I purchases the Skulpfun s9 laser. I have had it hooked up to PC9 on the board. I can run the laser from the screen and from Repetier Host. I use the M03 and M05 commands. When I use inkscape for jtech laser gcode. It will only blip the laser when the commands comes up in the gcode. Will not stay on.
Can you upload a g-code file?
M5 S0
G90
G21
G1 F2988
G1 X98.0014 Y93.9884
G4 P0
M3 S254
G4 P0
G1 F327.000000
G1 X95.968 Y93.9884
G1 X95.968 Y100.8676
G3 X95.942 Y101.6988 I-13.3235 J-0.
G3 X95.8706 Y102.4252 I-10.2465 J-0.6404
G3 X95.7134 Y103.139 I-4.2622 J-0.5641
G3 X95.5137 Y103.5717 I-1.7451 J-0.5433
G3 X95.1867 Y103.9612 I-1.359 J-0.8089
G3 X94.7349 Y104.2423 I-1.1296 J-1.3118
G3 X94.212 Y104.4014 I-0.8951 J-2.0033
G3 X93.4153 Y104.4695 I-0.7967 J-4.6286
G3 X92.6028 Y104.3749 I0. J-3.5369
G3 X91.6739 Y104.0585 I1.1696 J-4.9554
G3 X90.7954 Y103.5972 I3.4852 J-7.7042
G3 X89.9324 Y103.0093 I4.8325 J-8.0209
G1 X89.9324 Y93.9884
G1 X87.899 Y93.9884
G1 X87.899 Y106.0703
G1 X89.9324 Y106.0703
G1 X89.9324 Y104.7291
G2 X90.9274 Y105.4485 I5.9027 J-7.1156
G2 X91.901 Y105.9621 I3.9439 J-6.2963
G2 X92.9407 Y106.2955 I2.165 J-4.9636
G2 X93.9886 Y106.4056 I1.0479 J-4.9326
G2 X95.7903 Y106.0627 I0. J-4.9052
G2 X96.9739 Y105.2266 I-1.1247 J-2.8479
G2 X97.6906 Y103.9312 I-2.6577 J-2.3163
G2 X98.0014 Y101.8303 I-6.9441 J-2.1009
G1 X98.0014 Y93.9884
G4 P0
M5 S0
G1 F2988
G1 X84.7514 Y100.024
G4 P0
M3 S254
G4 P0
G1 F327.000000
G2 X84.3103 Y97.2384 I-9.0166 J-0.
G2 X83.2371 Y95.3621 I-5.0374 J1.6363
G2 X81.5109 Y94.1239 I-3.587 J3.1783
G2 X79.181 Y93.6531 I-2.33 J5.53
G2 X76.8302 Y94.1258 I-0. J6.0818
G2 X75.1032 Y95.3621 I1.8444 J4.4008
G2 X74.0381 Y97.2365 I3.9801 J3.5015
G2 X73.5997 Y100.024 I8.6432 J2.7875
G2 X74.0381 Y102.8114 I9.0816 J-0.
G2 X75.1032 Y104.6858 I5.0452 J-1.6271
G2 X76.8322 Y105.9306 I3.5854 J-3.1569
G2 X79.181 Y106.4056 I2.3488 J-5.5692
G2 X81.509 Y105.9325 I0. J-5.9638
G2 X83.2371 Y104.6858 I-1.873 J-4.4174
G2 X84.3103 Y102.8095 I-3.9641 J-3.5125
G2 X84.7514 Y100.024 I-8.5756 J-2.7856
G1 X84.7514 Y100.024
G4 P0
M5 S0
G1 F2988
G1 X82.653 Y100.024
G4 P0
M3 S254
G4 P0
G1 F327.000000
G3 X82.3618 Y102.268 I-8.7922 J0.
G3 X81.7336 Y103.5068 I-3.2029 J-0.8455
G3 X80.662 Y104.336 I-2.257 J-1.8099
G3 X79.181 Y104.6534 I-1.481 J-3.2973
G3 X77.6793 Y104.3341 I0. J-3.691
G3 X76.6067 Y103.5068 I1.169 J-2.6248
G3 X75.9862 Y102.27 I2.5943 J-2.0754
G3 X75.6981 Y100.024 I8.61 J-2.2461
G3 X75.9827 Y97.8504 I8.4419 J0.
G3 X76.6175 Y96.5735 I3.4515 J0.9197
G3 X77.6937 Y95.7283 I2.2785 J1.7933
G3 X79.181 Y95.4054 I1.4873 J3.2638
G3 X80.6496 Y95.724 I-0. J3.5441
G3 X81.7228 Y96.5627 I-1.2064 J2.6497
G3 X82.3636 Y97.832 I-2.7325 J2.1759
G3 X82.653 Y100.024 I-8.156 J2.1919
G1 X82.653 Y100.024
G4 P0
M5 S0
G1 F2988
G1 X71.5446 Y97.4713
G4 P0
M3 S254
G4 P0
G1 F327.000000
G2 X71.1912 Y95.9901 I-3.2808 J-0.
G2 X70.1709 Y94.7564 I-3.2355 J1.6371
G2 X68.7001 Y94.0113 I-2.6506 J3.4079
G2 X66.4393 Y93.6964 I-2.2607 J7.9587
G2 X65.1096 Y93.7806 I0. J10.5383
G2 X63.9732 Y94.0101 I1.0068 J7.9153
G2 X62.8752 Y94.3756 I4.2601 J14.6264
G2 X62.1019 Y94.7131 I2.8479 J7.5798
G1 X62.1019 Y96.9954
G1 X62.2101 Y96.9954
G3 X63.216 Y96.3501 I4.8011 J6.3776
G3 X64.3517 Y95.838 I4.1246 J7.6325
G3 X65.5478 Y95.5147 I2.6259 J7.339
G3 X66.6124 Y95.4162 I1.0645 J5.7049
G3 X67.9182 Y95.5494 I-0. J6.4665
G3 X68.7107 Y95.8488 I-0.544 J2.6383
G3 X69.2584 Y96.4031 I-0.7187 J1.2578
G3 X69.4679 Y97.2117 I-1.4555 J0.8086
G3 X69.3468 Y97.8714 I-1.8572 J-0.
G3 X69.0569 Y98.2933 I-1.0112 J-0.3843
G3 X68.6016 Y98.575 I-1.02 J-1.14
G3 X67.4777 Y98.9207 I-2.7252 J-6.86
G3 X67.044 Y99.0129 I-4.0528 J-18.0026
G3 X66.342 Y99.1478 I-9.4062 J-47.0298
G2 X65.6523 Y99.2891 I3.8929 J20.7633
G2 X65.0764 Y99.4291 I3.2475 J14.6138
G2 X63.5946 Y100.0198 I1.7085 J6.4396
G2 X62.8158 Y100.6621 I1.2776 J2.3423
G2 X62.336 Y101.5475 I2.1966 J1.7631
G2 X62.156 Y102.674 I3.4349 J1.1265
G2 X62.2337 Y103.4033 I3.464 J0.
G2 X62.4589 Y104.0801 I3.2022 J-0.6897
G2 X62.839 Y104.6881 I2.824 J-1.3426
G2 X63.3999 Y105.2591 I3.0444 J-2.43
G2 X64.0471 Y105.6918 I2.302 J-2.7428
G2 X64.9358 Y106.0595 I2.5259 J-4.8471
G2 X65.8898 Y106.2802 I1.7873 J-5.5533
G2 X67.0342 Y106.3624 I1.1445 J-7.9294
G2 X68.1078 Y106.2962 I0. J-8.7412
G2 X69.2191 Y106.0919 I-1.1845 J-9.5711
G2 X70.3128 Y105.7768 I-2.5013 J-10.7343
G2 X71.0687 Y105.4538 I-1.8753 J-5.4351
G1 X71.0687 Y103.2797
G1 X70.9605 Y103.2797
G3 X70.1447 Y103.7827 I-3.4669 J-4.7097
G3 X69.0677 Y104.2423 I-3.9574 J-7.7813
G3 X67.9369 Y104.5468 I-2.421 J-6.7395
G3 X66.8828 Y104.6426 I-1.0541 J-5.755
G3 X65.8009 Y104.5198 I0. J-4.8289
G3 X65.0007 Y104.2099 I0.6719 J-2.9228
G3 X64.4352 Y103.6683 I0.729 J-1.3272
G3 X64.2328 Y102.9444 I1.1929 J-0.7239
G3 X64.3682 Y102.2624 I1.7848 J-0.
G3 X64.6979 Y101.8195 I1.0403 J0.4301
G3 X65.1914 Y101.5197 I1.2457 J1.4948
G3 X66.1689 Y101.2029 I2.3814 J5.6819
G3 X66.7327 Y101.0796 I5.6987 J24.6954
G3 X67.4236 Y100.9434 I7.645 J36.951
G2 X68.1253 Y100.8071 I-7.0515 J-38.1973
G2 X68.5918 Y100.7054 I-3.4583 J-16.9773
G2 X69.92 Y100.2231 I-1.2834 J-5.6041
G2 X70.7767 Y99.5913 I-1.4819 J-2.9063
G2 X71.3283 Y98.7039 I-1.8205 J-1.7467
G2 X71.5446 Y97.4713 I-3.4026 J-1.2326
G1 X71.5446 Y97.4713
G4 P0
M5 S0
G1 F2988
G1 X58.9977 Y93.9884
G4 P0
M3 S254
G4 P0
G1 F327.000000
G1 X56.975 Y93.9884
G1 X56.975 Y95.2756
G3 X56.7062 Y95.0894 I10.5209 J-15.4717
G3 X56.2395 Y94.7564 I33.1727 J-46.9952
G2 X55.7726 Y94.4539 I-3.5678 J4.9948
G2 X55.3525 Y94.2372 I-2.2377 J3.8227
G2 X54.8329 Y94.0195 I-2.1218 J4.3358
G2 X54.1844 Y93.8262 I-2.3114 J6.5692
G2 X53.5182 Y93.7022 I-1.1859 J4.5211
G2 X52.6376 Y93.6531 I-0.8806 J7.8705
G2 X51.1188 Y93.9392 I0. J4.1743
G2 X49.8686 Y94.7348 I1.3961 J3.5742
G2 X49.0387 Y95.9474 I2.4355 J2.5573
G2 X48.7329 Y97.4929 I3.7534 J1.5455
G2 X48.9039 Y98.8132 I5.1831 J-0.
G2 X49.317 Y99.7103 I2.7585 J-0.7266
G2 X50.0089 Y100.4475 I2.8613 J-1.992
G2 X51.0044 Y101.0515 I2.8775 J-3.6201
G2 X52.1346 Y101.4383 I2.8154 J-6.3817
G2 X53.6544 Y101.7113 I2.8156 J-11.3089
G2 X55.2032 Y101.8585 I5.179 J-46.2882
G2 X56.975 Y101.9709 I4.7272 J-60.4675
G1 X56.975 Y102.2846
G3 X56.9027 Y102.9583 I-3.1774 J0.
G3 X56.7262 Y103.4311 I-1.7222 J-0.3737
G3 X56.4348 Y103.8339 I-1.537 J-0.8051
G3 X56.034 Y104.145 I-1.2977 J-1.2584
G3 X55.5843 Y104.3443 I-1.1726 J-2.0392
G3 X54.9956 Y104.4803 I-1.0905 J-3.3771
G3 X54.3883 Y104.5443 I-1.1732 J-8.2156
G3 X53.7301 Y104.5668 I-0.6582 J-9.6296
G3 X52.9349 Y104.5188 I0. J-6.6083
G3 X51.9454 Y104.3505 I1.2623 J-10.4139
G3 X50.9729 Y104.1046 I2.451 J-11.739
G3 X49.9119 Y103.7448 I4.2711 J-14.3387
G1 X49.8037 Y103.7448
G1 X49.8037 Y105.8107
G2 X50.4028 Y105.9544 I2.631 J-9.6468
G2 X51.5235 Y106.1676 I6.9697 J-33.5811
G2 X52.6525 Y106.3146 I2.3177 J-13.3909
G2 X53.7409 Y106.3623 I1.0884 J-12.3948
G2 X55.0102 Y106.3005 I0. J-13.0721
G2 X55.9583 Y106.146 I-0.7252 J-7.4329
G2 X56.8705 Y105.8526 I-1.0283 J-4.7625
G2 X57.6023 Y105.4321 I-1.5053 J-3.4668
G2 X58.1978 Y104.8647 I-1.8615 J-2.5495
G2 X58.6407 Y104.145 I-2.5938 J-2.0925
G2 X58.894 Y103.333 I-3.1813 J-1.4381
G2 X58.9977 Y102.1872 I-6.2848 J-1.1458
G1 X58.9977 Y93.9884
G4 P0
M5 S0
G1 F2988
G1 X56.975 Y96.9629
G4 P0
M3 S254
G4 P0
G1 F327.000000
G1 X56.975 Y100.3268
G3 X56.0453 Y100.2654 I3.4531 J-59.3735
G3 X54.7793 Y100.1646 I8.1439 J-110.2108
G3 X53.5325 Y100.0128 I1.5341 J-17.7965
G3 X52.7891 Y99.8509 I1.0205 J-6.4747
G3 X51.965 Y99.5125 I1.0796 J-3.8021
G3 X51.3721 Y99.0721 I1.3083 J-2.3803
G3 X50.9864 Y98.4868 I1.097 J-1.1427
G3 X50.8313 Y97.6336 I2.2697 J-0.8533
G3 X51.0149 Y96.6804 I2.5664 J0.
G3 X51.4586 Y96.0652 I1.4554 J0.5822
G3 X52.1449 Y95.7096 I1.1642 J1.4067
G3 X53.3731 Y95.546 I1.2282 J4.5292
G3 X54.42 Y95.6547 I-0. J5.0951
G3 X55.3309 Y95.957 I-0.8705 J4.1465
G3 X56.1908 Y96.4229 I-3.9973 J8.4046
G3 X56.975 Y96.9629 I-4.6038 J7.5245
G1 X56.975 Y96.9629
G4 P0
M5 S0
G1 F2988
G1 X45.607 Y98.1744
G4 P0
M3 S254
G4 P0
G1 F327.000000
G2 X45.2335 Y96.2228 I-5.285 J-0.
G2 X44.309 Y94.9078 I-3.2142 J1.2772
G2 X42.8961 Y94.0917 I-2.6799 J3.0086
G2 X40.8478 Y93.7613 I-2.0483 J6.1835
G2 X40.3296 Y93.7795 I-0. J7.3836
G2 X39.4633 Y93.8587 I1.4587 J20.7353
G2 X38.6013 Y93.966 I1.7808 J17.8146
G2 X38.0139 Y94.075 I1.2503 J8.3772
G1 X38.0139 Y96.076
G1 X38.1329 Y96.076
G3 X38.5796 Y95.9357 I3.0604 J8.9626
G3 X39.2253 Y95.7624 I5.3278 J18.5559
G3 X39.8794 Y95.6412 I1.3058 J5.223
G3 X40.5558 Y95.6001 I0.6764 J5.5461
G3 X41.5377 Y95.6704 I-0. J6.8971
G3 X42.1349 Y95.8273 I-0.3864 J2.6863
G3 X42.675 Y96.1231 I-0.8077 J2.1152
G3 X43.0111 Y96.4763 I-0.8447 J1.1403
G3 X43.2394 Y96.9327 I-1.6327 J1.1021
G3 X43.3788 Y97.5363 I-2.7422 J0.9514
G3 X43.4409 Y98.1653 I-8.0883 J1.1156
G3 X43.4654 Y98.9856 I-13.7412 J0.8204
G1 X43.4654 Y108.3851
G1 X40.0582 Y108.3851
G1 X40.0582 Y110.094
G1 X45.607 Y110.094
G1 X45.607 Y98.1744
G4 P0
M5 S0
G1 F2988
G1 X0 Y0
This is what I have. Simple little code.
Jason
Nothing jumps out at me looking at this code. The G4 dwell commands are not something I see from other CAM codes, so you might try as a test removing them to see if it makes any difference.
In order to debug this problem, I suggest starting by running the g-code you can download from the first post in this topic. It uses inline commands, not M3/M5, but as far as I know, it has never failed to work or a laser and V1 firmware that is set up correctly.
If the above code works, I would next cut down your test example to a simple trace of a square at half power. This will give you a simple example you can use to try and debug the problem. Post back with your results, and I might come up with some next steps.
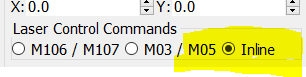
what is the inline commands?
Instead of using M3/M5 to control the laser, laser strength is added as a ‘S’ parameter to G0,G1,G2 and G3 g-codes. For example, this line is from Ryan’s file:
G1 X24.89 F3180 S44
The’S44’ turns the laser on at 44/255 power or roughly 17% power.
Both M3/M5 and inline commands should be supported by the V1 maintained version of the Marlin firmware. I suggested testing with Ryan’s file since if it fails, it tells you something significant about your setup.
1 Like
I ran the test gcode. worked perfectly. So what software is he using? Is that lightburn
It looks like he is using some sort of web interface to generate the code. I use Lightburn with my laser. It will generate inline codes, and works well on my laser. As a tool for doing laser work, I highly recommend Lightburn.
As for your code, I still suggest you remove the G4 commands and see what happens. Also authoring a simple square at half power might tell you something. The M3/M5 should work. It is almost certainly how Repetier-Host controls the laser.
Another thing I just noticed is that the M5 commands have an ‘S’ parameter. The g-code documentation for Marlin does not have an ‘S’ parameter for M5 commands, so you might try removing all the S0 parameters and see what happens.
Doesn’t the Skulpfun s9 laser come with Grbl?
No it doesn’t come with it. I was trying to use Inkscape . Not sure that was the right way to go. Now I am thinking it is in the software. Trying to figure out what Ryan used. I plan on trying LaserGBRL and see what happens
1 Like
According to this I thought it came with a board with Grbl firmware on it. What board does your has?
You can use the Sculpfun S9 laser engraver with free LaserGRBL software which works OK, but it is a little bit clumsy to use. It is great for some tests, but I chose Lightburn instead which is much more capable software, and it is very intuitive to use. It is not free though, but the license costs 60$. But, the software offers 1 month fully functional free trial which will help you decide if it is worth it to you. For me it was definitely worth it because it saves so much time (which is not free).
Ah ok. I think there is some missunderstood.
When I say Grbl I’m referring to the firmware on your laser engraver board (which ai believe is Grbl).
I looked at the jtech laser gcode plugin and I (think) it’s not very optimized Imho. I’m guessing that because of the generated G code (those G4 and the M5 with S0 etc)
I personally use laserGrbl as it has been able to do pretty much the cutting and engraving I need but I’m curious about lightburn.
For engraving with the laser Mode option enable (setting $32 I believe) you’ll be better off using M4 (variable laser power) then M3
Most people on this forum run Marlin on the control board, not GRBL. The SKR Pro 1.2 is one of the boards that V1 sells, and it comes pre-flashed with Marlin. Most of the commercial laser engravers run GRBL, but the vast majority of the machines referenced on this forum run Marlin.
Yes my perception is that most people are running MPCNC or Low Rider with boards running Marlin.
I think most of these kind of laser engravers/cutter are equipped with a LaserBox or MKS DLC 2 board that are compatible with Grbl firmware that has a different Gcode “flavor” from Marlin.
I am using Marlin. My question is what is Ryan using for software for this test code. That worked perfect. I have been trying to get lightburn to work and I can only get it to work somewhat. Not very user friendly.
What software are you currently using on your PC to send the gcode to the laser engraver?
I am using the SD card for now. I was using Repetier host. As of this point I am just going to use whatever I can that will work. So far nothing is working the best. I need to figure out the inline commands.
Lol I thing I completely misunderstood your question. I though that you were trying to use the Skulpfun S9 but I’me guessing you purchased the laser module from the Skulpfun and are trying to use it on the MPCNC. I was getting confused about the whole Marlin thing. Sorry my bad. Don’t know if I can help you out on this one.
Can you describe what you mean by “somewhat,” and how did you set up Lightburn? Did you set it up for Marlin? Are you using inline commands? What is it doing “wrong.”