V1E.com Forum
NEW IDEA — for LR3's with superstrut — long belt (usually Y) housed *inside* the strut
LowRider CNC
Hardware Development
DougJoseph
(Doug Joseph (design8studio))
March 13, 2023, 9:04am
37
@Darwin
: OK, I got the mod (that was mentioned above) posted on Printables!
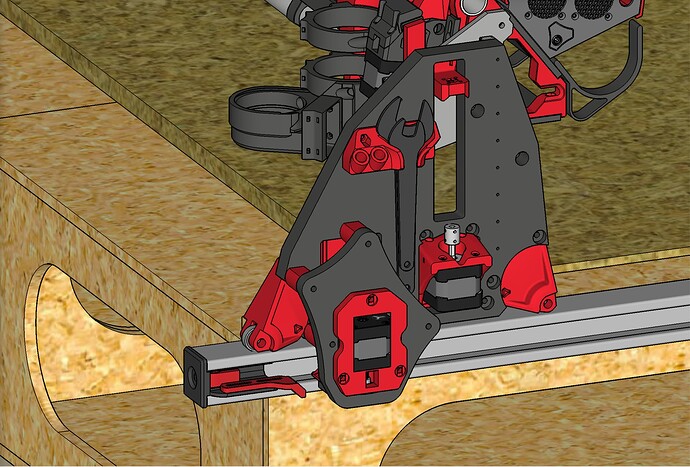
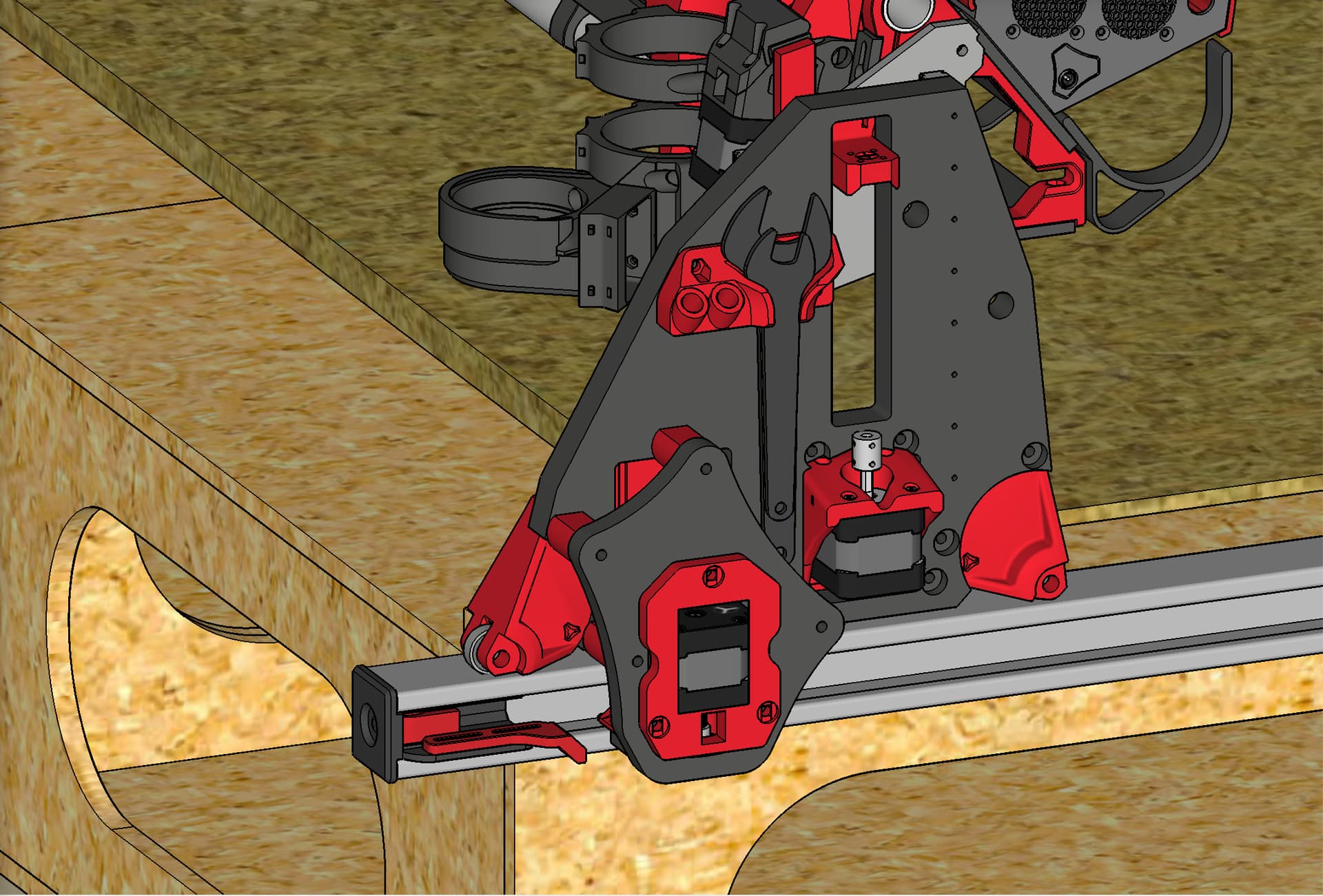
LowRider 3 CNC mod: HIDE / PROTECT one of the Y AXIS BELTS inside metal strut / unistrut / superstrut) (v1.0)
03. Overview
1920×1301 268 KB
1 Like
LowRider 3 CNC mod: HIDE / PROTECT either of the Y AXIS BELTS inside metal strut / unistrut / superstrut) (v1.0)
show post in topic