I have been watching the development of the Lowrider since the first gen was released some years ago. I always told myself that if I purchased a new 3d printer, the first major prints would be Lowrider parts. Well, I got a new printer around the same time as the LR4 was released and dove right in.
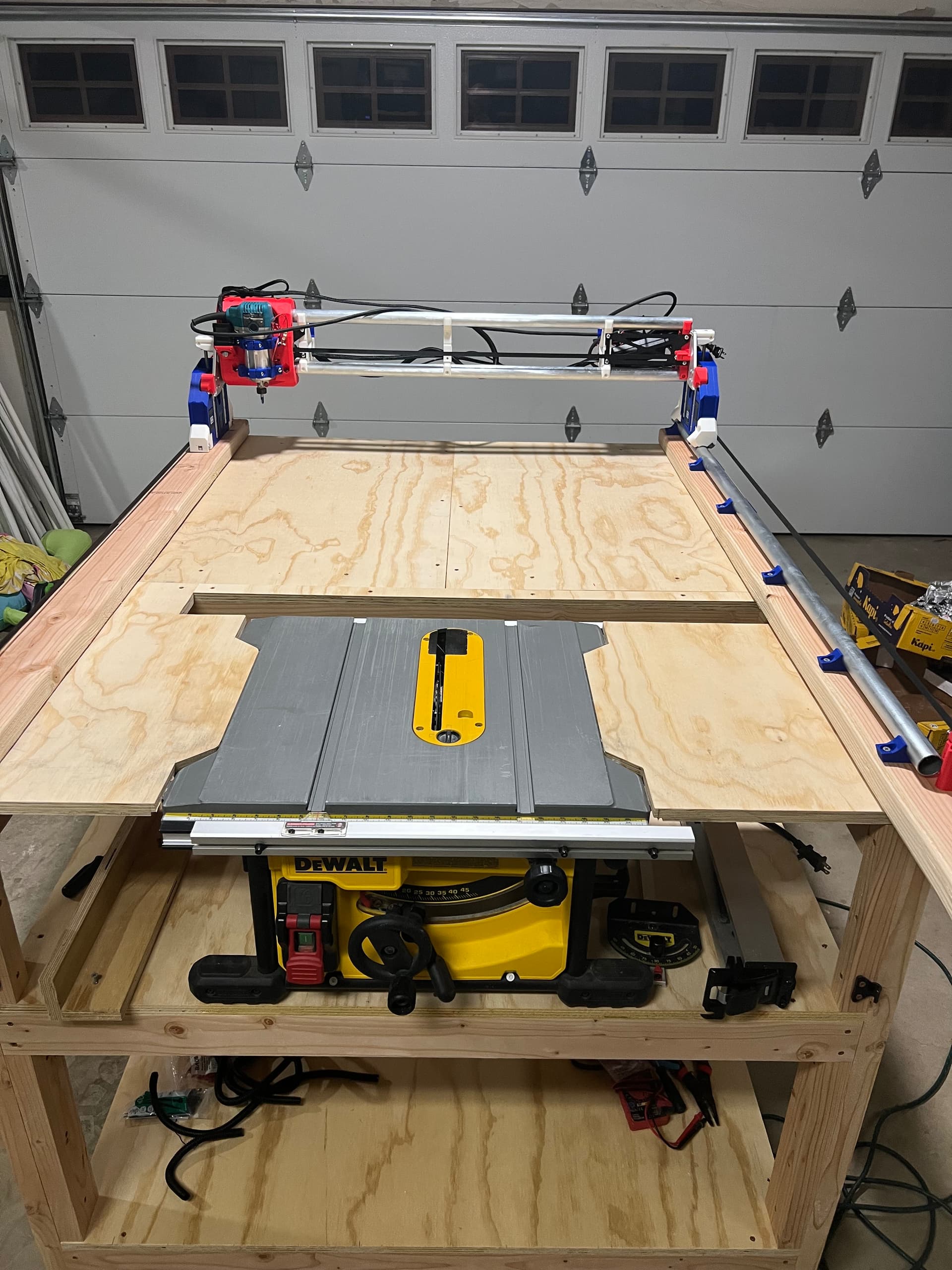
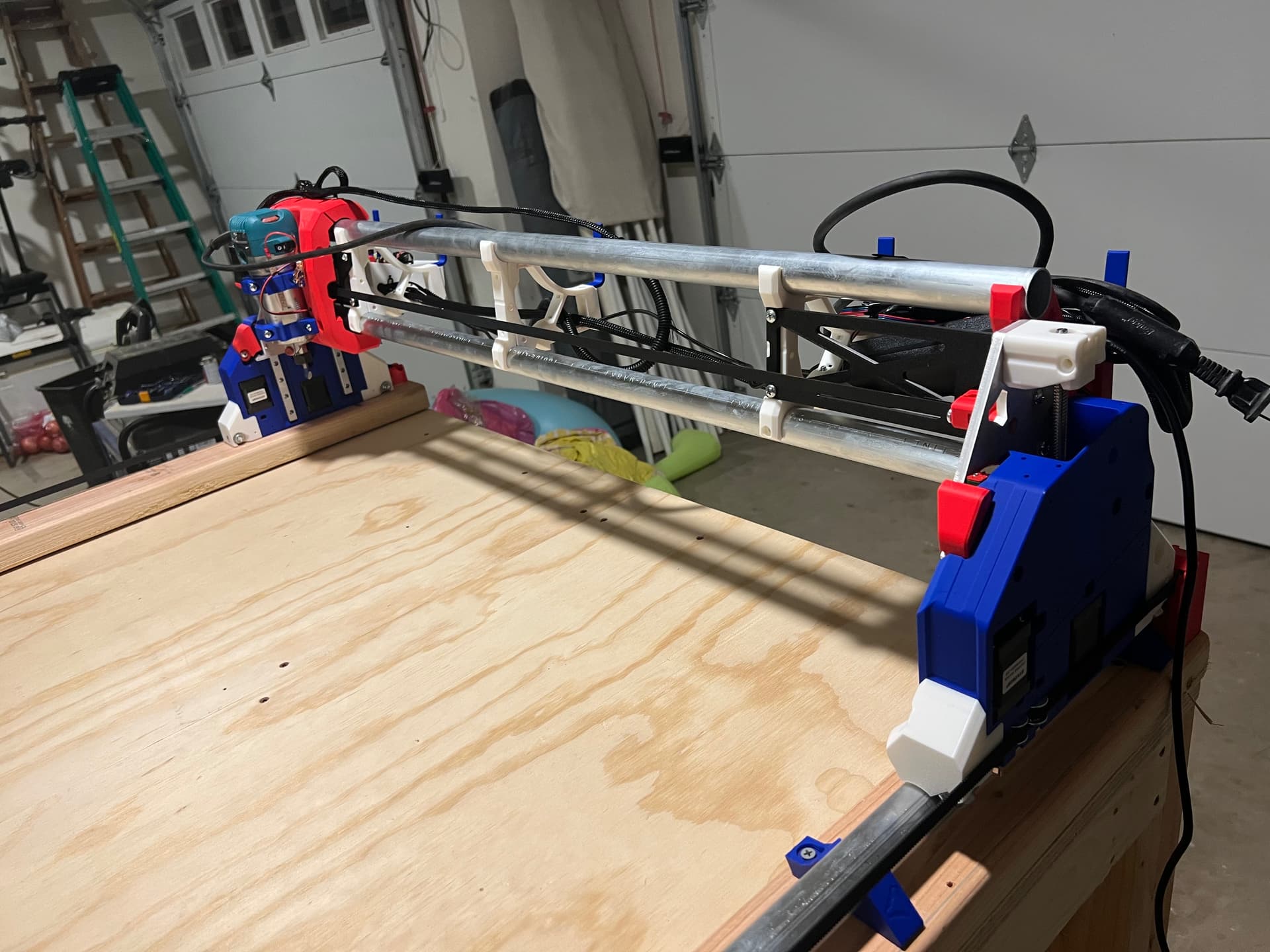
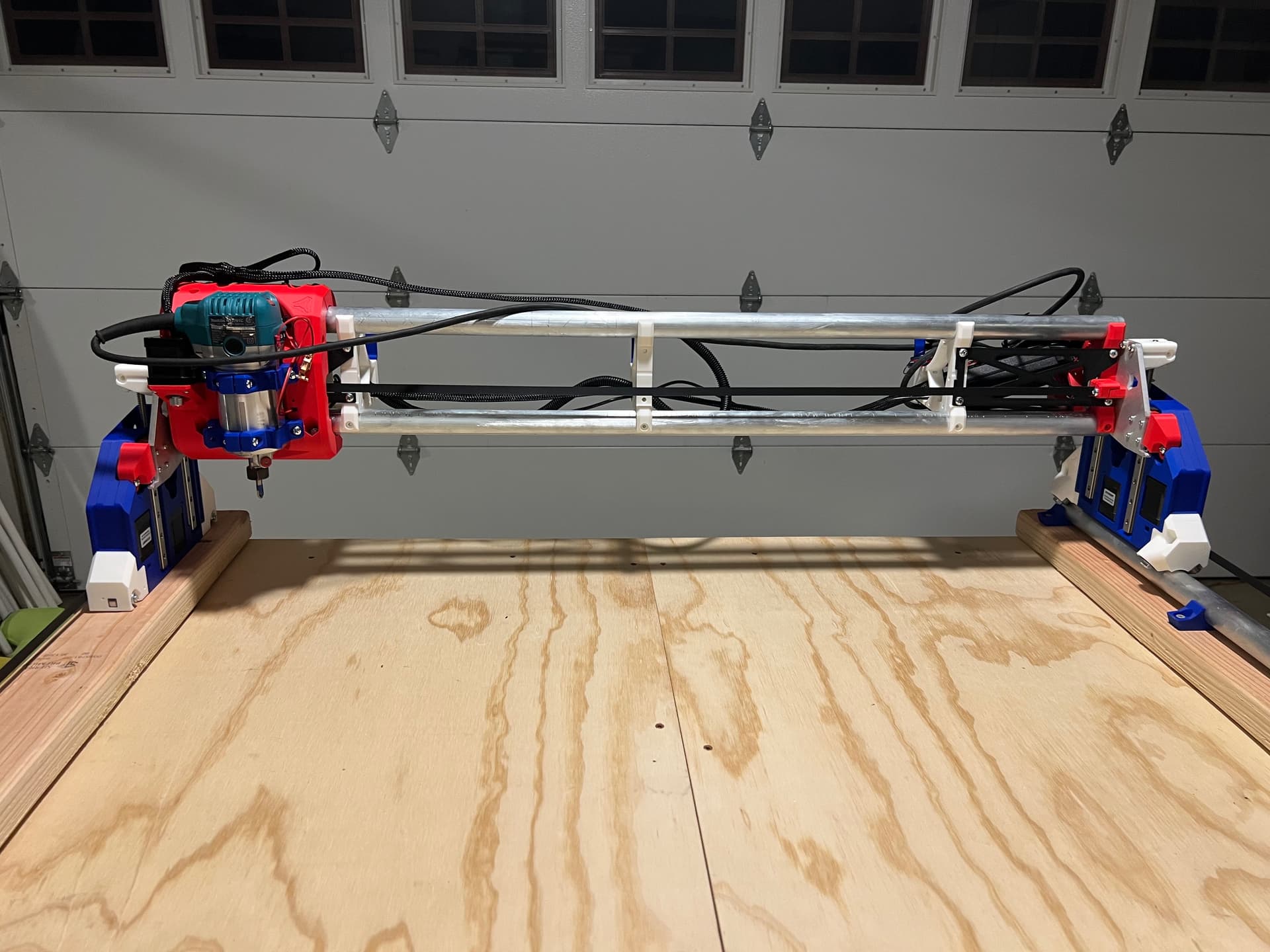
I’ve never taken on a project like this and my understanding of mechanical things is extremely limited. But I made it through the build process by following the instructions and my LR4 moves up and down the table using the Jackpot CNC. Time square and then cut some strut plates!
But now I’m confused. I am trying to follow the instructions for “homing” the machine to 0, 0, 0 so I can begin the process of squaring it up. But where is 0,0,0 supposed to be?
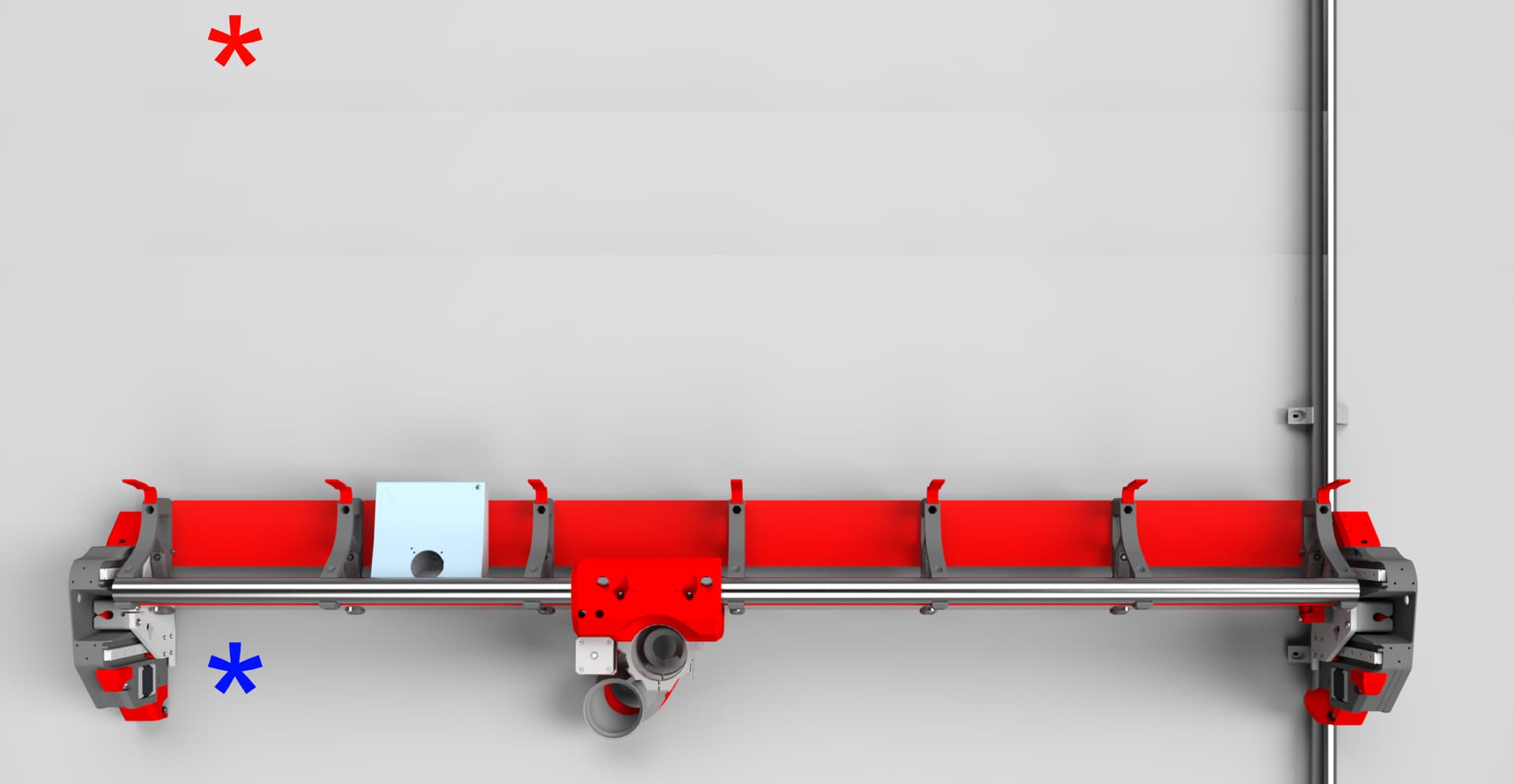
In the above photo, is the home position (0,0,0) supposed to be at the blue asterisk or the red? In other words, is it supposed to be at y-min, x-min, and the highest point on the z-axis? Or is it supposed to be somewhere else? I suppose one of the reason’s I need to know this is so I can confirm that none of my connections to the Jackpot are backwards and everything moves the right way.
Once I figure out where home is supposed to be, do I just manually move the machine to the other 3 extreme corners to make marks and measure for square?
Once the machine is squared, and it send it to its home position, what’s the process for using the touch plate to mark the top of my material so I can start cutting some strut plates?
Sorry for the series of questions. I’m excited to learn, but I think I’m feeling similar to other n00bs on the forum who just don’t know what the next step is.
Appreciate any help!