I have spent quite a bit of time learning Fusion 360 both CAD and CAM. I put together some simple boxes to use as my first run on my recently completed Lowrider CNC. I figured it would be pretty easy to find someone who has set up the Lowrider Machine in Fusion 360, but I guessed wrong.
Anyone know of a good thread or site that explains what is needed to build a custom machine in Fusion 360 so I can export .gcode directly from there?
Don Gamble (FlyFisher604) has the latest version of a Fusion 360 post processor for Marlin. You can find it in this topic.
Sixteen months ago, when Fusion placed new limits on the personal/hobby license, they removed rapids. This caused issues with the both the MPCNC and the Lowrider due to lead-screw-driven Z axis having a lower max feedrate than the belt driven X and Y. Don has made some provision in this prost processor for the issue, but, if you are going to be using Fusion 360, it would not hurt to also use a M203 g-code to set the maximum feedrate. Note M203 is specified in mm/s not mm/min. An M500 will save the M203 settings.
Thanks for the link to FlyFisher604. Definitely what I was looking for.
I still have a couple questions though.
First is a .nc file the same as a .gcode file? I am a little confused by that. When I open it, it looks like gcode, but I am not sure if I need to do something to make it export differently.
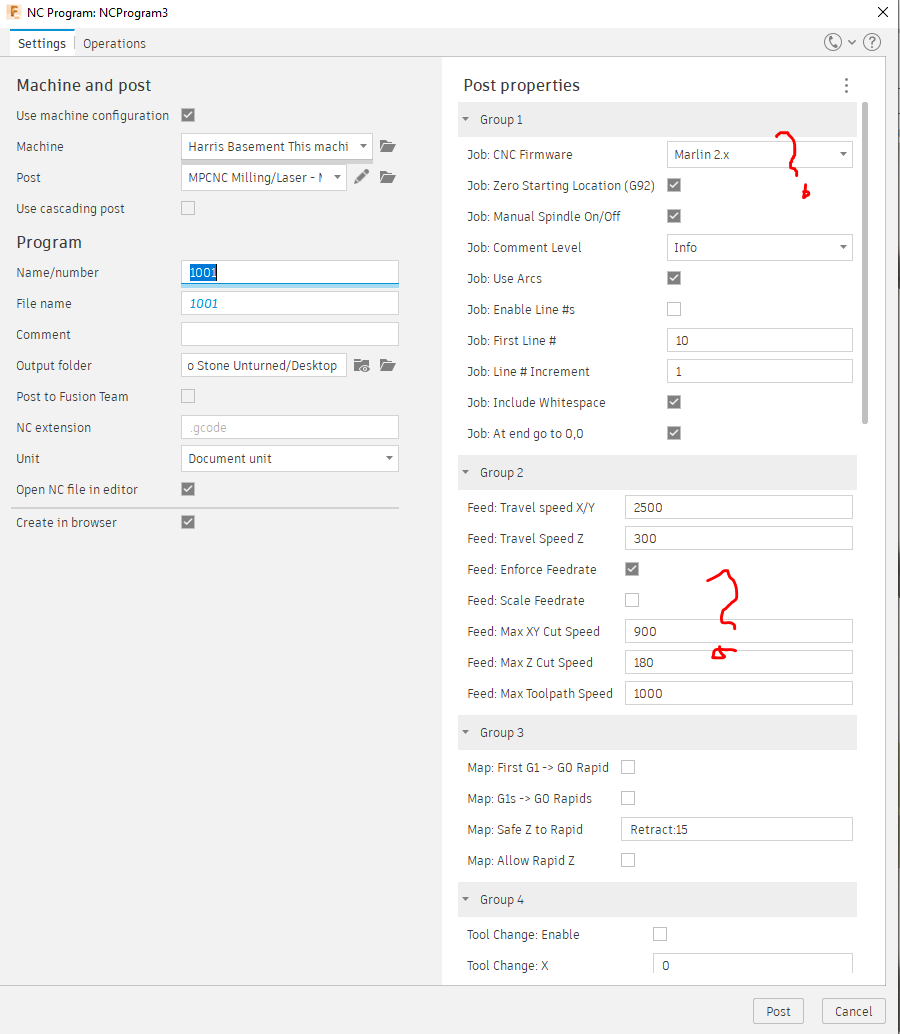
Second, I have Repetier-Host set up and am able to connect to the machine with it just fine, but I am not sure I understand the workflow from Fusion 360. Are the files exported from Fusion 360 typically opened in Repetier-Host or do you transfer them to an SD card and load them directly on the machine? I assume that changes what CNC Firmware is selected in Group 1 but which one should I use? I am not finding an explanation in the documentation yet.
Lastly, (for now:) I get what Robert Bunney is saying, but I am not experienced with Gcode enough to feel comfortable with that yet. Are the feed rates in Group 2 not right or not going to work?
NC and GCODE are essentially the same thing. I believe different CNC firmware expect different file extensions, plus there are variations in expected g-code for different CNC firmware. Marlin expects a .gcode extension, and will not recognize a file with a .nc extension. This post processor appears to be hard-coded to write files with .gcode extension, so you should not be seeing .nc files out of this post processor. As for your first ‘?’, you want what is selected, Marlin 2.x. As for your second ‘?’, the numbers there look fine.
As for delivering the file to the machine, there are a lot of Repetier-Host users on this forum. Personally, I use an SD card and the display. There are pros and cons to both. If you use Repetier-Host, but sure to set it up as specified by Ryan.
As you work this stuff out, consider doing dry runs (router off and above the spoilboard).
I am not really sure why, but now I am getting the .gcode extension when I hit post process. Maybe I didn’t have something installed or saved right the first time. Seems to be working now.
I think I am going to start off using a SD card or USB stick.
my build got put on hold for a while, but I finally got back to working on it this weekend. The dry runs all looked great. (rather boring to watch though) So I started a real run. Everything was going great, then about 25 to 30 minutes in, the y2 motor appears to have stopped working. Do these boards overheat easy? The enclosure I have has lots of vent holes, but no fan. Would that cause y2 to stop possibly? I have moved all the wires around and made sure they have good connections. I had to kill the cut because the machine went rouge, and ran what was supposed to be finish cut off through the middle of the board.
As an issue on the forum, overheating is rare. Did the board start working when it cooled off? If it did not, look for a mechanical issue. Loose grub screws on the pulley is common, though usually it results in lost steps, not a complete stop in movement. If it is not working after cooldown, swap the stepper drivers in the control board and see if the problem stays with the same stepper or moves to another one.
What control board and drivers are you using? The vref voltage needs to be set by hand on DRV8825 and A4988 stepper drivers, and setting the vref too high (i.e. the current too high), can lead to overheating. Other drivers set their current in firmware, and the V1 defaults are conservative and should not result in overheating.
I waited a couple hours and let it cool down completely. That didn’t change anything. I turned it off and swapped the Y1 and Y2 wires at the board and that didn’t change anything either, so I believe the board is still sending signal on the Y2 port.
I didn’t think about the allen set screw. I will check that to make sure.
I am running a SKR Pro with the 2209 drivers. It was at least a year ago that I bought it. I am not sure if it was v1.1 or v1.2.
I don’t know much about the inner workings of a stepper motor. Can I use an Ohm meter to test if the coils are still good if I disconnect the wires from the control board. I would think if it was working correctly, there would be 2 pairs of wires that show connection. ???
Can I use an Ohm meter to test if the coils are still good if I disconnect the wires from the control board.
Yes, you can. There are just two coils inside, and for any stepper I’ve examined the datasheet for, the resistance is low…under 10 ohms, so just look for continuity. Note that your checks at the control board end also checks the extension wires, which I would consider a more likely culprit for your problem. Stepper motors are simple devices that rarely fail. In the dozens of forum posts I’ve read where the stepper was failing to spin or spinning poorly, I can only remember one topic where ultimately it was a bad stepper motor.
I am running a SKR Pro with the 2209 drivers.
V1 sets the current for the TMC2209 drivers in firmware, so this is not a current-too-high issue.
so I believe the board is still sending signal on the Y2 port.
You can verify this if you swap the stepper drivers and the stepper wires between Y1 and Y2. After the swap, Y1 should move.
Edit to add: The fact that Y2 did not start to move after it cooled down is a strong indication your problem is not a stepper driver overheating.