This is a relatively new build and after some testing and playing around I did a first project in 3.6 mm multiplex.
The first parts fit great, but took long to make. Still using 15 or 20 mm\s feed rate and 1 mm DOC.
So decided to speed things up for the next parts with a single pass at full depth instead of the 4 passes I started with.
That didn’t workout at all. Parts were undersize by more than a mm and edges were not clean/straight.
I went over the whole machine and found some play and I think I messed things up a little trying to fix that.
Today I rebuild the core with new clamps and followed the instruction to do it right. Now I can’t feel any play and things feel solid.
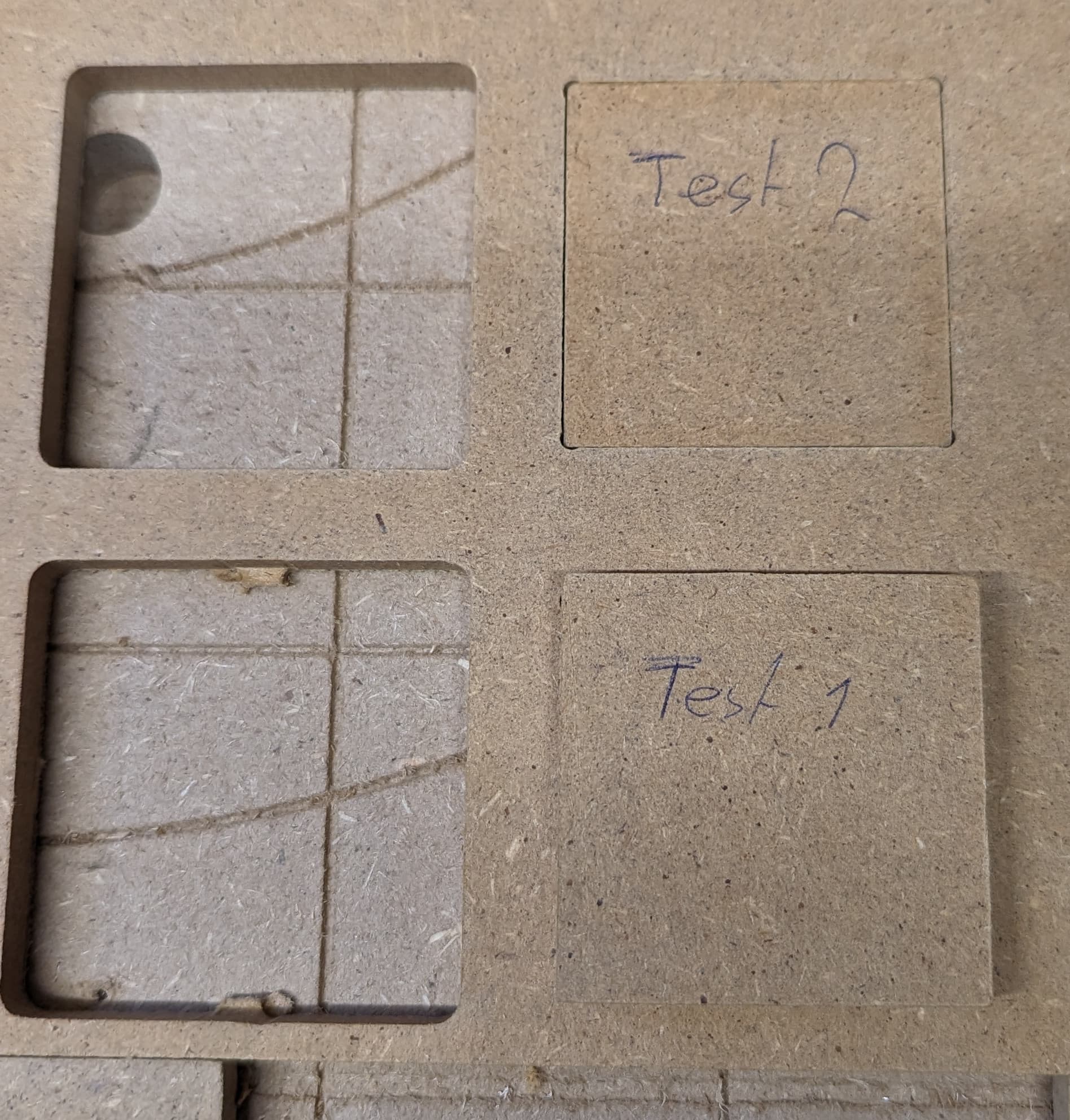
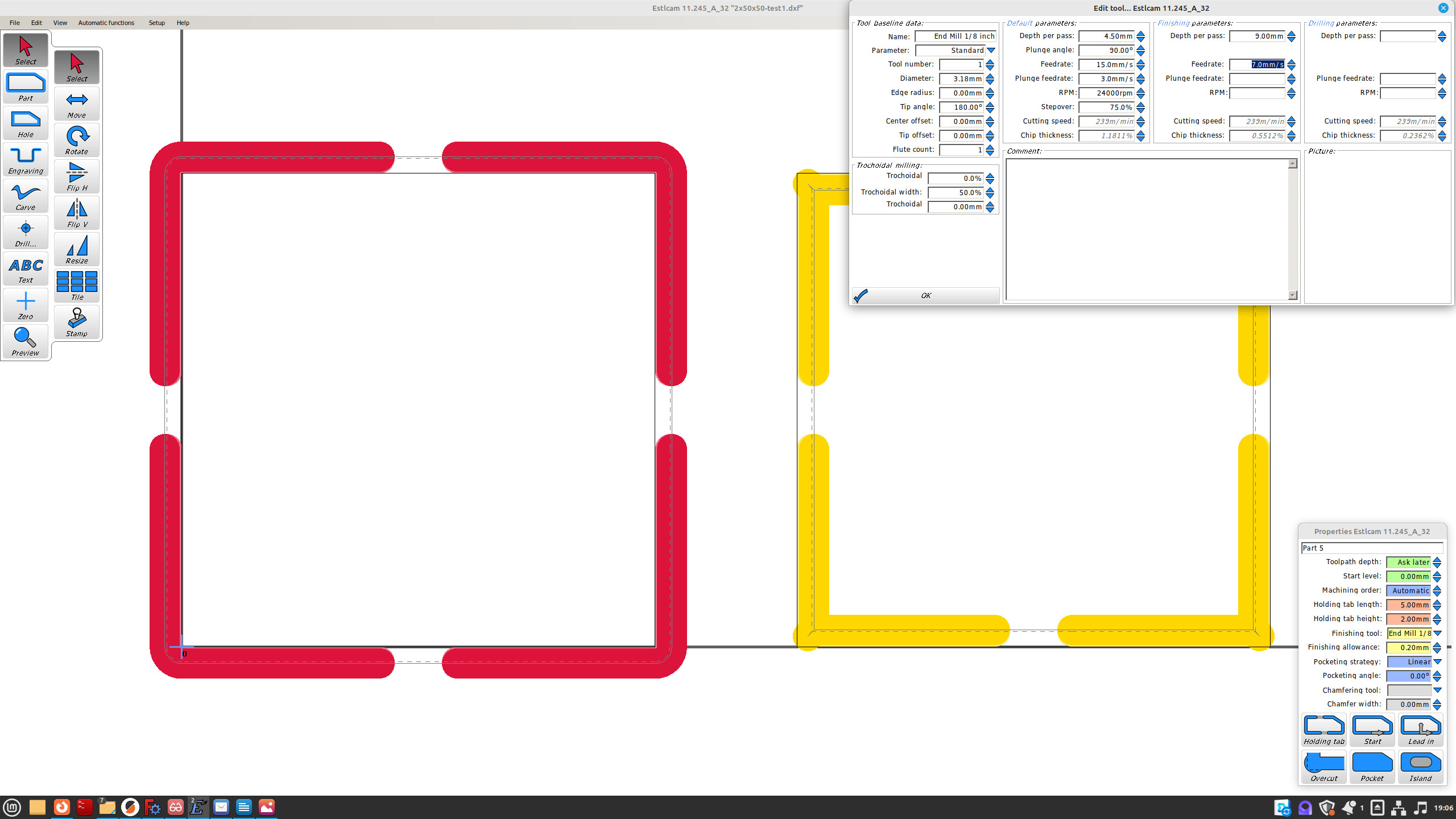
Now I did a new test in 8 mm MDF. Made a dxf with 2 50x50 mm squares. Cut one as a part and one as a hole. If thing go right that part should fit in the hole, or at least be close.
Test 1 with 4 mm DOC and finishing pass with 0.5 mm finishing allowance didn’t fit.
The part is oversized and the hole undersized. Both by around 0.2-0.3 mm.
Test 2 with 1 mm DOC and no finishing pass was good. Exactly square and fit in the hole.(maybe it shouldn’t fit if they are exactly the same size)
Did more tests with 0.3 and 0.2 mm finishing allowance. With 0.2 mm the part fits the hole with a little force. But the the part and de hole are not cut straight and the overcut to remove the inner corners in the hole are not done right.
Looks like flex in the machine or the bit to me. Used a 1/8 single flute upcut bit for all tests with the spindle at max (12000 rpm?)
Am I expecting to much form the MPCNC? At the moment I can make good parts but it takes a long time to make them.
Are there other things I can check or try?
Thanks,
Rob.
Picture of the parts from test 1 and 2 in or on their hole.
Also here are some of the specs of my MPCNC:
MPCNC Primo
x=675 y=600 z=81
V1CNC_Ramps_Dual-2.1.1 firmware
Mega 2560 R3
Ramps 1.4
55 mm 500 watt brushless spindle.
No. Not really. I don’t have the tools to check. I will get does at work in a few days.
As far as I can check now there isn’t anything obviously wrong with the spindle.
Spindle runout is one thing. Some of the cheaper ones aren’t great in that regard, but there are more basic things to check.
Are you sure you have bearing contact with the rails on all bearings on the core clamps? If these have even a small amount of play, it can let the spindle wobble.
Do you have good bearing contact on all of the Z axis bearings? Again a little play goes a ling way here.
Do you have anything pulling on the Z tower at all? The top if the Z tower, where the motor is has a lot of leverage.against the core, which can and will cause wobble. Ryan has been knkwn to advise that nothing be attached here, even cable chains. (The Z motor wires are unavoidable though.) On my Primo, I have the cable chain atrached to the core itself, not the Z tower for this reason.
Weird to ask, but are the spindle mounts tight? Not overtight, but enough that it’s firm.
With all of these, it is really easy to overtighten things, which results in cracked plastic, therefore looseness, so you need to be careful, but I have found places where you can get an air gap in the bearings, which makes things less accurate than they might otherwise be. Light finger pressure on the top of the Z tower in various directions can tell you a lot about where your machine will flex. Any “clicking” noise with that pressure means a bearing somewhere is loose.
Edit: and how much Z travel do you have? The more you have, the greater the leverage the bit has to make the core flex.
Rechecked those and looks good to me. That is where I had problems before and why I printed new clamps.
I thought those were fine too. But after removing the spindle and spindle mounts one of the lower inner bearings didn’t make good contact. I didn’t notice that with just wiggling the Z tower. It took some force to see the movement.
Yep. The cable chain is attached to the top of the Z tower. Already redesigning that. How did you attach it to the core? I’m thinking about using the extra holes in the core clamps but not sure if that is a great solution.
Removed the spindle and clamps to get to the bearings. But didn’t see or feel anything wrong there before I did.
Z travel is the default 81 mm from the calculator. Just added 18 mm to the legs to compensate for the thickness of the spoilboard.
Testing has to wait a little for me. Just managed to fry my ramps board trying to measure the signal from an endstop. The quick test I did this afternoon looked only a little better. Still some more to do.
I already had a Tinybee on order, but it will take a few days to get it up and running on FluidNC.
I got it running again. Plenty of things to tidy up and setup, but it is cutting again.
Went over the core again and there were 2 bearings that could be a little tighter.
With the latest fixes and the ones before that there really isn’t that much difference to the quality of the cuts between now and before I posted here.
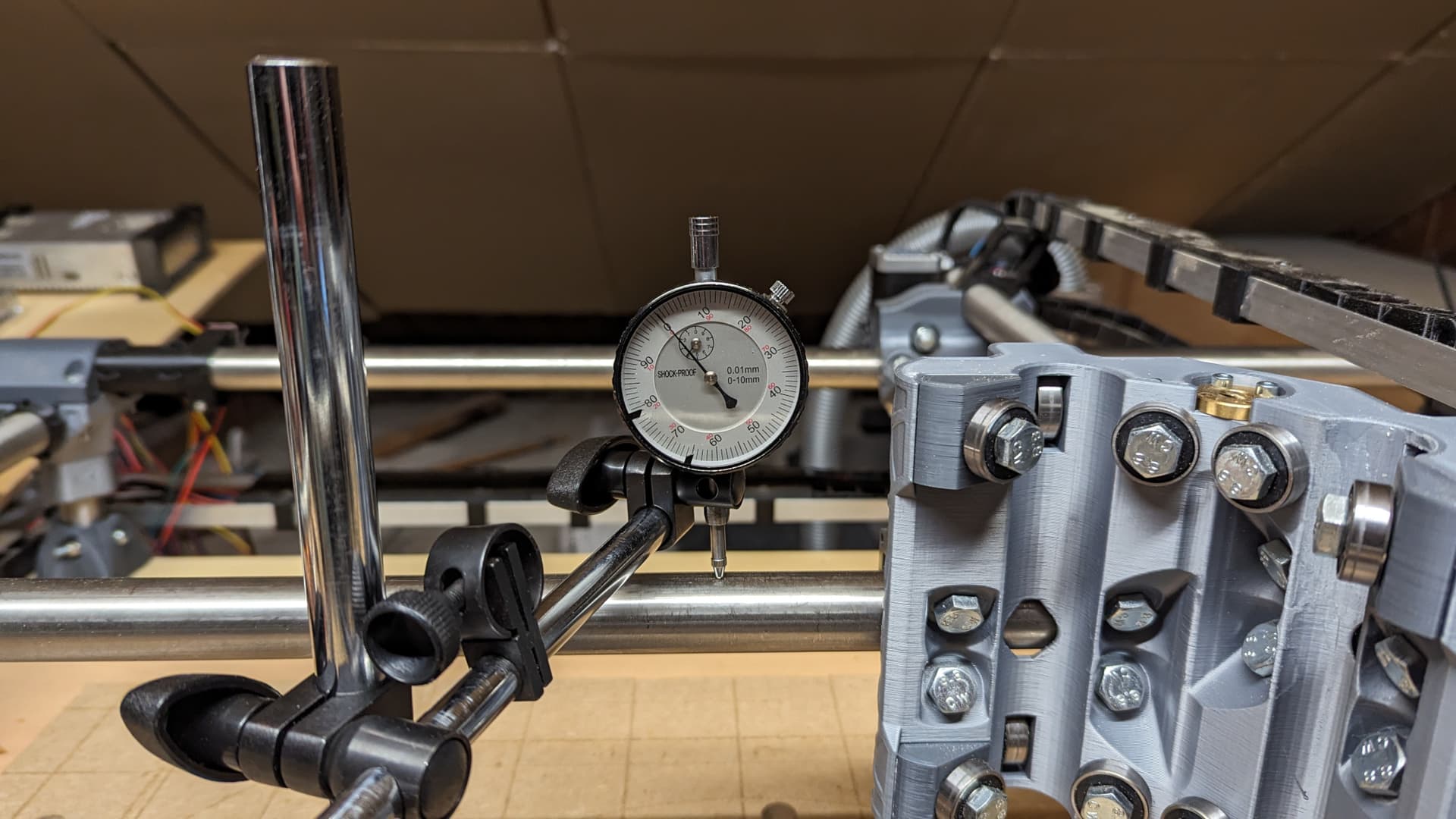
I checked the runout and play on the spindle. No play that I can measure and runout measured on the shank of the endmill is a little over 0.01 mm. Would have expected more on a cheap spindle.
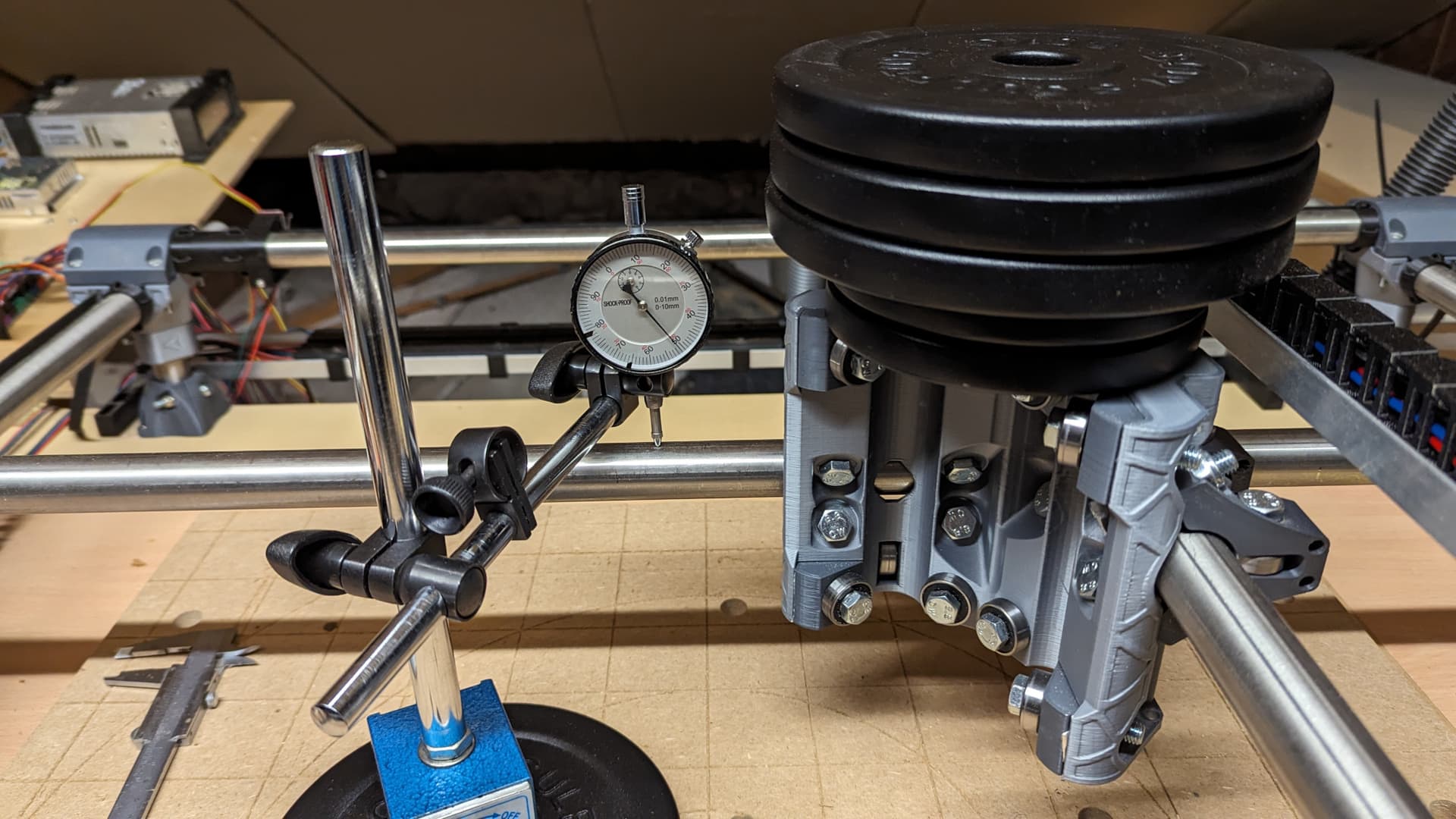
I’m now going around the MPCNC to check for other movement of flex.
I was bit worried that the length of the tube would cause this problem.
I took the z axis out and measured the flex on the X tube (the longest axis) with 10 kg placed on the core. Just 0.5 mm of flex isn’t bad I guess.
Can’t find anything really wring with the MPCNC. There is some movement but that is to be expected with moving parts.
Nothing more than 0.01-0.02 mm
For example: The trucks on the rails can move a little along the rails with the steppermotors powered. But only somewhere between 0.01-0.02 mm again. And when I stick an allenwrench in the setscrew in the pulley (to use as a dail/pointer) I can see that the movement is in the steppermotor. With the 1/16 microstepping that I use that is around what one microstep is. I have to use a lot more force to make it skip steps.
Would 1/32 microstepping make a difference here? But even if it does I can’t see how this would make a part 1 mm over or undersize with higher DOC’s.
For testing I have taken the cablechain and vacuumhose off.
No. The full steps send all current to one coil and none to the other. A 1/2 step sends cos(45) to one coil and sin(45) to the other (both are around 52% of max). When 1/2 stepping, the next step is 1,0. Then back to (.52,.52), etc. The numbers are hard for humans when you get down to 1/16 or 1/32, but half of the positions for 1/32 are the same as 1/16. The new positions are in between the other ones.
The whole thing is just trying to encourage the stepper to sit in a slightly different position between steps. You won’t actually get 1/32 accuracy unless you have zero load.
And, you are right that 0.02mm is not causing your 1mm of error.
Have you measured backlash? Does the machine go to the same position if you drive it from the left or right without load? If you have room in your dial indicator, try moving 10mm right and back, then 10mm left and back. Jaime has a test pattern generator that draws a ruler from both directions with a pen too.
Try doing your finish pass with step downs instead of full DOC if accuracy is your primary concern, also use the shortest bit you can get away with (eg, if you are cutting 1/8" material, use a bit with a 1/4" doc at most).
I have tried that. And always back to the same stop within 0.01-0.02 mm.
I will have a look at drawing that ruler. I doubt that will show an error as the machine is accurate under low loads. But I’m running out of ideas myself, so will try that.
No play on the spindle and hardly any runout. (a little over 0.01 mm)
I use this spindle mount posted by V1 Engineering. It feels solid to me. I can’t see any movement Printed it with 3 perimeters with a 0.6 mm nozzle and matching top and bottom layers.
At the moment I one have one type of bit. I will get different ones when I get the hang of this milling or when I feel I need some thing different.
I can do accurate cuts, even without finishing passes. But that would limit the DOC to 1-1.5 mm. That will take a long time to make some parts.
I started this topic because when I tried increasing the DOC the accuracy suffered a lot. There are plenty of videos around that show the MPCNC do really hard work.
Ryan has posted a few. I’m sure he has tuned it a lot to get that far and his MPCNC isn’t a big as mine.
I just want to figure out what causes mine to get inaccurate that quickly.
Just rebuild and adjusted the core again. Reprinted it because I worried I had messed to original one up a bit when trying to get the play out of that one. Haven’t had time to test .
I did a test cut again to make a video. I will try to post that here or at least part of it.
But I can post a small gif I made of the flex that I see now. There is no play in any of the bearings, but there is some movement somewhere.
With the X or Y close to the min or max there is much less. But the more I go towards the middle of one of the axis that is much more.
That makes me thing it is flex in the longer rails anyway. Those are 25 mm RVS with 2.5 mm wall thickness. The gantry x rail is 945 mm.
It looks really bad in the gif, but the is a 1/8 bit and it took quite a bit of force to move it that much. And with the camera really close.
I’m printing new feel and going to rebuild it on the spoilboard.
That way I don’t have to take the original feet off and can I easily put it back to the larger size.
Building it on the spoilboard will give a small machine with a workspace of 320x320 mm.
That way I will know for sure if the large build is the problem.
Looking at your video, something is loose, bearings not touching etc… i didn’t see if you mentioned the size rails you’re running. Check that all your bearings are touching the rails and pay close attention to the z rail bearings. My lower ones love to loosen up from time to time.
I want to say that that is not te problem. But as I can’t find a clear problem myself, I will have a look again.
Maybe that video wasn’t the best to post. It looks much worse than it really is.
I have now rebuild it with a 30x30 cm workspace. I’m going to do some test cuts this evening. But when I try to flex it by hand, it looks like not much has changed.
I can see some flex between the core and the core clamps. To me it looks like the bolts that go through the core, bearings and core clamps should be much tighter. But I don’t want to mess up the PLA parts (again)