Yeah, that’s definitely the frustrating thing about it. Some people have them and they run well out of the box and put in some work. Others, like me, struggle with them for a long time without knowing what the issue was. For me I had all but given up on the MPCNC and it wasn’t until I started contracting and needed something like it that I decided to put some effort into diagnosing the issues.
Either way, it’s definitely worth pointing out that it may the cause of issues. I’m firmly in the camp of it not being a bad idea to own a trim router anyway for doing chamfers/roundovers etc. and that they compliment a CNC router extremely well. Given that, it’s a pretty low-risk test to do…
That indeed looks like a 775 motor/spindle… and usually run on 12-24 volts. I actually have a couple of them, with virtually no markings, from Amazon… sold as 8000-10000 RPM motors, which is indeed what I measured with my optical tach. But I also had one that ran at 20000 RPM and it made a real difference in the cut… same V1 logo gcode, lower logo at lower rpm and upper logo at 20000 rpm.
Here I was doing Ryan’s “drag race” cuts on my MPR&P, seeing how fast and deep I could cut as quickly as possible. I’m sure these inexpensive motors are not the best quality and specs but they’re also not the “toys” I initially thought they were.
EDIT: Never mind. I was looking at @MakerJim’s photo and not @Elmojo’s photo a couple of posts above that. I think the spindle he has is indeed one of those 500W spindles – without the fan – as @jono035 has suggested. I have one of those as well… but haven’t yet got around to testing with it.
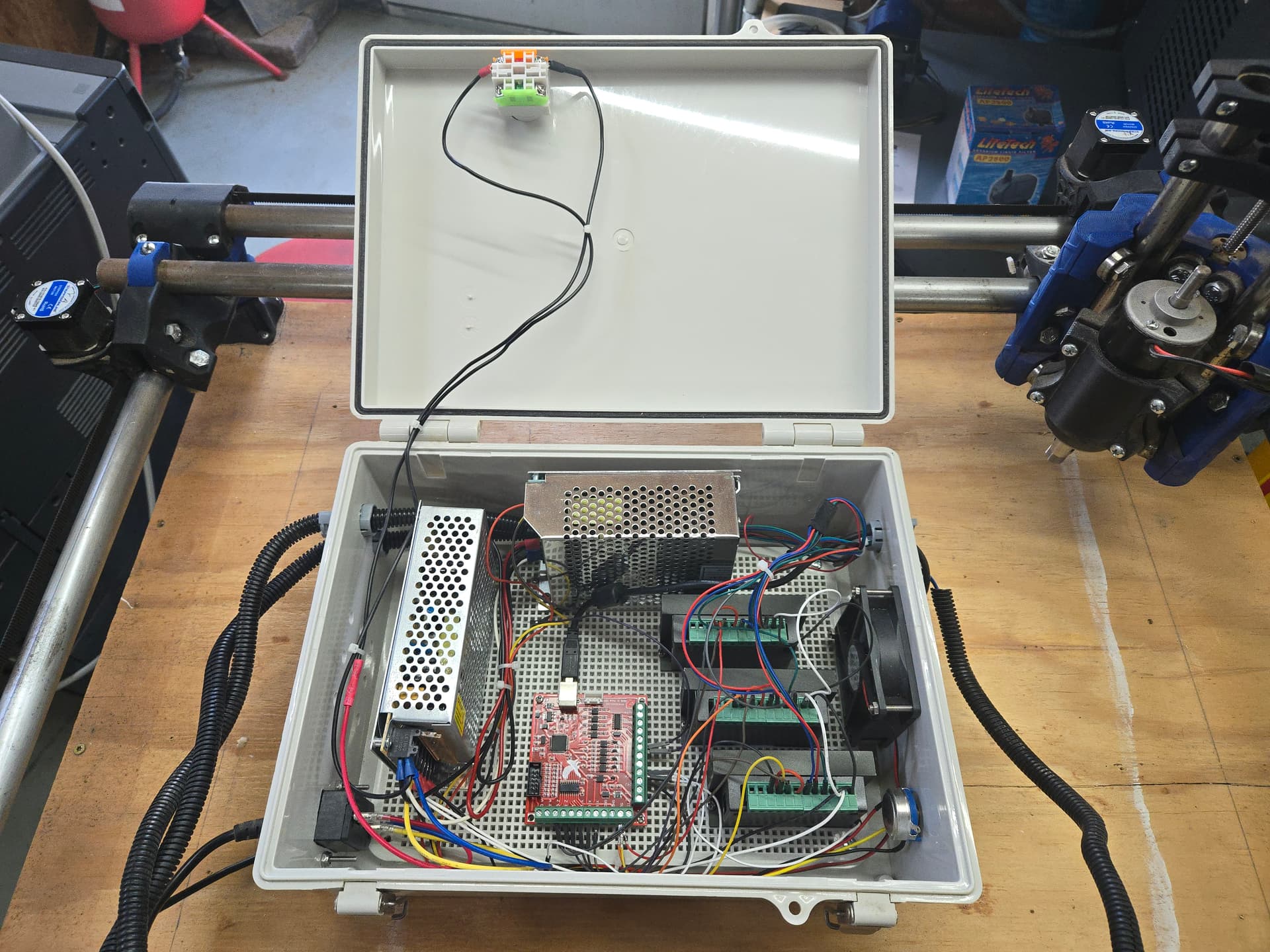
No, it’s a medium duty exterior plastic comms box, or at least that’s what it looks like to me. It has a gasket seal, 2 flip-lock latches and a mounting grid in the bottom.
This image gives a little better view of it. The thing mounted to the top is an emergency stop button.
It’s exactly this one. I even have the fan and aluminum mount in a box. That’s the “speed control” knob it’s using as well.
I don’t mind sticking with the manual control for now. As you say, it’s simple, which is good when you don’t know what you’re doing!
I’m sure I’ll upgrade to either a trim router or better spindle at some point, though.
Me too! I spun it up once, and it seemed pretty smooth. Maybe I have a good one?
I’ll be interested to test the runout once I get a collet in it and can set up my dial indicator.
Oh, I’ll do more than that! I plan to test the runout with my dial indicator, once I find the collet locking nut (it’s somewhere in the junk box the seller gave me with the machine), and can chuck up a bit in it.
I’ll know how good (or bad) it is within a couple tenths.
I’ll start with the basic indicator, then move to the test indicator (reads to 0.0005") if it looks like I’m getting really good numbers.
What I did was chucked up a drill and then tested the runout both at the collet and about ~10-15mm (1/2") away from the nut. The runout at the collet was actually pretty good (edit: Actually, I think I even had a comment from someone here that those spindles were garbage so I tested the runout at the nut originally and responded to that post that I must have got a good one). The runout at where the end of the cutter would be was terrible, like ~0.5mm. My issue was that the taper on the collet holder was ground off-axis somehow.
I don’t even know if I’d technically call that runout, but it meant the cutting surface of the 1/8" single flute bit (which you should definitely get if you don’t have any yet) was 0.5mm off axis from where it should be randomly based on where I had chucked it. Measuring where the ‘high spot’ was and then marking it meant I could chuck it so the cutting edge was following the outside of the arc which helped a lot, but by the time I figured out that bodge I had already cursed a lot, ordered and received my replacement trim router.
That’s good info, and similar to what I plan to do.
I have some dowel pins that I use for testing runout. That way, I know the error isn’t in the tool.
When I was setting up my lathe, I had issues with my first 3-jaw chuck, and then again when I was setting up my collet adapter for the milling attachment. That method of using the dial indicator and dowel pins really let me…sigh…dial in…the accuracy. Precision. Whatever. lol
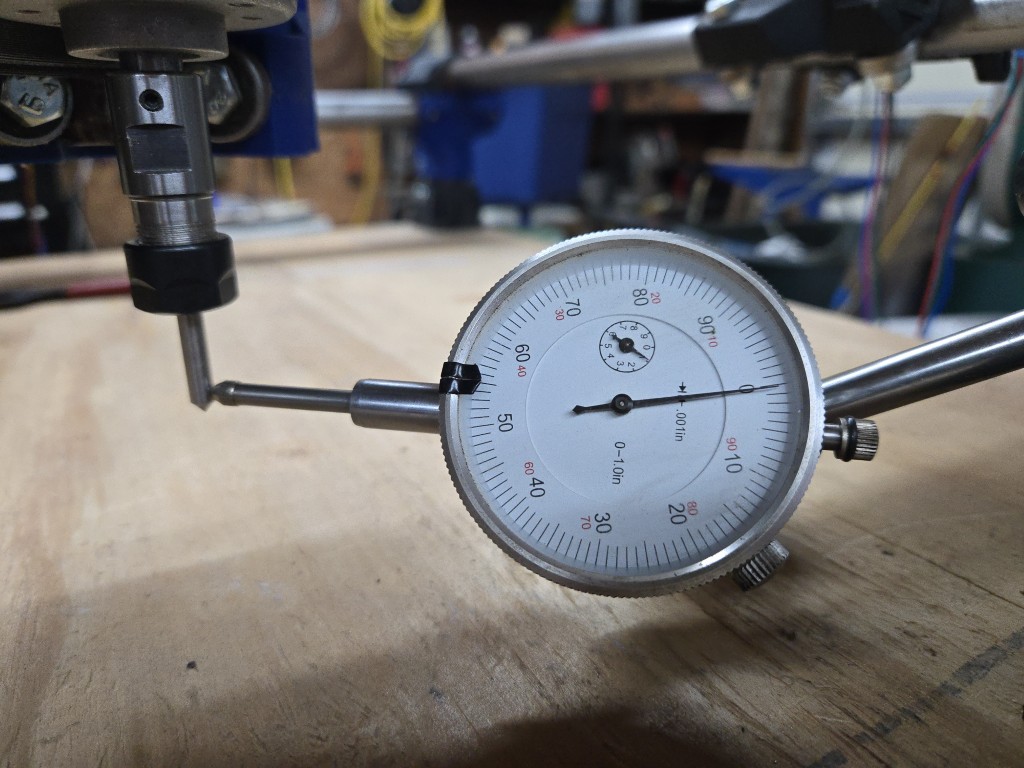
You guys got me curious, so I went out this evening and checked.
I first checked the runout on the spindle itself, and got…nothing. I mean it was so little that I had to check to make sure my indicator was in full contact with the shaft! I was getting maybe a half thou of wiggle through the range of a full turn, and I think a lot of that was from me turning it by hand and putting uneven pressure on the top shaft. (EDIT: Here’s a short video of what I mean)
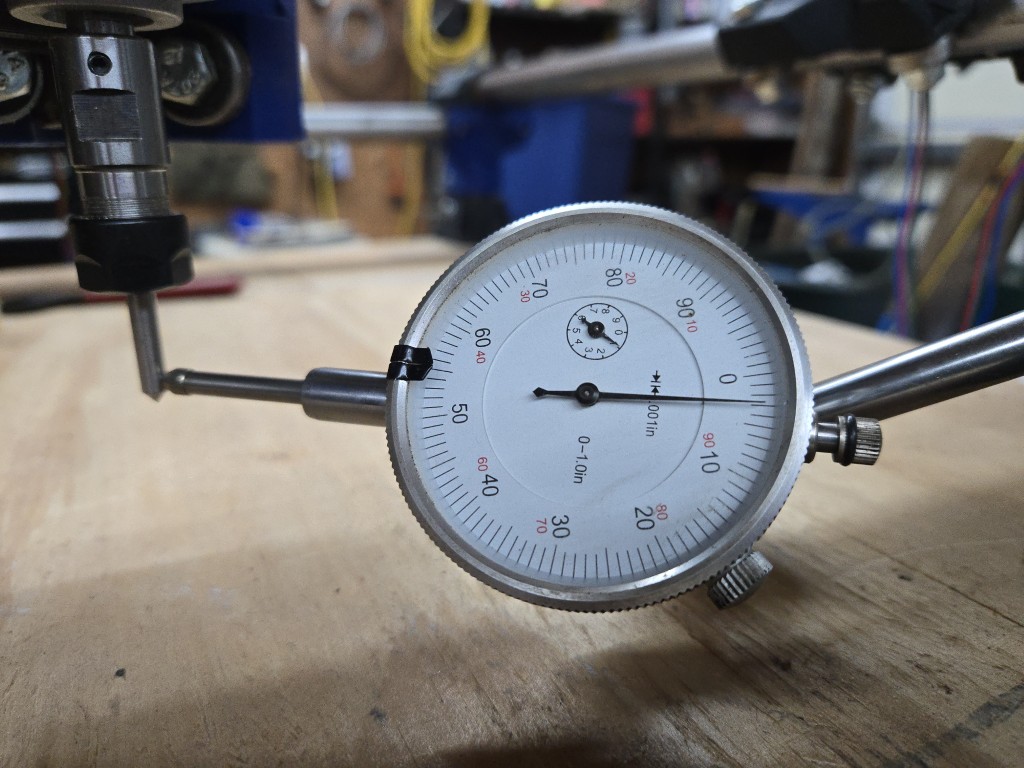
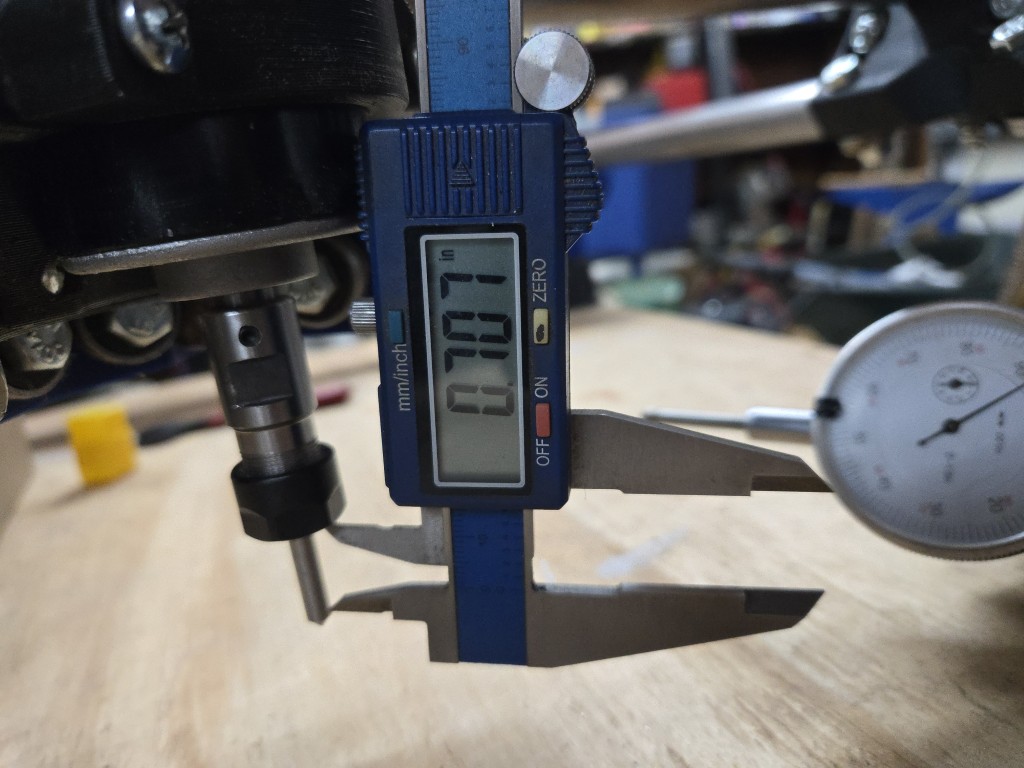
So then I chucked up a 5mm dowel pin, and extended it as far as I could, which turned out to be about 0.7". With that extension, I’m seeing about 0.00275" of total variation through a full rotation.
Is it just me, or is that really good, for a cheap DC spindle like this?
Images below for you visual types.
Plenty usable, I’d say. I think you’ll still find it’s relatively underpowered at low RPM which is really where we want to be running them unfortunately but at least that’s more of a speeds and feeds issue than a ‘why is this cutting like absolute garbage’ type issue.
Really? I thought high speed was your friend, when it came to getting a clean cut. Where’s a good place to learn about cutting parameters for these machines?
There are a ton of threads about it and a section on the docs, from memory. The high cutter speed thing is something that I thought initially, too, but it’s actually kinda backwards.
It depends a lot on your tooling but the short summary is that you want each rotation of the tool to take a big enough bite to cut and create actual chips, not dust (in the case of wood) or to not cut and rub (in the case of metal). The faster your bit is turning, the faster you need to feed into the work. Feeding faster into the work needs more force accordingly. These machines are typically rigidity limited rather than speed/force limited so the faster you feed the more deflection and the less accurate the cuts are.
That all gets worse with larger cutters, cutters that aren’t completely sharp anymore or with deflection under cutting forces, too. A larger cutter at the same speed will be clearing more material and generating much higher cutting forces. A dull cutter at the same speed will be generating more heat in the cut, have higher cutting forces and be more liable to rub instead of cutting. Deflection during the cut is the same deal.
This page has some basic numbers for various cutting materials on it, although sadly (for me) in imperial units:
So imagining a 1/4" endmill in MDF at 12k rpm, that’s 0.013" to 0.016" per ‘tooth’. Using the low end of that and imagining a 2 flute endmill, that’s 2 cuts per revolution so 0.026" feed per revolution. 12k rpm would be 312 inches per minute which is terrifyingly fast and just not remotely feasible. Drop that back to a single flute 1/8" endmill and it’s 0.004" per revolution so 48 inches per minute, which is still pretty damn quick and quite aggressive, likely too much for the machine at any reasonable depth of cut.
There are a bunch of ways to get around this issue.
One is to just move slower. You’ll be taking smaller cuts which means more cuts per amount of material removed which means more heat build up in the cut and tool because the chip evacuation is how most of the cooling in the cut happens.
Another way is to make shallower cuts. This means you’re using less of your cutting tool so it’ll wear out quicker. Doing 10 passes at 1mm depth of cut vs 1 pass at 10mm depth of cut means 10x the tool wear on the part you’re using and tool life isn’t necessarily great to begin with here.
The final way is to just slow down the spindle but that requires a spindle that will keep its torque while lower its speed. The force to make the cut stays the same (roughly speaking) so the torque needed stays the same as the speed decreases. That’s what DC motor type spindles struggle with, they tend to lose torque linearly as you turn down the speed controller because they have no RPM feedback and the lower applied voltage means the motor resistance starts to become a bigger factor limiting the input current and therefore motor torque. Trim routers are a bit better at this because they implement rpm feedback and will increase applied voltage as the motor slows down under load, although this can lead to them hunting a bit of behaving weird in some cuts, bogging at first then speeding back up then overspeeding on the exit etc. They also don’t have the widest control range, usually significantly less than 2:1 due to the nature of universal motors and the relatively rudimentary speed controllers on them.
Personally I’d hoped that we’d see more DIY CNC spindles like the one this guy made: https://www.mycncuk.com/threads/3793-Diy-brushless-spindle
But the few I’ve seen seem to be aiming more at the high rpm end of things rather than making a decent low cost lower RPM option.
Wow, fantastic explanation! Thanks so much for taking the time to put that together.
I’ll need to read it a couple more times before I absorb it all, but that gives me a good starting point. A key takeaway that I never considered is that slower motion isn’t always better. I had always assumed that just cranking up the spindle speed and pushing the axis motion slower was the cure-all for cutting issues, if you had the time to wait. I see that (as usual) there are many more factors and variables at play.
So I got my Jackpot today (yay!).
I took a stab at wiring it up, but I think I need to pause and buy some servo motor extension wires and just rewire the motors completely.
For one thing, the existing wires have more splices and joints in them than I like, and for another, the motors are wired in series. With the Jackpot, I’ll need to run each motor directly to the controller, right?
For that to work, I’ll need some longer 4-wire cabling. Does this look like the right stuff?
I’d love it to come with the flat 4-pin connector already on one end, and the JST-XH on the other, but I suppose that might be too much to wish for, considering the length required.
I’m guessing the better option is to buy a spool of the cable and a kit like this, maybe?
Hey, look at that! Ryan has everything.
I wish I had thought of this before, I would have ordered them along with the Jackpot. Paying shipping twice kinda hurts.
One thing I don’t understand about Ryan’s premade cables… how do they plug into the motors? That doesn’t look like the right plug. My motors use JST-XH plugs (white socket with retainer clip) on the motor side.