Huh.
I would have tried:
G1 X290 Y290 F6000
G30
Huh.
I would have tried:
G1 X290 Y290 F6000
G30
And thats why you are the MVP…
Bed X: 290.0000 Y: 254.0000 Z: 3.9400
X:290.0000 Y:290.0000 Z:13.2000 E:0.0000 Count A:58000B:0 Z:1320
ok
Is it at all possible that corner of the bed is a half inch lower (or higher) than the middle?
Why are there 2 different Z values…I can try that on one of mine to see if it does the same thing. I need to finish my coffee first.
So the top number is where it thinks the nozzle is Y is offset by 36 (expected), Z is offset by 9.26 (why, but it should be 3.7???).
Ohhhhhh double check the TFT menu for probe offset, see if the value got changed from the firmware. It is right above the stepper current if I am not mistaken.
That is why I asked about steps per mm. I think the Z:13200 is the step count. Z:13.2 is in mm (I think). But then, 13200/13.2=100 steps/mm.
Maybe that is right? You are using belts for Z. N/M.
Sorry guys…Had to go out and get a Cyst cut off my face this morning…Fun times. Anyways im back now.
Not intending to show “level” just the best straight edge I had available
X - 0.00000
Y - -36.000
Z - -3.2000
I have not reset probe offset for printing since all the changes we made yesterday and resetting the eprom
Steps per mm is 100 for X Y & Z
What matters isn’t the level to the earth, or the flatness of a straight edge. The thing that matters is the distance from the bed to the nozzle (or probe) when the nozzle is at 150,150 or 290,290.
But there are some extra factors. Because your bed can do 3 point leveling. Maybe the Z probing is in the coordinates before the 3p gets “fixed”?
I’m getting very far into the guessing weeds here. But what about this:
I’m interested in hearing what Ryan thinks of this idea.
One thing you could do is to reset everything and home Z so it hasn’t done the 3 point corrections. Then manually jog the machine around to eye ball the distance from the probe to the bed at different places. If the distance looks off by a half inch, then maybe try adjusting the Z endstops until it is closer (within 1/4in, 5mm). And try the mesh or G30 again.
There are no z endstops on the V4 so it isnt this one.
on the rest i have no clue. I truly think this is an eprom issue and im excited to see how it goes when the new board comes in. My plan is to upload the last firmware i built. It has the bed size correct and the setting to bring everything in 10mm from the edge. Once its uploaded and we are running on a new board that doesnt already have known proven issues i think we will be much better off. Just too much crazy unexplainable stuff going on here. You can see in the pics how flat my bed is. the numbers we are getting just doesnt equal what is actually there.
@vicious1 do you remember when the last update was made to the fan shroud? i believe i printed this one right after you first introduced it. If you have made further edits to it i think i will print a new one while i wait and get it installed and see if that helps anything as well.
I think / thought the 3 point gets the bed planar to the rails, then them mesh only messes with the first 5mm of printing and at that point should be back to what the 3 point calculated so it doesn’t carry any bed warp through the entire part. (mesh leveling fade).
I am not good at the leveling stuff.
It is odd that neither works at this point, but in truth either by itself should have worked. Something has to be up with the bootloader or eeprom I am assuming.
There is a manual leveling built into the LCD if you want to try that.
I have only added the new fan shroud to the CAD file, the old one was from the V3 printer.
Correct. that is the only one I have seen. When I first put it together I didn’t have the hot end on the Hemera yet and it all went great. At final assembly with the hot end and silicone sock on I caught hell getting it mounted. had to go to a touch longer screw and finally got it and thought I had it tight. then yesterday found the bottom screw completely loose and the top screw loose but still in the threads. Was able to take the fan off and get it to tighten back up and reinstall the fan. after that I haven’t had a successful 3 point level and still no successful mesh. But that made me wonder if you had made any further edts to it in the cad file and I should reprint while im waiting on the new board.
No. Mine goes on real easy, the only issue is sometimes I have to lean it forward so the trapped nuts catch the screws.
There should be lots of room around the nozzle.
This points again to a bad connection. The BLTouch is very sensitive. power it down plug and unplug the BL. You can then run the self test gcode on the lcd menu to test it. I have had to do that before.
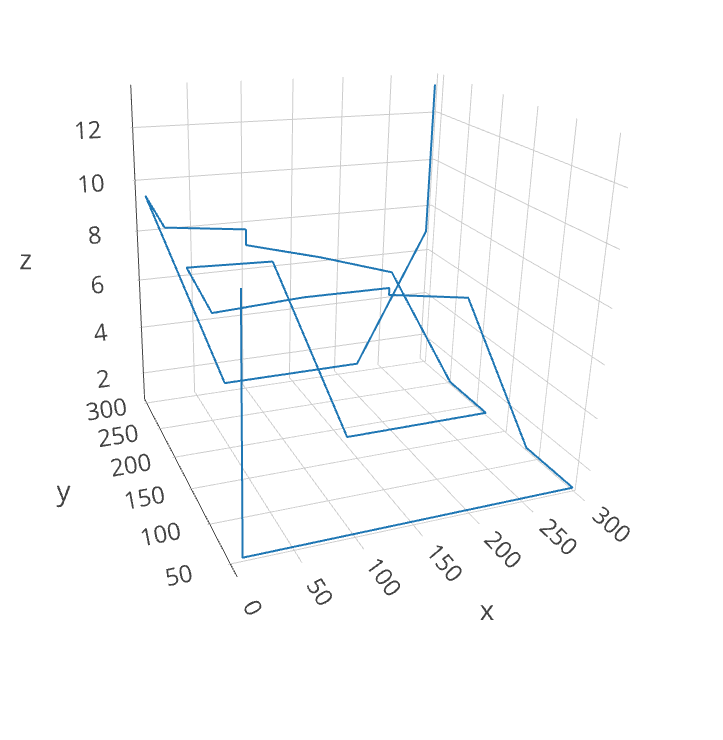
I plotted this data. There may be better ways to plot it. This is what I found with 5mins of effort:
https://plotly.com/~jeffeb3/88/
I was hoping to get a nice mesh plot, with orange and blue surfaces. But if you wiggle the plot around a little, you can see the trouble. This is what I noticed:
This was before you found this:
Maybe it is worth recording the output again with M111 S0 and G29 and pasting it here.
I don’t doubt something is fishy with your board. But firmware usually fails spectacularly, or not at all. So I would be surprised if this fixes you bed leveling issue. Certainly, the values in the table above are so noisy they won’t be possible to correct them. You might also see if the EEPROM is enabled. It is somewhere in the capabilities that print when you connect, or send M115 (I think, it’s been a while).
So I would still look carefully at the mechanics and try to get some results from G30 or G29 that made more sense.
Probe wouldn’t happen to be off the pei sheet on that last spot would it?
I will look at this again. My memory is crap and that’s what I’m going from here. Will report back
Edit…see what you think about this….
Will give this a shot
Once i check the other things i will do a run on this and post the results.
This i have checked and no its staying on the sheet.
Rotate 90 degrees.
Ok this is one I wasn’t sure of. I will defiantly fix that. I want to change out that .4mm nozzle anyways
G29
X:10.0000 Y:46.0000 Z:10.0000 E:0.0000 Count A:1000B:4600 Z:1000
X:10.0000 Y:46.0000 Z:10.0000 E:0.0000 Count A:1000B:4600 Z:1000
X:10.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:1000B:4600 Z:120
X:10.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:1000B:4600 Z:120
X:10.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:1000B:4600 Z:120
X:10.0000 Y:46.0000 Z:7.8400 E:0.0000 Count A:1000B:4600 Z:784
X:80.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:8000B:4600 Z:120
X:80.0000 Y:46.0000 Z:8.3600 E:0.0000 Count A:8000B:4600 Z:836
X:150.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:15000B:4600 Z:120
X:150.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:15000B:4600 Z:120
X:220.0000 Y:46.0000 Z:8.6300 E:0.0000 Count A:22000B:4600 Z:863
X:220.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:22000B:4600 Z:120
X:220.0000 Y:46.0000 Z:8.6200 E:0.0000 Count A:22000B:4600 Z:862
X:290.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:29000B:4600 Z:120
X:290.0000 Y:46.0000 Z:1.2000 E:0.0000 Count A:29000B:4600 Z:120
X:290.0000 Y:46.0000 Z:8.4000 E:0.0000 Count A:29000B:4600 Z:840
X:290.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:29000B:10950 Z:120
X:290.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:29000B:10950 Z:120
X:290.0000 Y:109.5000 Z:7.6800 E:0.0000 Count A:29000B:10950 Z:768
X:220.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:22000B:10950 Z:120
X:220.0000 Y:109.5000 Z:8.1600 E:0.0000 Count A:22000B:10950 Z:816
X:150.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:15000B:10950 Z:120
X:150.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:15000B:10950 Z:120
X:80.0000 Y:109.5000 Z:8.4200 E:0.0000 Count A:8000B:10950 Z:842
X:80.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:8000B:10950 Z:120
X:80.0000 Y:109.5000 Z:8.4400 E:0.0000 Count A:8000B:10950 Z:844
X:10.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:1000B:10950 Z:120
X:10.0000 Y:109.5000 Z:1.2000 E:0.0000 Count A:1000B:10950 Z:120
X:10.0000 Y:109.5000 Z:8.3300 E:0.0000 Count A:1000B:10950 Z:833
X:10.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:1000B:17300 Z:120
X:10.0000 Y:173.0000 Z:8.7000 E:0.0000 Count A:1000B:17300 Z:870
X:80.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:8000B:17300 Z:120
X:80.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:8000B:17300 Z:120
X:80.0000 Y:173.0000 Z:8.5900 E:0.0000 Count A:8000B:17300 Z:859
X:150.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:15000B:17300 Z:120
X:150.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:15000B:17300 Z:120
X:220.0000 Y:173.0000 Z:8.2100 E:0.0000 Count A:22000B:17300 Z:821
X:220.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:22000B:17300 Z:120
X:220.0000 Y:173.0000 Z:7.6800 E:0.0000 Count A:22000B:17300 Z:768
X:290.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:29000B:17300 Z:120
X:290.0000 Y:173.0000 Z:1.2000 E:0.0000 Count A:29000B:17300 Z:120
X:290.0000 Y:173.0000 Z:6.9500 E:0.0000 Count A:29000B:17300 Z:695
X:290.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:29000B:23650 Z:120
X:290.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:29000B:23650 Z:120
X:290.0000 Y:236.5000 Z:6.3700 E:0.0000 Count A:29000B:23650 Z:637
X:220.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:22000B:23650 Z:120
X:220.0000 Y:236.5000 Z:7.3500 E:0.0000 Count A:22000B:23650 Z:735
X:150.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:15000B:23650 Z:120
X:150.0000 Y:236.5000 Z:8.1200 E:0.0000 Count A:15000B:23650 Z:812
X:80.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:8000B:23650 Z:120
X:80.0000 Y:236.5000 Z:8.7200 E:0.0000 Count A:8000B:23650 Z:872
X:10.0000 Y:236.5000 Z:1.2000 E:0.0000 Count A:1000B:23650 Z:120
X:10.0000 Y:236.5000 Z:9.1200 E:0.0000 Count A:1000B:23650 Z:912
X:10.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:1000B:30000 Z:120
X:10.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:1000B:30000 Z:120
X:80.0000 Y:300.0000 Z:9.4400 E:0.0000 Count A:8000B:30000 Z:944
X:80.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:8000B:30000 Z:120
X:80.0000 Y:300.0000 Z:8.7800 E:0.0000 Count A:8000B:30000 Z:878
X:150.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:15000B:30000 Z:120
X:150.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:15000B:30000 Z:120
X:150.0000 Y:300.0000 Z:7.8200 E:0.0000 Count A:15000B:30000 Z:782
X:220.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:22000B:30000 Z:120
X:220.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:22000B:30000 Z:120
X:220.0000 Y:300.0000 Z:6.7900 E:0.0000 Count A:22000B:30000 Z:679
X:290.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:29000B:30000 Z:120
X:290.0000 Y:300.0000 Z:1.2000 E:0.0000 Count A:29000B:30000 Z:120
X:290.0000 Y:300.0000 Z:13.2000 E:0.0000 Count A:29000B:30000 Z:1320
Error:Probing Failed
M112

I suck at videos but right at the end you can see it come down and stop just before it triggers the probe