I primarily use Hatchbox PLA but I believe what I am experiencing is the same across all brands. There seems to be a clear difference between Matte PLAs and Shinny PLAs. For instance, I print with many of Hatchbox’s matte PLA colors and I have had great results and have been printing flawlessly. But then I just got a spool of their Iron Red which is shinier and it is printing terribly.
Heres the differences between the two:
Matte Colors
labeled as PLA MAT on spool
printing temp: 210-230C
I print around 220C
Shiny Colors
labeled as PLA PROFI on spool
printing temp: 190-220C
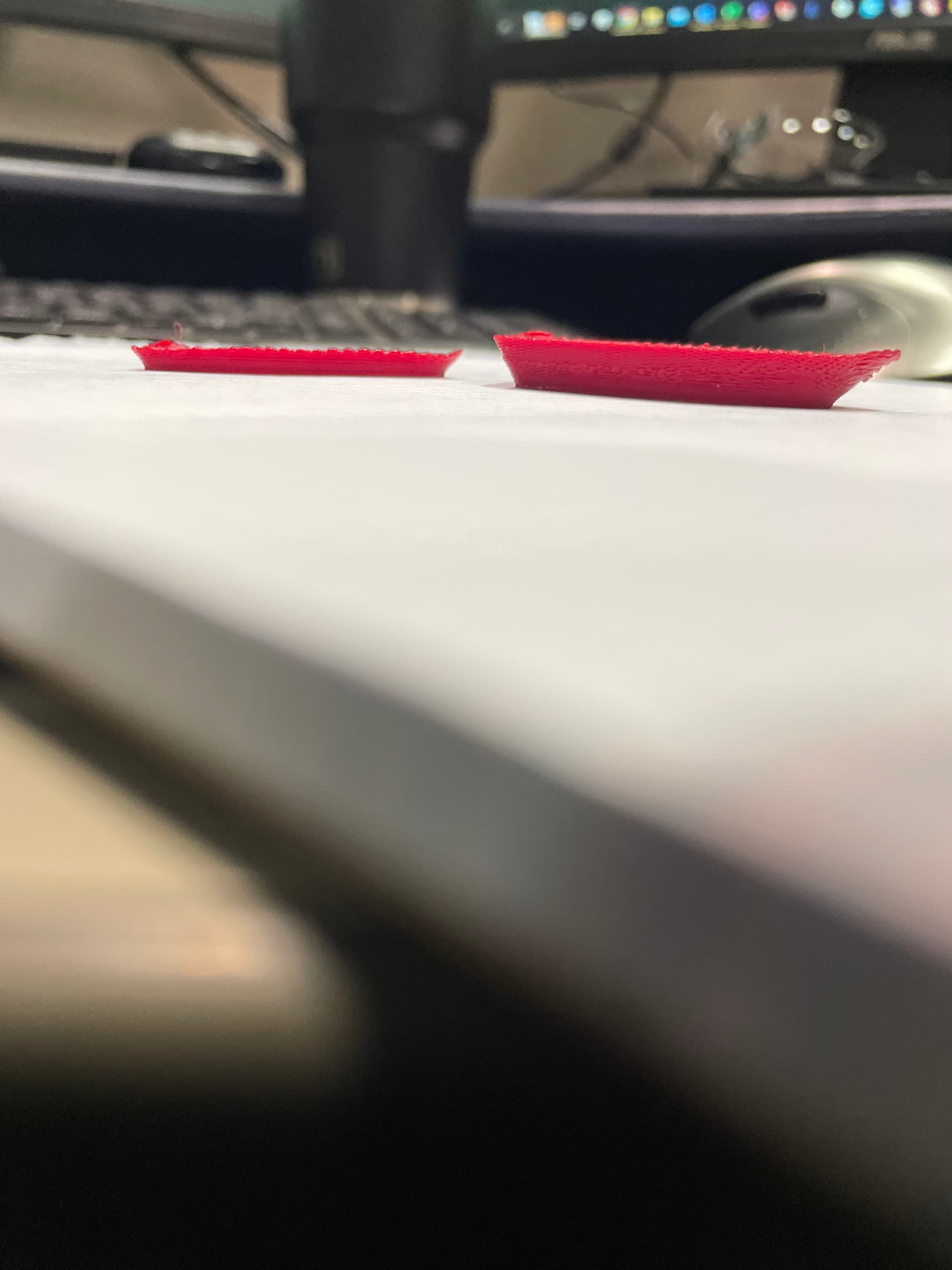
I tried printing a benchy numerous occasions at varying temperatures from 185C to 220C and got the same results every time.
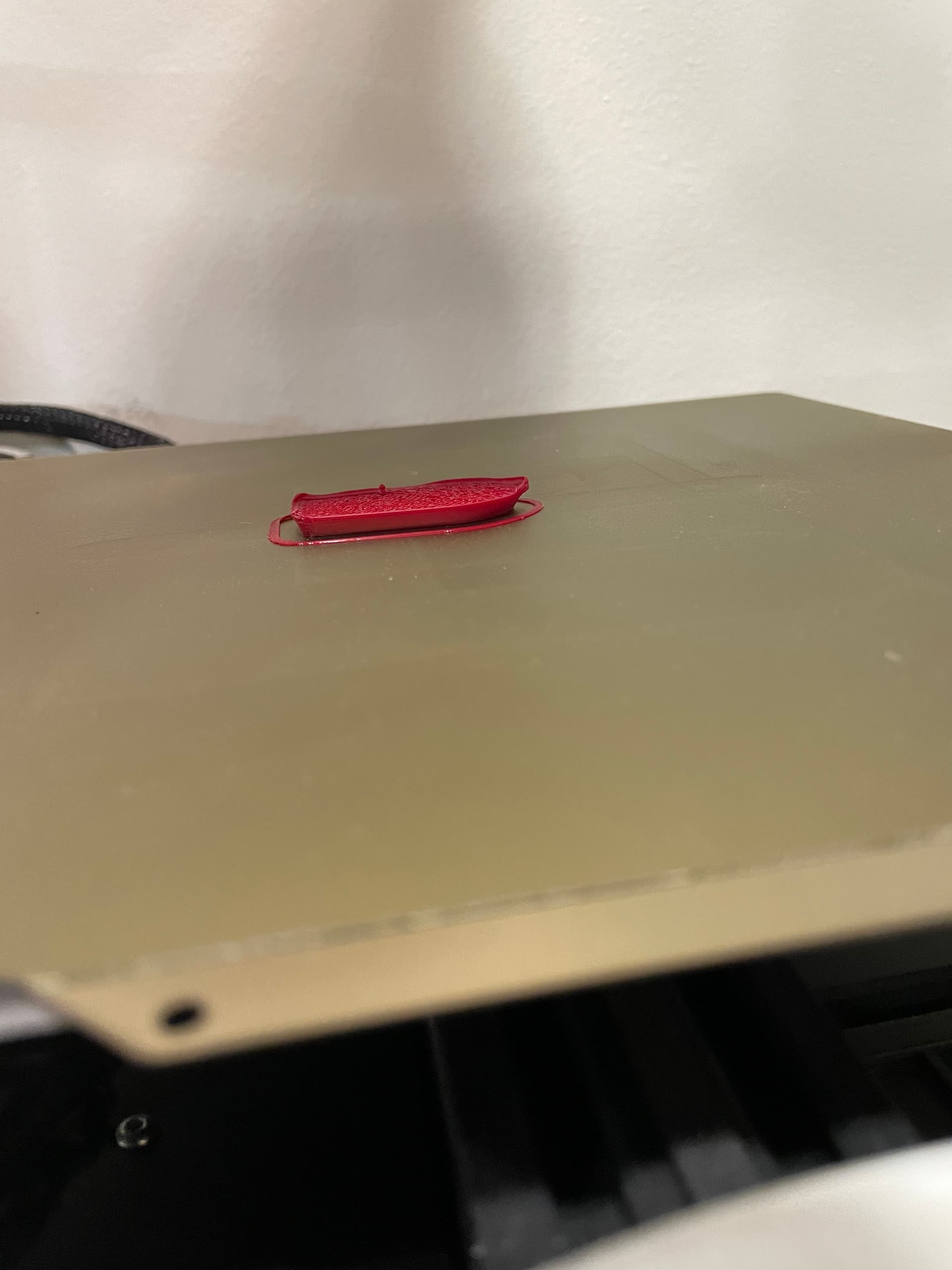
At every corner, especially at the bow of the boat, you can see where its warping up. No troubles with warping on the first layer or adhesion problems, but it seems like the temperature throughout the print is an issue.
The first picture is 190C (left) and 220C (right) on my MP3DP V4 0.5 nozzle. Same results. The second picture is 210C on my Ender 3 V2 0.4 nozzle. Same results.
I have noticed this with other shiny/glossy PLA spools so I don’t think it is just this spool. I \also don’t think it is my printing settings or cooling because I can change to a matte PLA spool and run the same code and print a great benchy.
What is the general consensus here? Is this something others deal with? I’d like to expand my variety of colors and appearances.
I don’t have the wide swath of experience that most have on this board.
I’ve been printing a lot lately with Overture Silk Purple PLA. I have not had any issues with it at all. I used black Overture PLA in the printer previously. I don’t swap filaments very often. I typically use the same filament roll until it’s empty then I switch colors.
I might get a little extra stringing from the silk colors, but that’d be it.
I also don’t print a lot, so the filament lasts me a long time.
Previously, I used Inland PLA all the time until I started having difficulties finding it (and didn’t want to drive to microcenter anymore).
Curious to hear from people with 3D experience too.
For the MP3DP with side panels already? Wondering if also mostly enclosing front and top will help reduce draft/temp-differences being a cause.
Am printing Overture Matte PLA 5 degrees hotter than regular Overture PLA. Haven’t done rigorous testing, but am getting better adhesion results. Don’t have an authoritative source to share, might have seen the idea in amzn reviews, or some rando online discussion. Notice higher temp range on the Matte PLA spool’s label too.
PLA isn’t always the same (or it would have no color or matte/shiny). So there are differences. For me, I cringe when I have to use white. It seems like they add so much of something that it just doesn’t work well.
For overhangs like that to work, you want the plastic to come out and almost immediately harden. The plastic coming out of the nozzle has to be cooler to do that. You don’t want it so cool that the extruder has trouble gripping or pushing the filament out. But it needs to be cool enough to hold its shape while it is being placed.
I also don’t give too much respect to the temperature sensor in most printers. If you change it by 5C, it will change by 4.9-5.1C. But 190C on one printer might be 205C on another. So you have to use your own printer to tune the temperature. If your experience is telling you to drop it to 175C and the PLA box says 180-215C, your experience is right.
Printing at higher temps is good for speed. But those tips and overhangs need to be cooler. Really nice fast printers use a lot of heat and a lot of part cooling for the best of both worlds.
I am using both shiny and matte HAtchbox PLA, I print them both at the same temp (for me it is 212, could be different for you). BEd temp of 60, fan 100% at layer two and up. Print speeds of 55/60, no layer faster than 15 seconds (I am probably going to raise that to 20 or more). I also print large plates or large parts. You are printing something very small, layer time and cooling are going to be critical.
Hmmm, I will it again a bit later with reducing temperature some more and increasing the minimum layer time some. Just to be sure it is cooled completely before the next layer comes around.
Same here. PLA, ABS, ASA - anything that’s white or light grey looks like garbage for me.
Matte, silk, and “shiny” have always printed at the same settings for me. Never had good luck with layer adhesion for silk though. Especially if it’s old. Used an old spool of silk white once and the you could flip through the layers like a deck of cards.
Oh man, “Silk” is the worst. You can watch it suck. Extrude some in midair and it shrinks back more than 50%. Printing with it is horrible on any small details. It only works on large parts.
I have a Prusa and run hatchbox Matte and have pretty good luck compared to other brands. The silks / shiny mats I won’t touch anymore. The seem to be so unpredictable compared to Matte or even just regular PLA. For a while I would run them as hot as recommended (225 first layer / 220 remaining) to get some success, but on larger parts they would just fail after a while. I’d rather have functional parts than shiny parts. There’s a noticeable difference on extrusion where it seems like any other PLA vs shiny seems to extrude thicker despite the same nozzle and layer setting.
PETG seems to do better for me if I need a metallic or translucent.
Can’t offer a ton of CNC help, but I’ve been 3D printing for over 10 years now. What I have figured out with the silks is, they tend to run a lil hotter than regular PLA to get better results.
Here’s my setup:
Fan off for the first 2 layers. Nozzle 220c Bed 80c
Fan comes on 50% at layer 3. Nozzle 220c Bed 80c
Fan at 100% on layer 6, Nozzle 215c Bed 60c.
I’ve never had any issues getting beautiful prints with the silks that way. But it’s definitely a completely different beast than regular PLA. Guessing whatever makes the shine makes it more temperamental.
I bet it has something to do with filament surface RA and the shiny stuff being smoother on the outside.
I didn’t realize so many ppl still use standard pla.
I thought pla+ was the norm these days.
I wonder if you scotch brite surfaced the silk if it would print like the matte.
Does anyone have a microscope and some filament handy.
I haven’t printed in PLA+ yet, thanks to my wife always keeping me stocked with $4 spools of random PLA from the local discount stores. I have observed that silk pla seems to have a very high surface tension compared to regular PLA… when I manually prime it doesn’t drizzle off like other PLA, instead it tends to form a ball on the tip. This also makes it behave a little different than regular PLA when it comes to bridging and overhangs… but outside of those small tuning changes I haven’t had anything I’d say was an issue that sticks out with silk vs normal.
WRT variable temps between printers… it’s not so bad if you use a pt100 sensor, especially 3 or 4 wire type. Those essentially don’t need calibration to measure correctly.