Your nozzle should not be off the bed. It should be in 5mm (or whatever you have it set to). I have a feeling the Left and right parts are hitting the corners and it is erroring out thinking it is over 10mm away.
I will check on the next round when a printer starts but I don’t think mine probes from that far away.
Just been reading along and wondered if the reversal of the springs on the bed mount plate might be a contributor to the issue as @Jonathjon posted.
If the mount bolts are not compressing the springs evenly on all three points the bed may believe it is level on the three points but actually be out at the far corners in relation to the probe?
Im in the middle of fixing the hot end issue i created. Once im done with that im going to change the springs around and run it all again and see what happens.
Either way, if you set a bed maximum the nozzle should never go outside of it. So maybe your minimum is a bit off. Home your machine and manually drive it to Y max to just before it hits the rear corners. Check the actual distance you have available to you both in X and Y. This might explain why your edges are so wacked out it is hitting hard stops.
The Y endstop has almost 8mm of adjustment, so you could easily be off.
There are some funny offsets when you probe. There are a few variables that work together. You can definitely configure it so the bed is smaller than the max travel distances. And it is technically better to do it that way, since the probe can reach close to the actual printing area, and then the nozzle gets offset by the probe offset distance, and it still reaches the entire printing area.
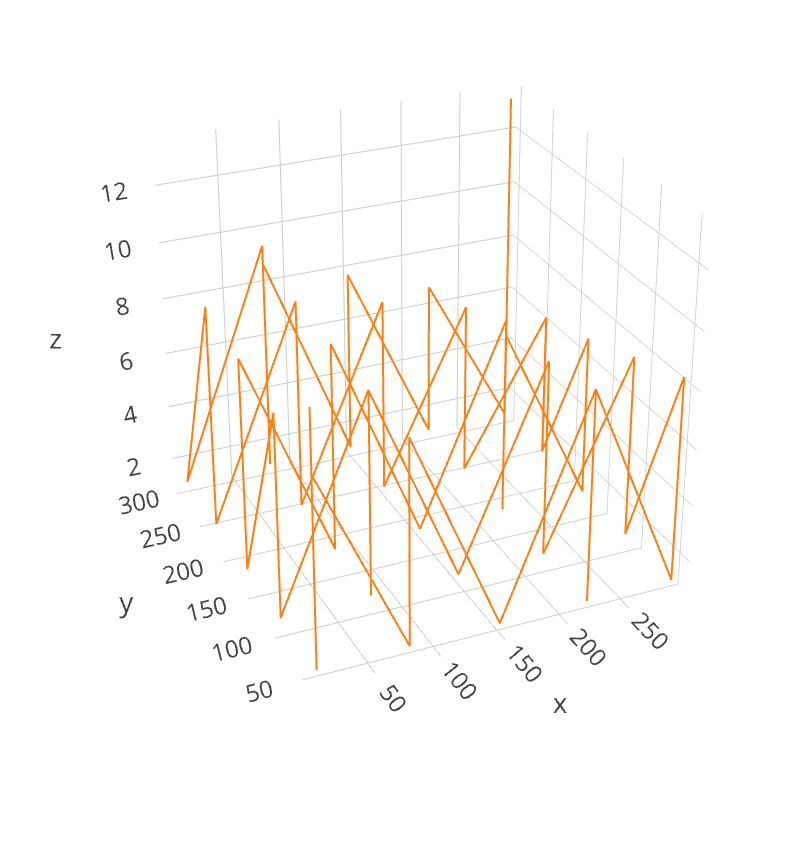
What in the world? These are all at the same xy, but they have different Z. Wildy different. I’m at a loss. I will plot these anyway, but these numbers must not mean what we think they mean.
I second that statement!!! Wound up down a rabbit hole tiding some wires when i was fixing the hot end. Should have it back together and ready to give some answers in a few more min.
How weird… It almost seems like there is a reasonable surface on the top of all these points. But they aren’t all populated, and almost all of them have some extra values.
I think the same link should be updated with these new values? IDK:
Everything looks great, until it fails to do that last point. Then it falls super fast. It would be terrifying if you didn’t catch it (I laughed out loud, because you did).
// Stop the probe before it goes too low to prevent damage.
// If Z isn't known then probe to -10mm.
const float z_probe_low_point = axis_is_trusted(Z_AXIS) ? -offset.z + Z_PROBE_LOW_POINT : -10.0;
It also looks like you can add more debug messages:
#if ENABLED(DEBUG_LEVELING_FEATURE)
if (DEBUGGING(LEVELING) && (probe_fail || early_fail)) {
DEBUG_ECHOPGM_P(plbl);
DEBUG_ECHOPGM(" Probe fail! -");
if (probe_fail) DEBUG_ECHOPGM(" No trigger.");
if (early_fail) DEBUG_ECHOPGM(" Triggered early.");
DEBUG_EOL();
}
#else
So maybe enabling DEBUG_LEVELING_FEATURE could help. It might just lead to more questions though. That is always the risk . If only you could flash your skr.
I’m not sure what makes an axis trusted either. I would have guessed it would be trusted after the z home/auto level.
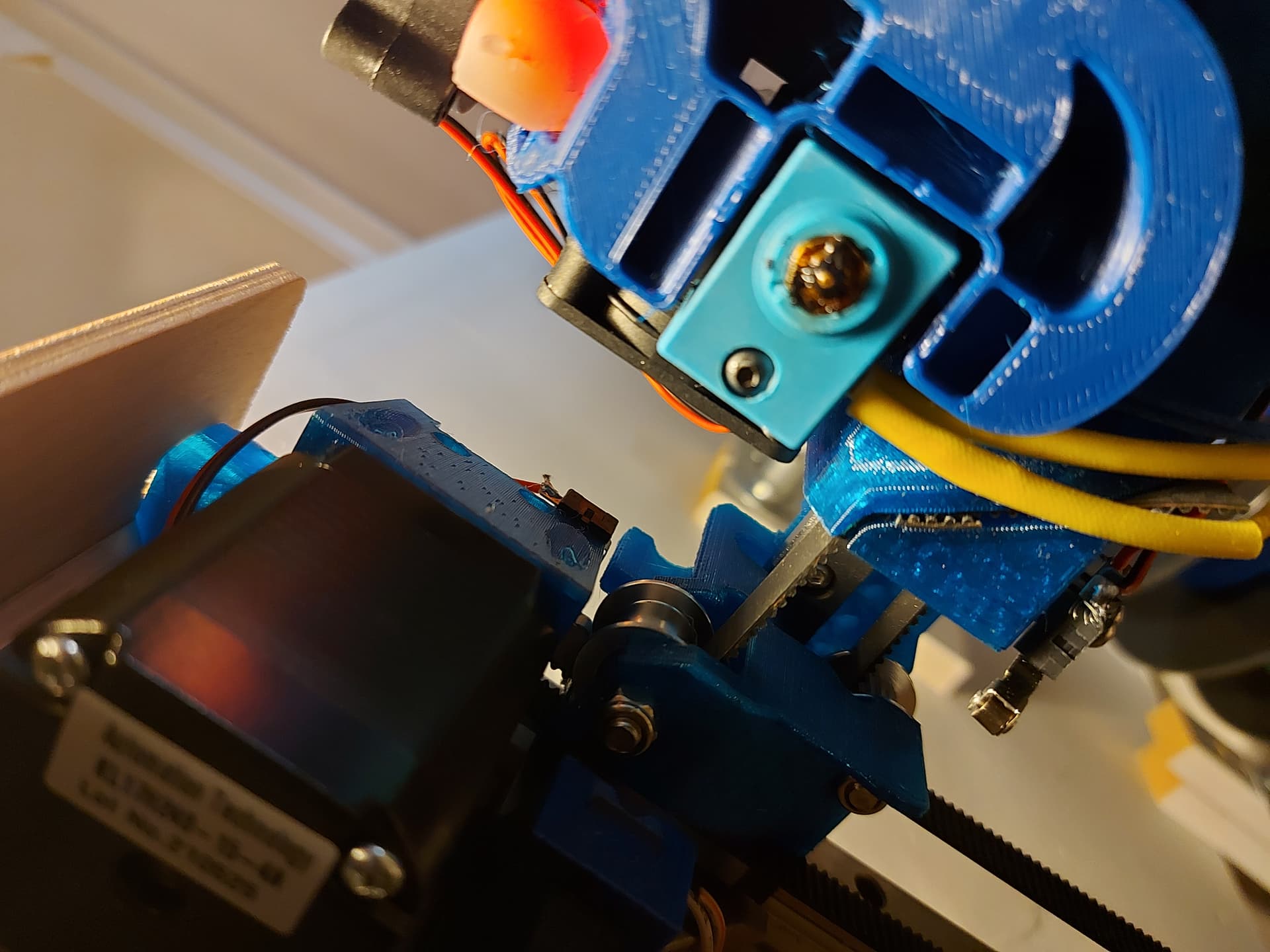
Edit: mine isnt quite right, it should be sitting with the screw towards the inside of the slot, something got weird when I changed the dimensions. All the slots got mixed up, and I forgot to fix this one.