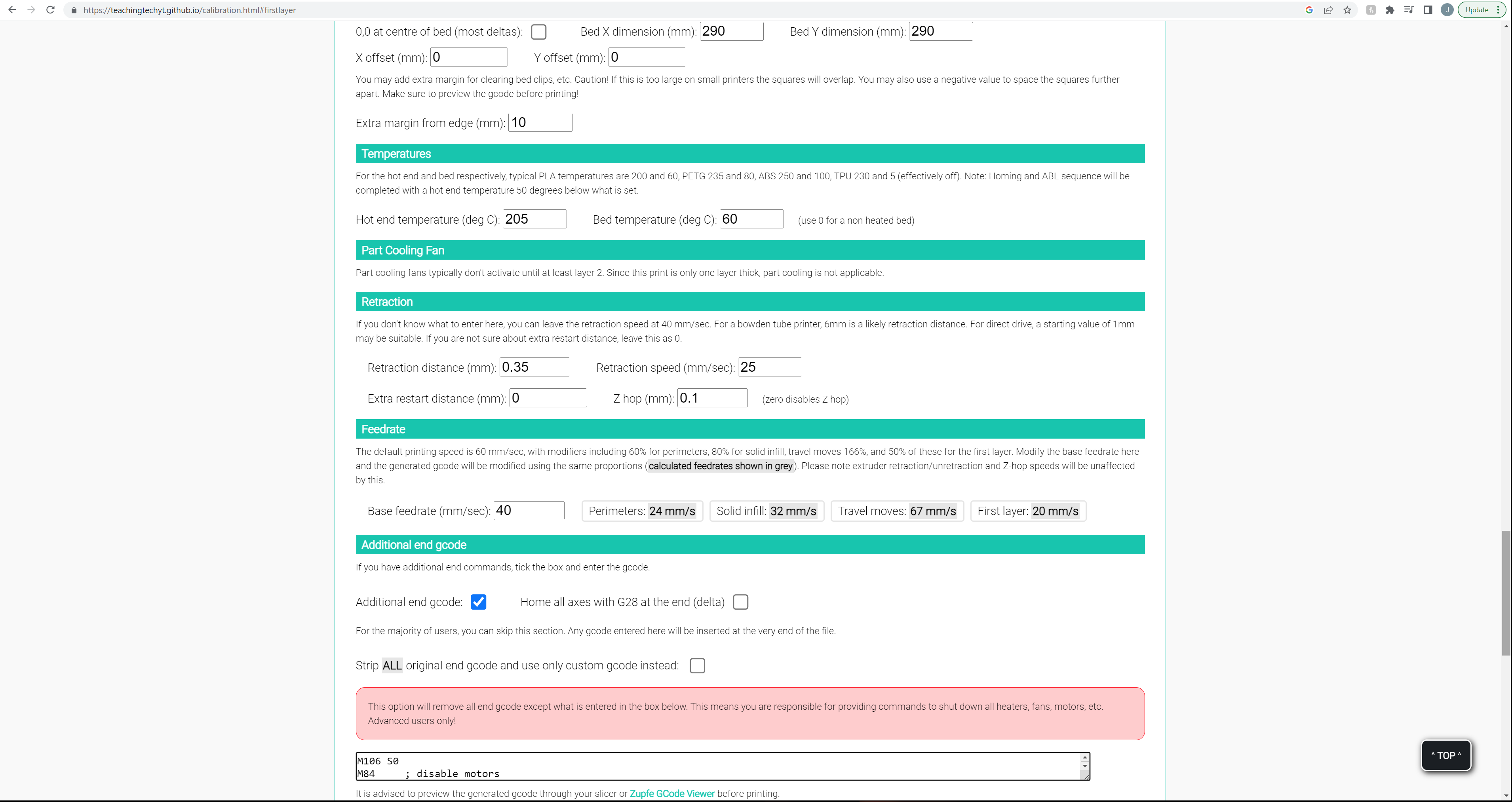
Oh. Wow. 205 shouldn’t be an issue. I typically print pla at 210. It wasn’t until I got closer to 230 that my pla started to burn.
Do you have a way of double checking the hot end temp?
Oh. Wow. 205 shouldn’t be an issue. I typically print pla at 210. It wasn’t until I got closer to 230 that my pla started to burn.
Do you have a way of double checking the hot end temp?
I have a fluke Temp Gun. Was planning on using that to see what the bed actually is when it says its at 60°
I’m at 213 and inching higher as I print faster, each extruder will be different though.
Temp towers are also a really good test print.
I tried running thought teaching techs stuff after first finishing the printer and couldn’t make it though any of his test. But I could print your parts just fine. That’s when I realized I had the belt too short and ordered more. I have rebelted it now but I was so discouraged from his test last time that I didn’t even try them just went straight to printing. I know I know I need to do them and find the issues. After this filament is dry I will set it up and start on them. If it wont annoy everyone I will post pics of the settings from his website, the gcode and pics of each outcome. Then we can all know what’s going on.
Heck yeah, I want to follow along. I do not feel you need every single test, but do the ones you feel are right. I know I usually skip the first wall thickness one.
Awesome! Thank you so much for everything. You and everyone else here have been a MAJOR help with this.
Ok just got home from the Rodeo with the Family. Going to try one test before I call it a night…
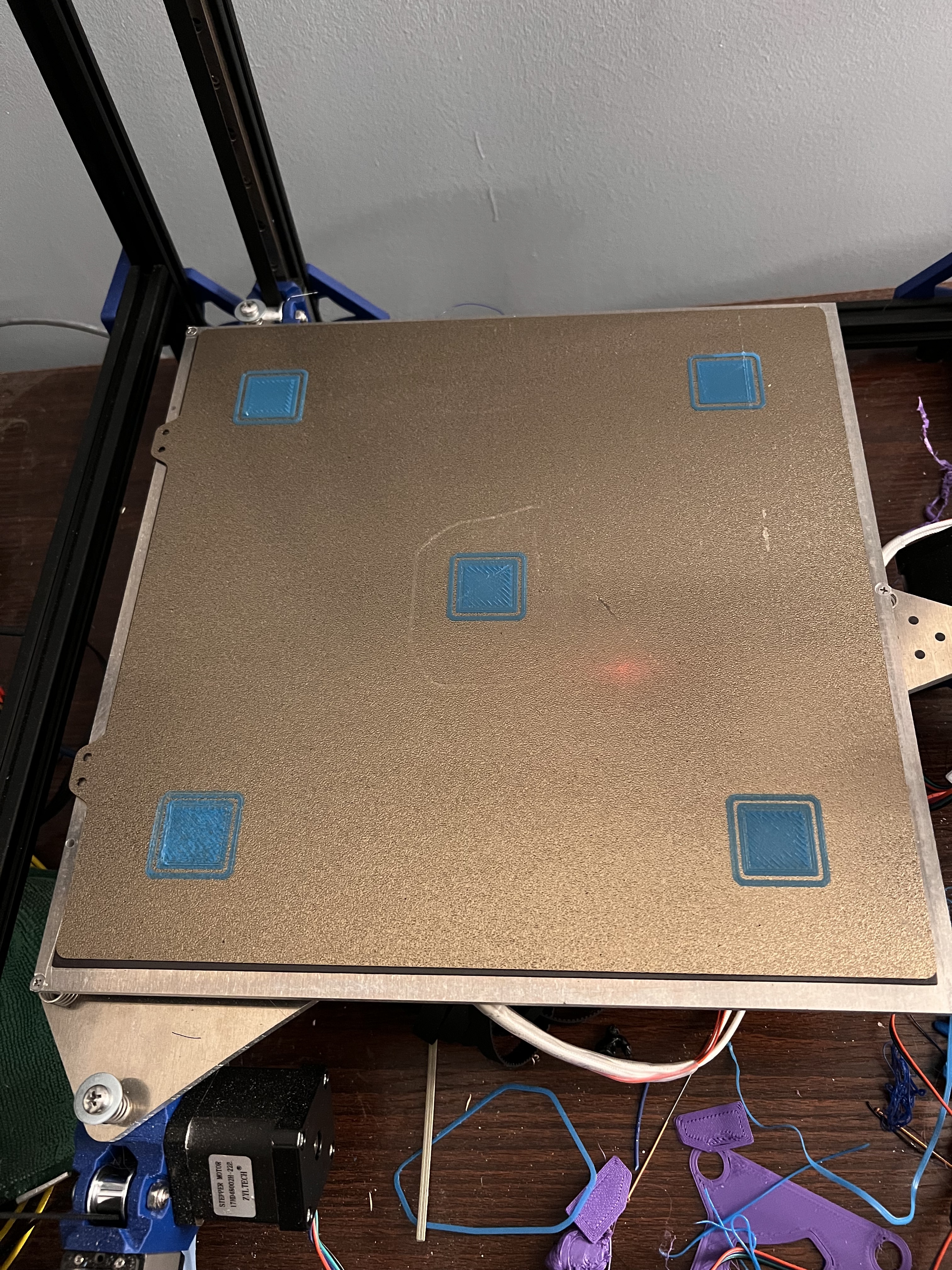
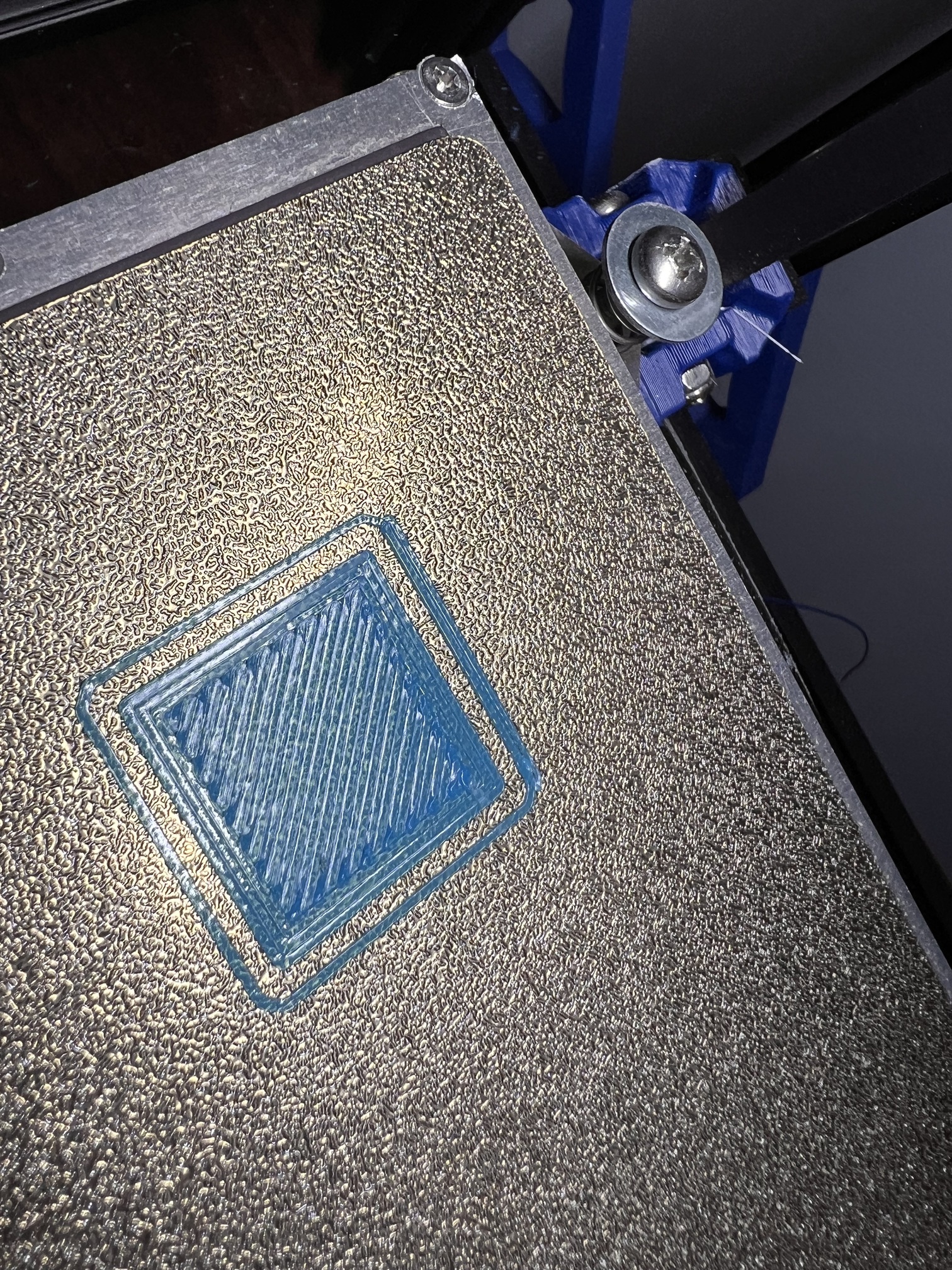
First layer test
Will report back what happens…
Hard to tell in the pics but the one at the top right looks the best and the bottom left by far the worst. Looks like I’m not as level as i should be. But I did forget to heat the bed up for a few min before running the test. Tomorrow morning I will heat the bed up and set a 5 min timer and see if that makes any difference. Also i did lower my z offset another .05mm before running this.
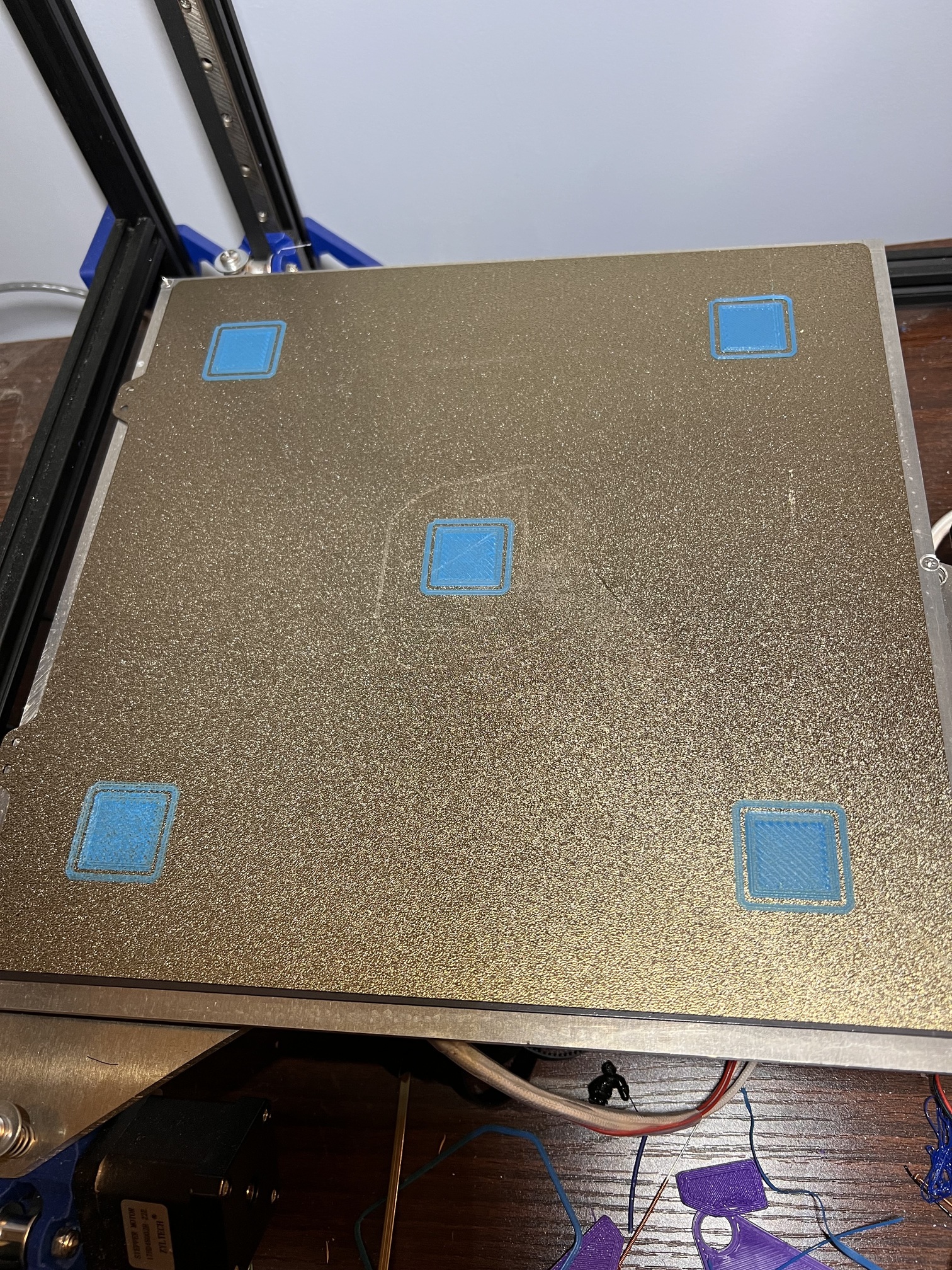
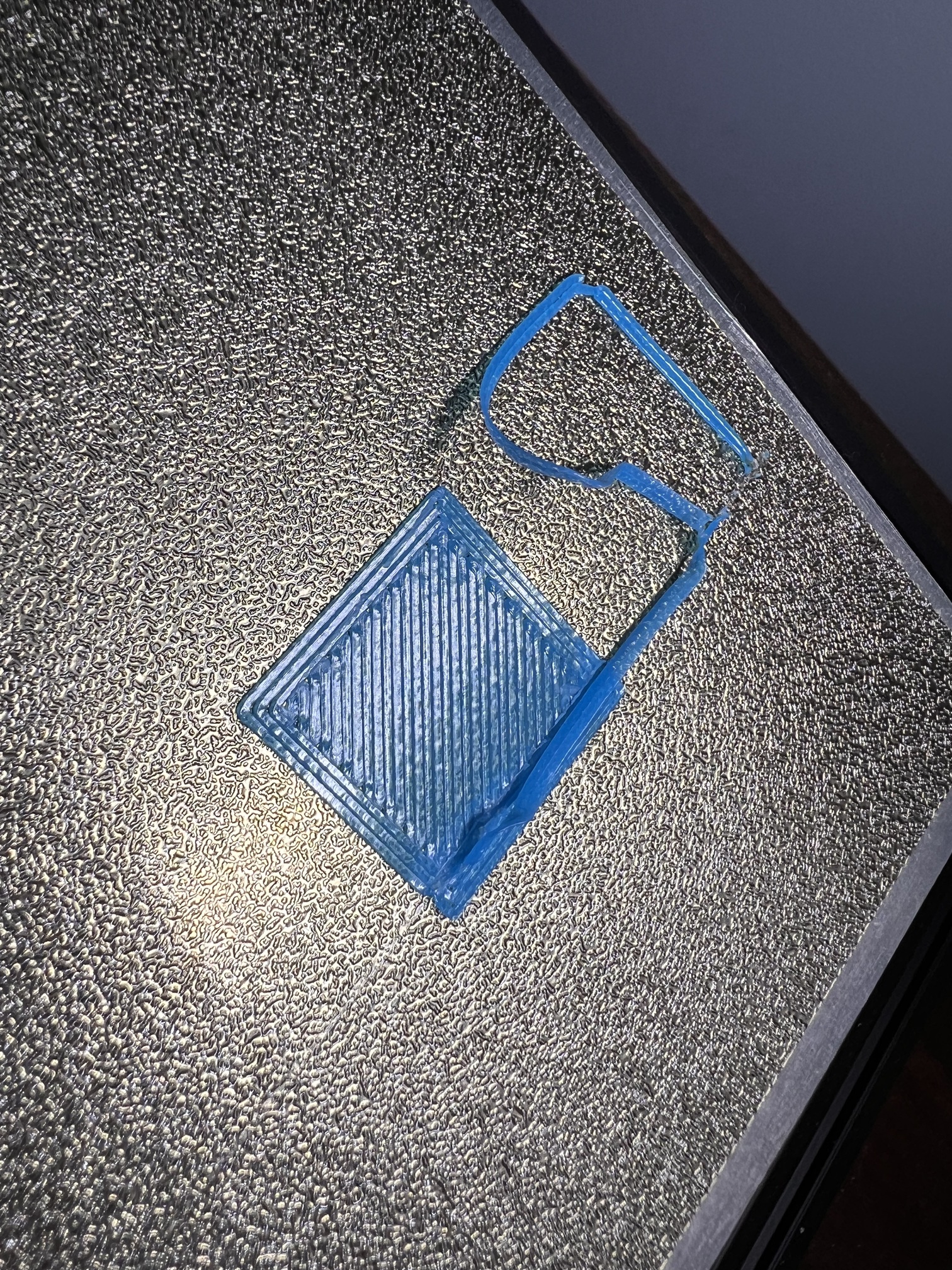
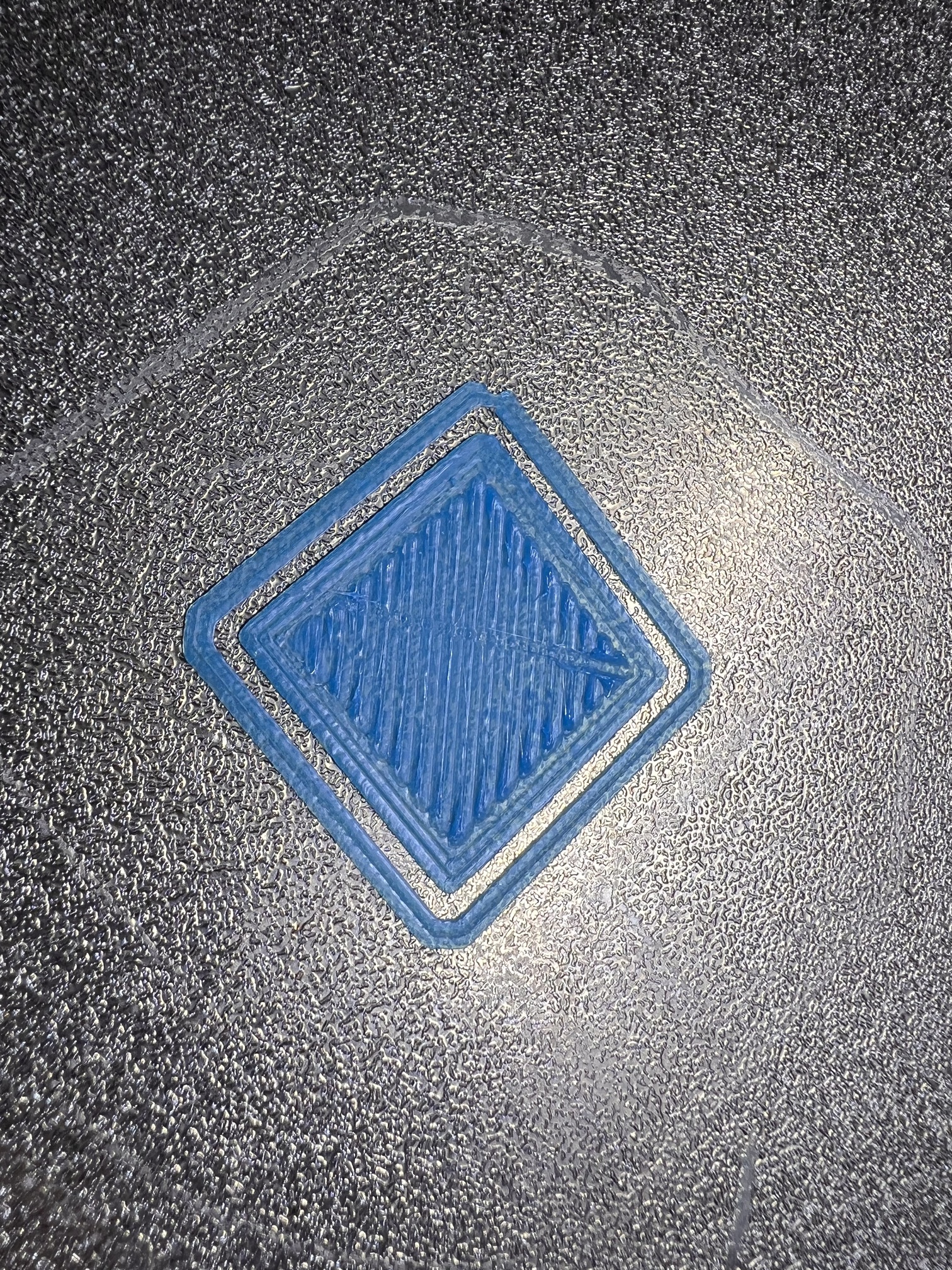
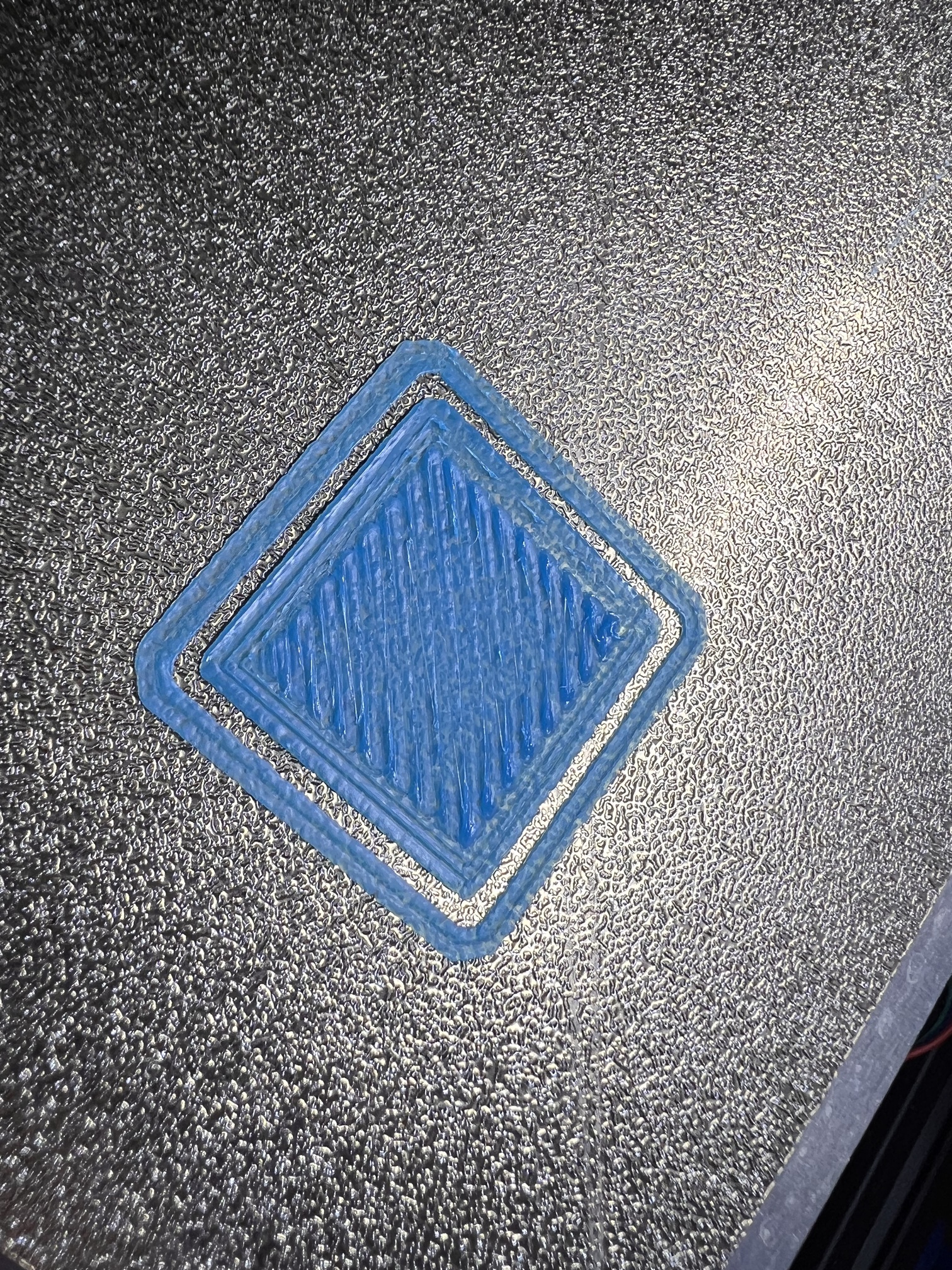
Turned the be bed on to 60°C and set a 5 min timer on my watch. After the timer went off I started the print. It did go though the G34 faster this time. I’m wondering if its still moving while its trying to do that when I don’t preheat. Print is still not perfect but does look a lot better. Will post individual up-close pics in the next post
The bottom left one still looks like garbage and I’m not sure why the top right one didn’t hold on to the skirt. the actual square looked good. While I wait on you experts I’m going to move on to the baseline print and see how it does and if it prints ill post with the measurements. Using the same settings on his site that i did for the first layer print. If I need to change anything there i will go back and redo them
Those are wildly different. Are you testing physical and mesh leveling, or just physical?
It should be both.
If you are testing both something is wrong with the hardware.
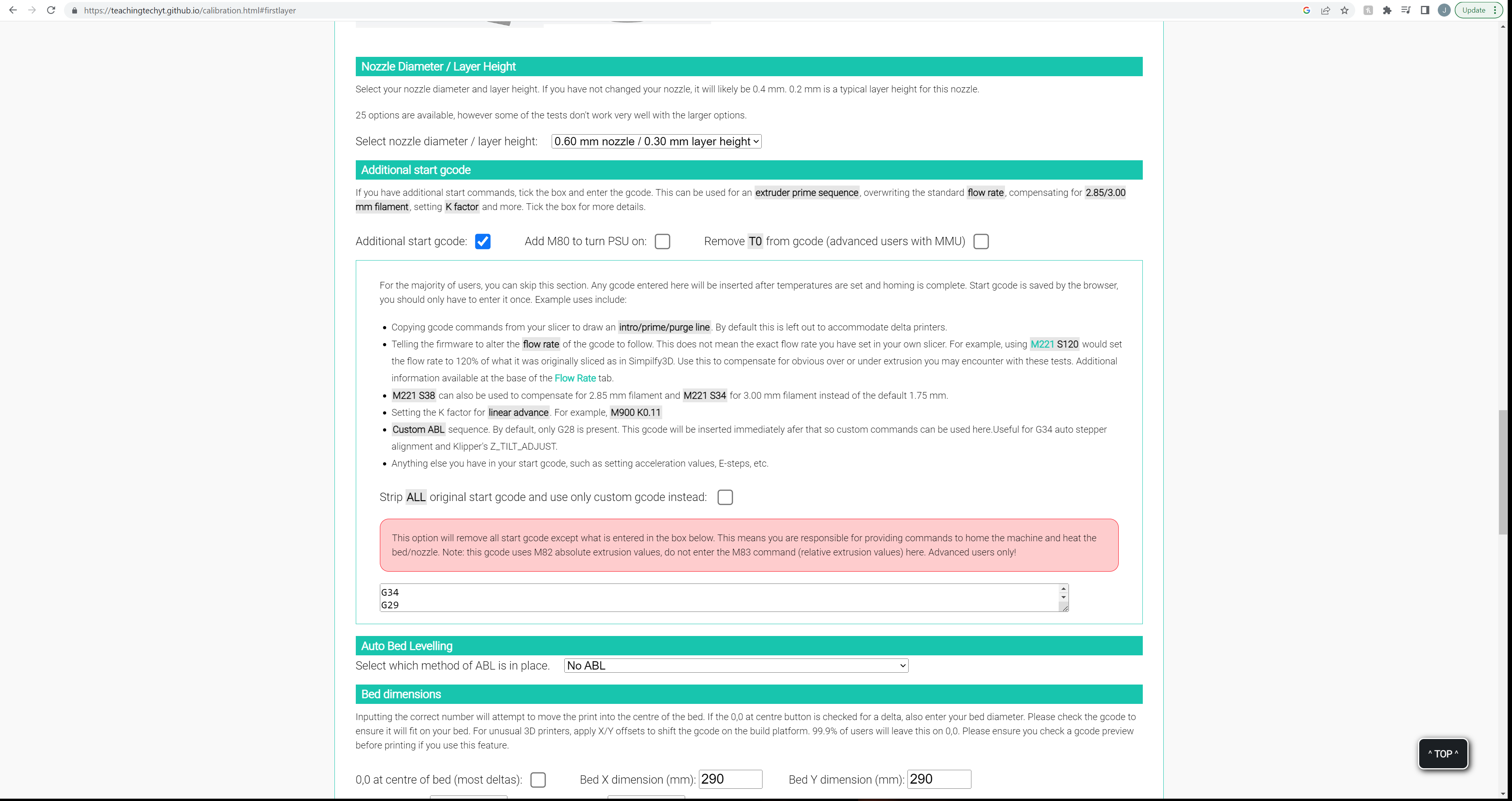
I turned off the ABL on his site and clicked on additional start gocde. There i pasted in the start gcode you gave me a ways up. That has the G34 and then the bed leveling. It does the 3 corners and then does the mesh
Not what i hoped to hear. Was hoping we were past that lol
Then it is hardware related. Make sure nothing wiggles, no parts are hitting or binding, and the wires and filament tube are not pulling.
The other thing to check is the Z pulleys are not hitting anything including the top belt/tension blocks.
Is your Z offset between 2-4mm?
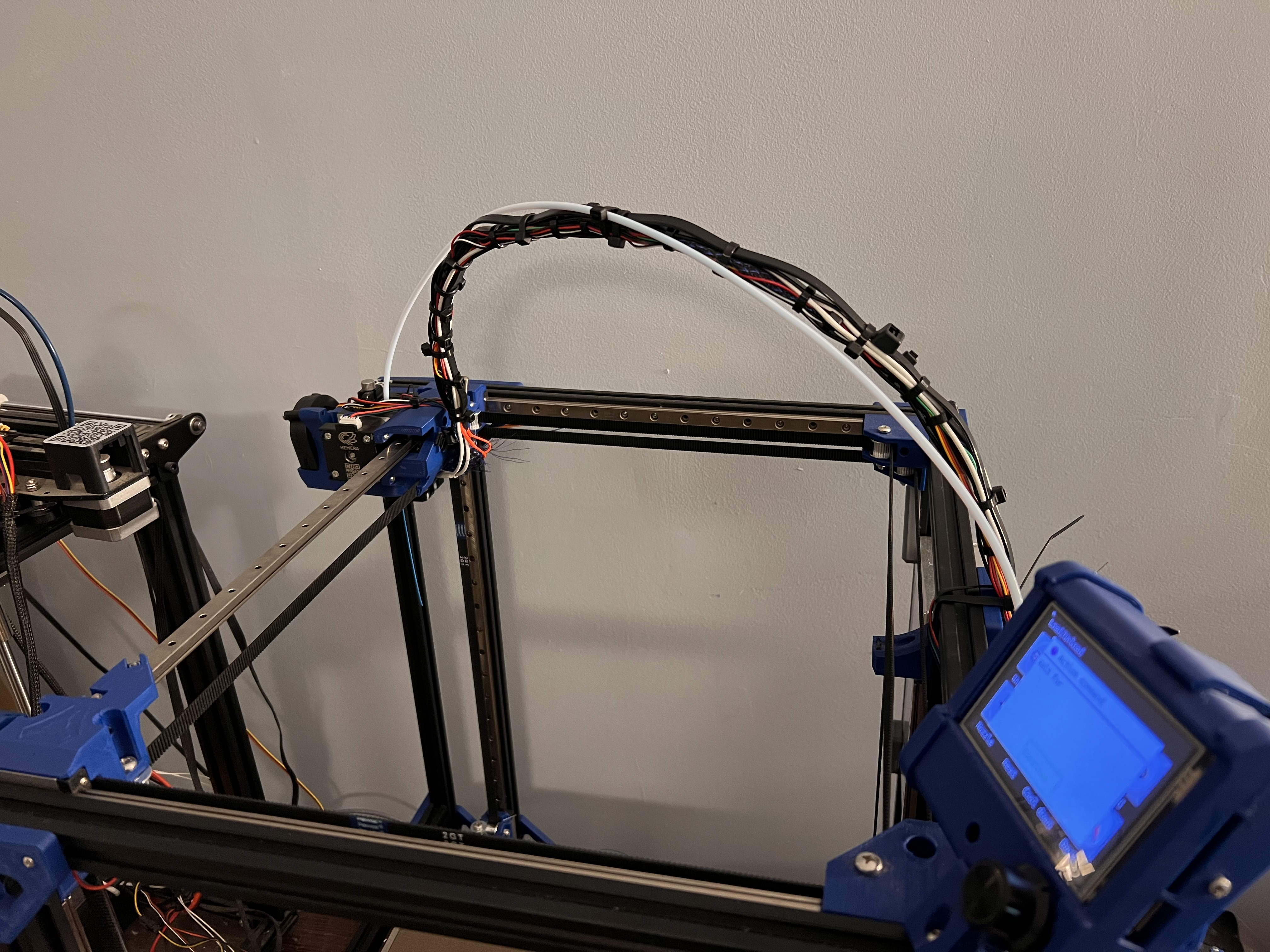
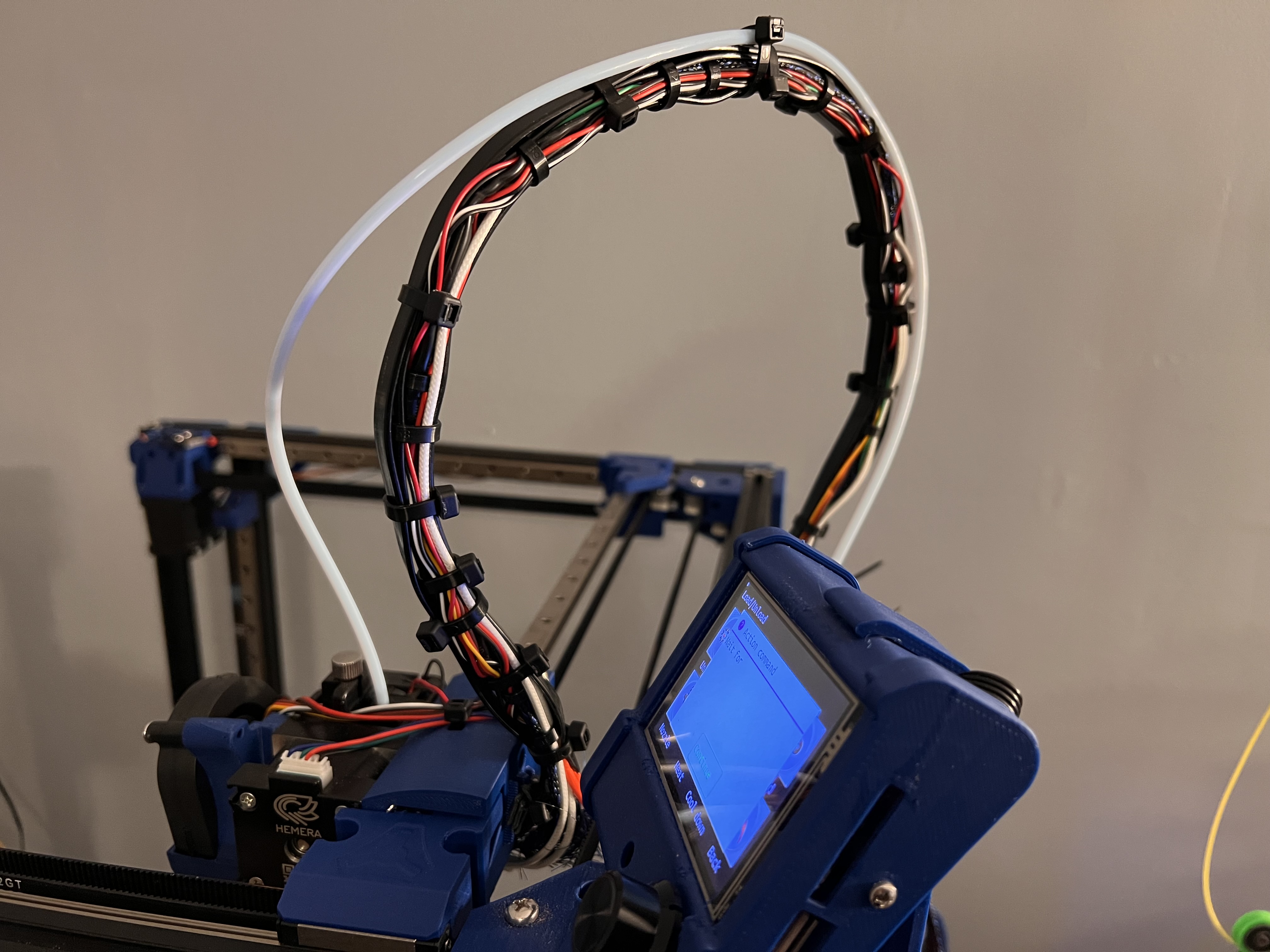
3.5mm currently Everything seems good. I will attempt to loosen up the cables to the head and see if that’s it. I thought i had enough slack but maybe not. Everything on the extruder is tight and wiggle free
Measure those squares on your bed to the far diagonals. Is it relatively square, or is it super skewed?
Those have been pulled up. About to run the first layer print again and I will measure.
Got a lot more slack in the umbilical now and it’s much more secured. Can’t remember who posted the idea to give them credit but I used some super thick zip ties to give it some strength to stay upright. Let’s see if this makes any difference in the first layer print