I tightened up most things I could yesterday, including loctite-ting the screws holding the Z-rails and bearing blocks, all is working well, and better than it was before.
The surviving bit is a Single flute 1/8" Carbide from the V1 Store, which I was running at 600mm/m - It doesn’t sound great when cutting, so I think I will take your guys advice and replace it with one from the local machinery shop.
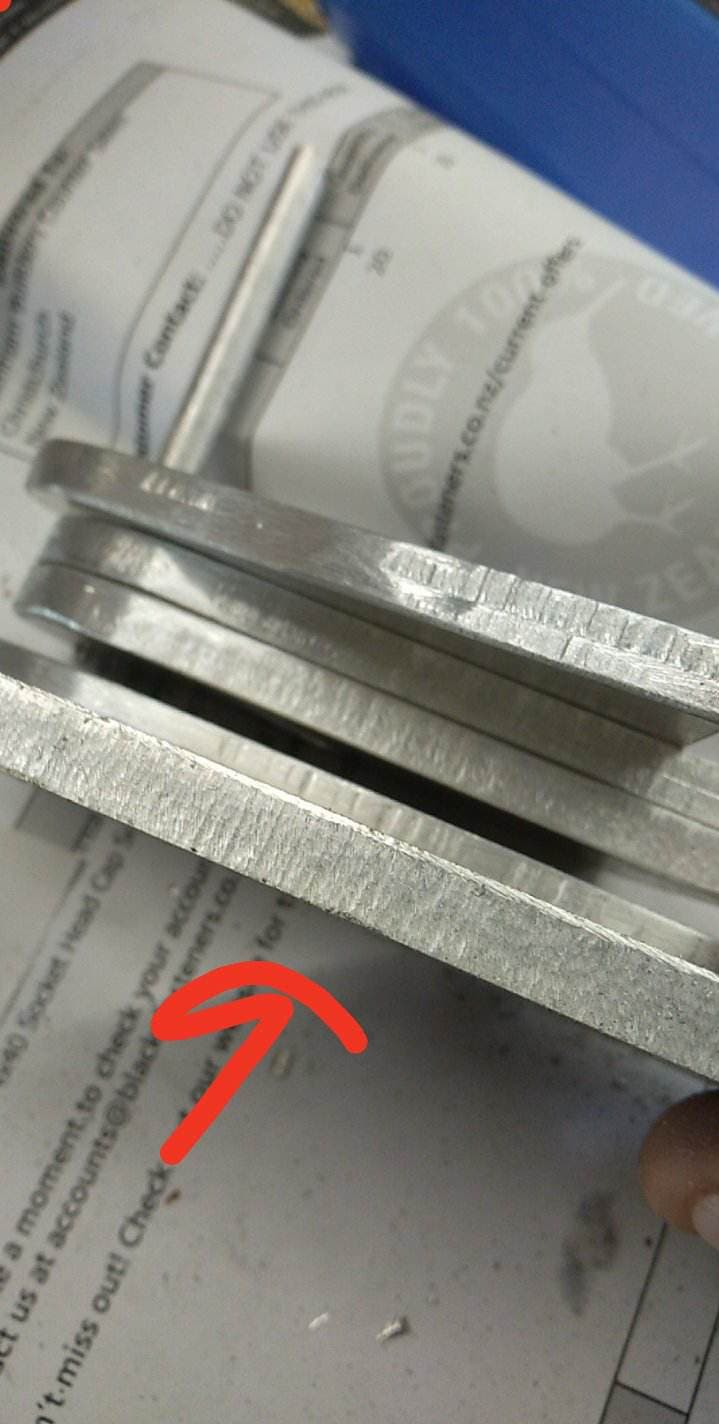
The bottom plate is the surface finish after tightening up the rails and Z bearings, which I’m reasonably happy with, the only issue was that I placed the part too closely to the previous parts I had cut, and it did a little bit of an overcut when it hit the material again
It might be time to start looking into a feeds and speeds calculator.
Thanks again Alex for making this design available, aluminum has always felt a little daunting, and this machine is giving me a lot of confidence to get my head around it.
Pssh! Half the problem is my spindle control…ESTLCam has been sending M3 S24000 which for some reason makes the spindle run at 3/4 speed, M3 S255 makes it run at 100%!
I do believe that it is a scale from 0-255 for the pwm output, so your S24000 turns in to S240 or 94% speed (or however your vfd interprets it). I still do manual spindle control, for some reason I just like it simple that way lol.
Yeah, I found it as a setting in Marlin, I had the laser output set to 255, I’ve changed it to RPM output and it seems to be working.
I did need to change the settings in the VFD to lower the input max threshold to get it to output 400hz (from 1023 to 999-ish)
Long story short, I think i would have preferred to keep the manual control, I like the auto on/off, but the speed control may leave a little to be desired.
I don’t imagine I would be lowering the speed while cutting aluminum, especially since it seems to lose quite a bit of power
1/4" bits I drop down to about 21,000 rpm (roughly 360hz output from the vfd) in aluminum, 1/8" I go full 24,000rpm. I have yet to have my 800w spindle or vfd complain about the load.
I hastily ordered a bunch of aliexpress bits, I was holding out for one to break before they arrived so I could purchase a decent bit, but that never happened.
I’ve just finished mine, but it seams that the motors haven’t got enough current. They skip steps as soon as I touch them. I’m running ramps and high torque nema 17, the pots are setup correctly, what can I do?
Steppers almost never fail (really rare, to the point where it is never). And the way they do won’t leave you with a mostly working system like that.
The drivers and ramps can fail in several spectacular ways. But they don’t usually work so well when they fail.
It could be your power supply. Check the voltage going into the ramps while all the motors are engaged. Larger wires to the steppers could help. A 24V PSU would help, but the ramps needs an upgrade to accept it.
I don’t know the brutus well. Is it belt driven with a 16T pulley? 100 steps per mm? Steppers lose torque at higher rpms. Especially with 12V PSU.
The white belts are usually steel reinforced, which fatigue harden around these pulleys and will start to stretch. Replace them with fiberglass ones as soon as you can (or before you do any cutting).
Are your steppers getting warm? At 0.86V, they should be getting a little warm. Only one motor per driver?
The video definitely looks like you are skipping steps. It isn’t clear how much force you are putting in, but it looks like it is too little. There is probably some analytic way to get a good measurement. I have tied a string to my gantry and hung a weight off the side. The milling forces should be pretty small. If it can lift 5kg, it should be strong enough for milling. It will never be infinite.
A common problem is loose grub screws, but it usually doesn’t make that noise.
If your current is too high, the steppers will heat up enough to make the plastic soft. Or the drivers will get so hot they will turn off. The off drivers usually look like they are disabled for 30s while they cool off.
Guess I had not yet watched the video, it sure looks like the steppers are skipping on the belt, That belt is really jumping when that noise is heard. Please check tension and also try to stop the carriage and watch. If I am correct, you will find you stepper is spinning and eating your belt. The steppers losing steps I am not sure that belt would jump like that would it @jeffeb3 ?
Stepper motors move from different positions like:
ABCDABCDABCD
If you skip steps, instead of going from B to the next ‘C’, you jump backward to the previous 1-2x ‘C’. The jump is with no acceleration and as fast as possible.
That can really make the belts vibrate. I would not count out skipping steps because of the belt wiggle. It also sounds just like skipped steps to me.