laser to PC9 on Skr Pro.
I use external 24v power supply connected straight to Laser Tree module (Input E). Ground from skr pro and external power supply are shared.
I use Lightburn to send commands. I’ve tried different settings on lightburn but none have works well. First time it did a square perfectly but then writing inside square was messed up.
Ten with some other settings it didnt start the laser. I’ve tried both Marling and Grbl. It seems grbs does better actually as it does the moving and fires laser but letters come out messy. Marlin in the other hand wont start even to move. Just tiny at start to start the servo motors but then stops and makes stepper whine noise.
I’ve tried different baud rates and also adding command M3 I at the start of gcode. Also adding inline commands setting.
In marlin it seems to give inline commands setting but in gbrl does not.
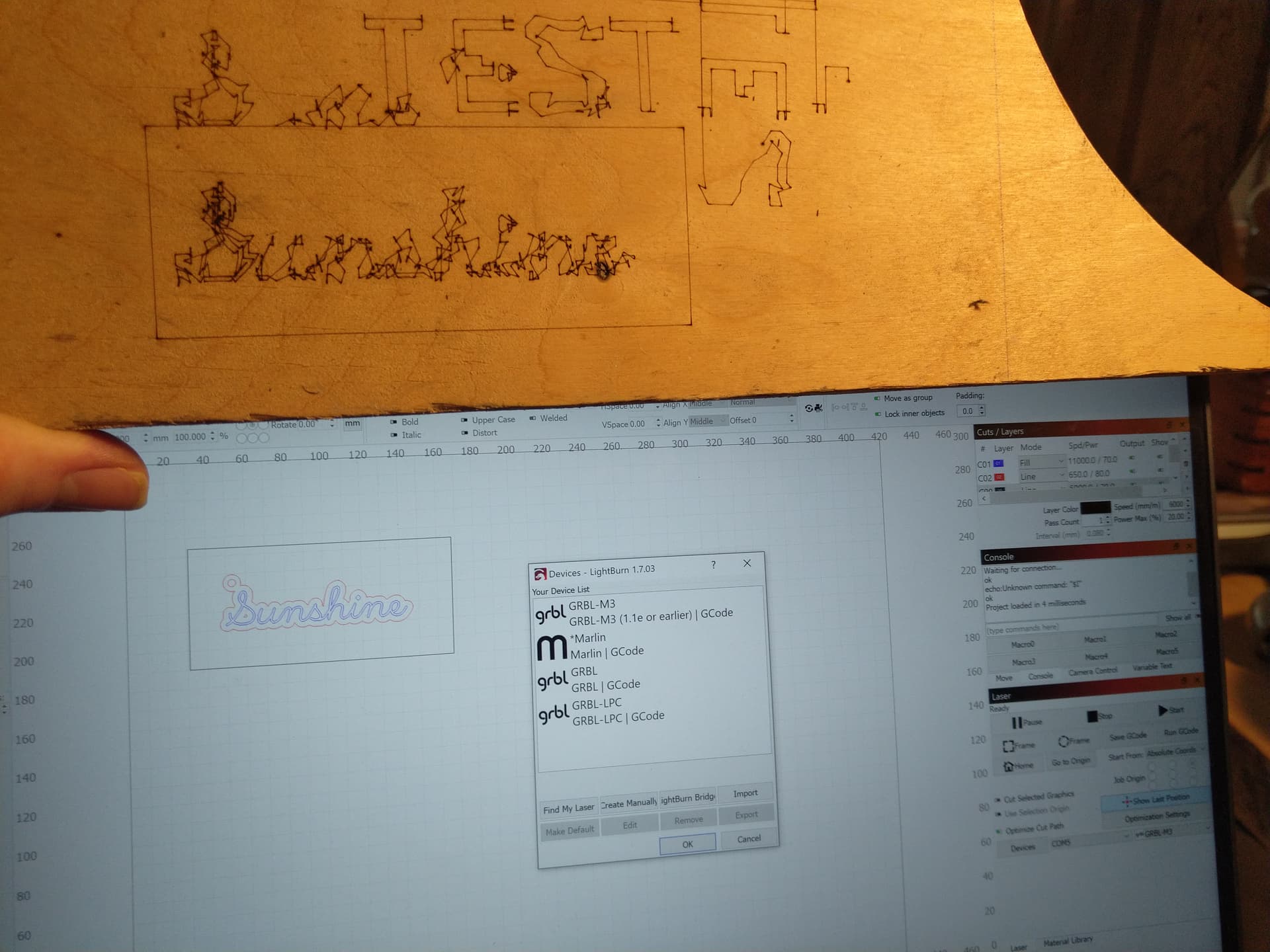
I’ll add some pictures how it looks with grbl when it did fire the laser.
The SKR Pro is running Marlin, so you want Marlin on Lightburn. Marlin’s baud rate is 250,000.
You will get the best results with inline commands. In Device settings, Basic settings, you want:

In addition, assuming you are running a recent version of the V1 maintained version of Marlin, you want the following g-code at the top of your file:
M3 I
This can be put at the top automatically by putting in the Start Code section of Device Settings, GCode.
If the above does not solve your issue, start by saving the g-code file to an SD card and running the job from the card. You can save to a file by using the Save GCode button on the Laser tab in Lightburn. This will help troubleshoot communication issues between Lightburn and the SKR Pro board.
I set all settings as you described and added M3 I at the ‘‘start gcode’’ settings. I’m running the latest Marlin 515D 2.1.1
The machine still does not move after hitting ‘‘Start’’ in lightburn.
I turned off air supply because it said in commands: unknown command ‘‘M8’’.
So i thought that’s why it wont start moving. But after turning off air supply it adds M9 to the gcode and send unknown command M9 now. I tried deleteng the M9 manually and run the gcode then but the axes wont still start moving (only the sound of steppers being activated)
In commands it says echo:busy: processing
I also tried to run gcode straight from USB stick (I didn’t find a sd card that it would recognize at the moment) from TFT port of mpcnc but had exact same issue.
Using the upload button, upload the g-code file, and I’ll take a look.
I made it shorter to post as text here cos it didn’t let me choose the file:
; LightBurn 1.7.03
; Marlin device profile, absolute coords
; Bounds: X197.98 Y147.21 to X211.69 Y166.63
;USER START SCRIPT
M03 I
;USER START SCRIPT
G21
G90
; Cut @ 1998.998 mm/min, 31% power
M9
M05
G0 X205.319 Y147.228 F1
; Layer C01
G1 X205.506 Y147.259F2001 I S301
G1 X205.674 Y147.341
G1 X205.813 Y147.466
G1 X205.912 Y147.628
G1 Y164.454
G1 X211.073
G1 X211.364 Y164.512
G1 X211.471 Y164.591
G1 X211.561 Y164.686
G1 X211.633 Y164.796
G1 X211.685 Y164.918
G1 X211.694 Y167.483
G1 X211.663 Y166.046
G1 X211.653 Y166.182
G1 X211.615 Y166.312
G1 X211.553 Y166.433
G1 X211.467 Y166.539
G1 X211.363 Y166.587
G1 X211.25 Y166.601
G1 X196.486 Y166.63
G1 X196.312 Y166.587
G1 X196.164 Y166.493
G1 X196.054 Y166.357
G1 X197.993 Y166.189
G1 X197.985 Y167.543
G1 X196.025 Y164.899
G1 X196.069 Y164.744
G1 X196.156 Y164.612
G1 X196.278 Y164.513
G1 X196.428 Y164.454
G1 X203.736
G1 Y147.891
G1 X203.772 Y147.68
G1 X203.84 Y147.478
G1 X203.983 Y147.32
G1 X202.172 Y147.222
G1 X202.745 Y147.211
G1 X205.319 Y147.228
M9
M05
G90
; return to user-defined finish pos
G0 X1 Y1 F1
I’ll try running your script on my Marlin machine later today. One thing I notice is the this line:
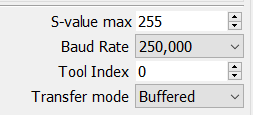
G1 X205.506 Y147.259F2001 I S301
The S values should be between 0 and 255. In Lightburn Device Settings, you want this:
![]()
Rather than paste g-code into the body of a post, you can upload g-code scripts using the upload button on the tool ribbon:
![]()
You can directly upload some file types including g-code files. Others must be put in a ZIP file.
I’ve spotted your issue, but I don’t know why. Look at this line:
G0 X205.319 Y147.228 F1
F1 is 1 mm/min. The comment says, “1998.998 mm/min,” so I’m not sure what is going on. If you change to F2000 instead of F1, you will get movement. Typically, we see this kind of problem when mm/min and mm/sec are confused somewhere in the process, but 1 and 1999 are not multiple of 60 from each other. Maybe post a screen shot of your device settings.
Edit: I just noticed the F1 is in a non-cutting movement, and the cutting movement is at F2001. I don’t see a specific Lightburn setting for rapids (not cutting moves), maybe it is using this setting:
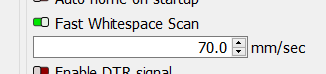
You were right. It was the fast whitespace scan setting. I had it turned off and i turned it on now with 2000 mm/min. Thank you for your effort so far. The laser moves and does the test burn now.
Everything seems to work fine except that it seems like the laser is firing at the wrong time. On the picture you can see how the test should look like and how it turned out.
Trying to figure that out now. Maybe a grounding issue or a pwm signal connection. Not sure. Or could it be some other setting in lightburn…