V1E.com Forum
MP3DP V4 Build - SW Virginia
Mostly Printed 3D Printer - MP3DP
Your Builds
probrwr
(Mike Pensinger)
March 19, 2023, 3:37am
24
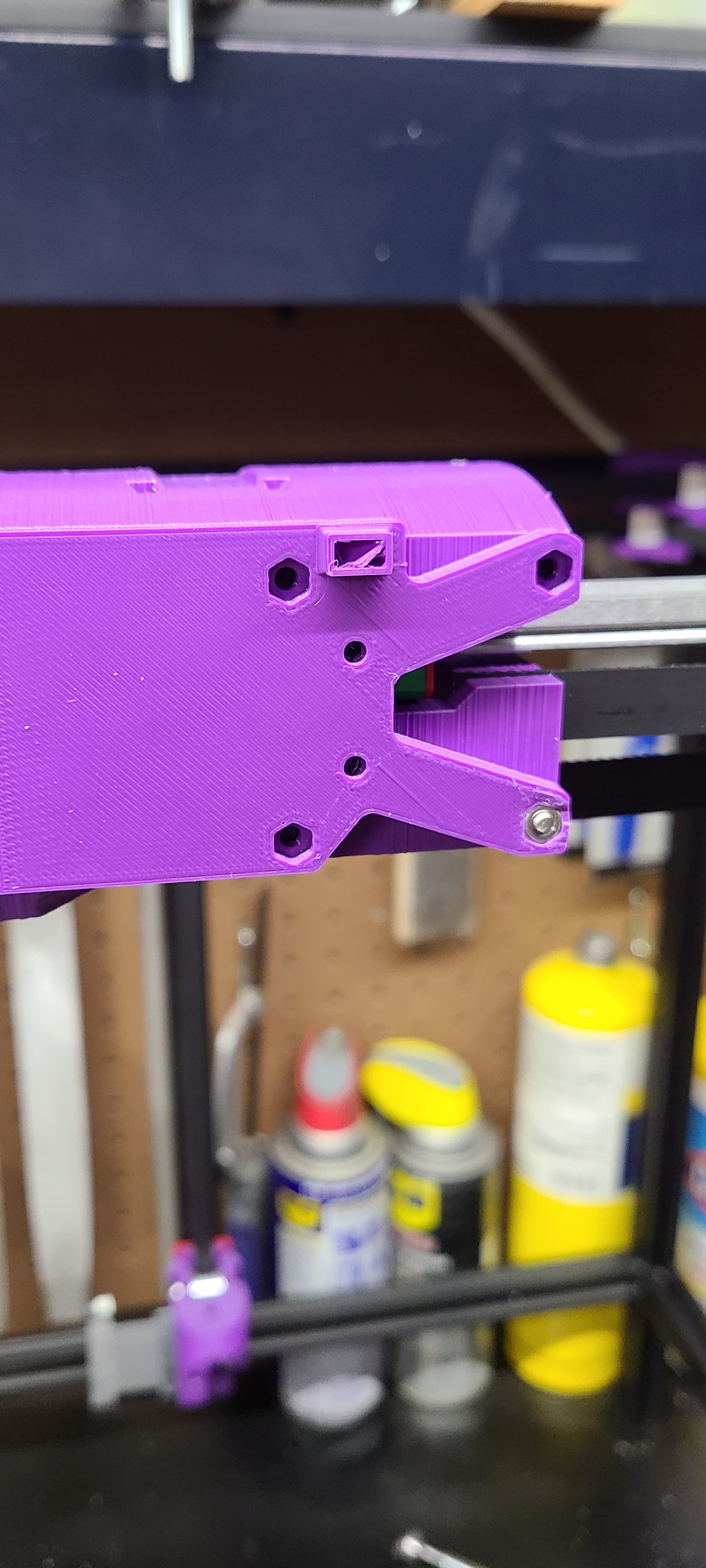
20230318_191429
1816×4032 412 KB
Next gen version of the Hemera to H2 adapter in the making. It will also serve as rhe mounting for my EBB36 CAN board.
3 Likes
Mp3dp v4 slow build
MP3DP v4 - Aza's build
show post in topic