I think they all need a bit of a refresh. some are pretty old. I need to sit down one weekend and at least figure out which are the most out of date. When I made models more often they got refreshed more often.
Oh yeah sticking with mkdocs for sure. just need to update some pictures and verbage.
Actually, when I start adding more of the jackpot stuff that might update a bunch of the oldest pages. Right not it is it’s own page, but I need to clean up the LR calibration section and the milling basics page to include it. That is probably the worst of it really and it is on my short list.
If I find some other pages maybe I can make a contest out of docs edits.
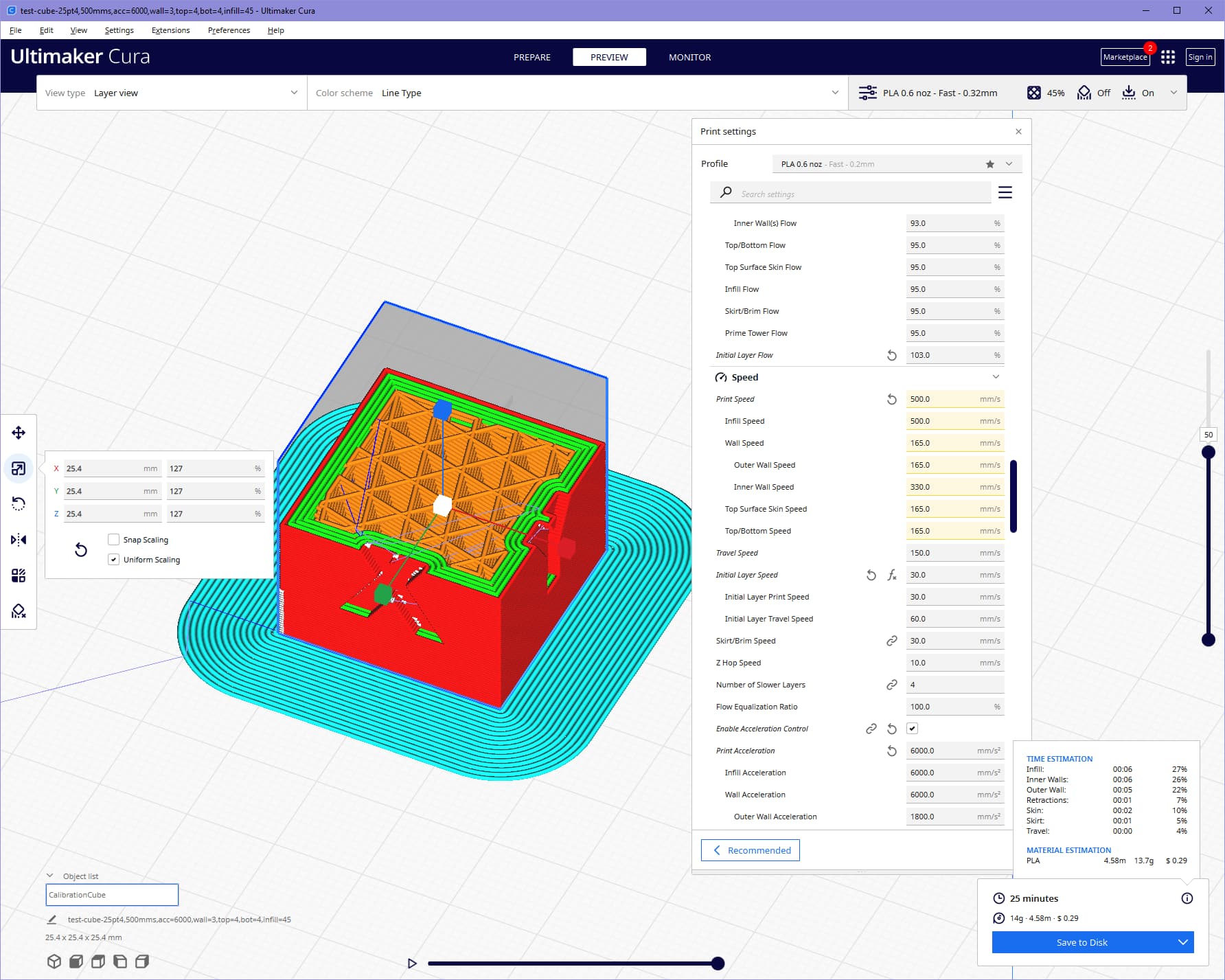
Printed Core with 120mm/s. Changed to 500mm/s, 1st attempt with 125mm/s initial layer didn’t even stick, so overrided to 30mm/s.
This model is so tiny, and won’t save much time despite printer speed increase. I also won’t know/encounter failures that will likely happen when printing larger models, where the excessive speeds will become apparent.
Biggest bang for buck at this (or any) scale is using 0.6mm nozzle instead of 0.4mm.
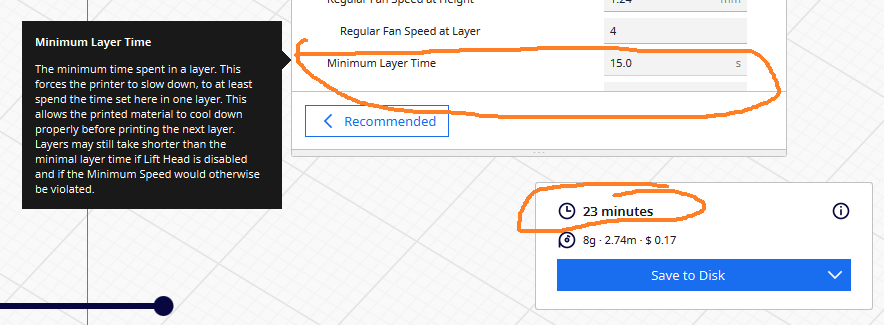
Edit: 25mins displayed here is wrong. Cause is I didn’t override Minimum Layer Time to be smaller than the default (15s?). So, didn’t matter what Speed and Acceleration values I used here, the print speed ended up being throttled (slowed down) to satisfy the Minimum Layer Time constraint. Posted details in later 10/30 Post.
I run a .06 in all my printers. Can still get good detail when i need it but large enough to do all my normal printing a lot faster. I bet @vicious1 would see a difference going from his .5 to a .6 Not as much as coming from a .4 but still makes a difference
Curious about this as I have a couple of nozzles in a drawer. How much time do you find yourself saving? I have a lot of my settings dialed in and can print around 110mm/s with 0.4mm. But I am seeing a lot of people switch to the 0.6mm
I’ve printed with a 0.6mm nozzle on my mk3s for a long time. After I got the mk4, I’ve been using the stock 0.4mm. Can’t wait for input shaping together with a new 0.6, that would be a blast! I’m not sure if IS is adapted for 0.6 yet.
I have so many files sliced at a 0.5, it would take a very significant amount of time to fill plates and re-slice. If I ever get to making the 300^3 build I will put a 0.6 on it I think and start that way.
I am surprised you haven’t even tried to build one 300x300mm v4. I would think having one would make you learn a lot and have the option for the occasional massive print.
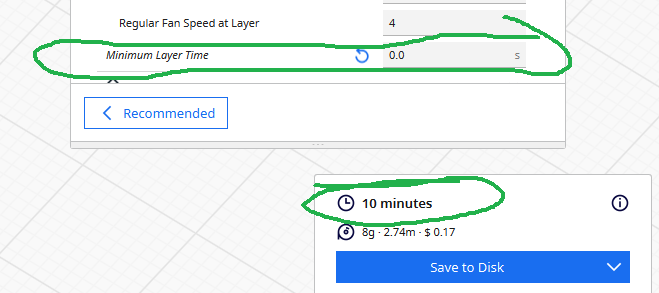
Ugh, bad tests on my part, Cubes came out great, but… I forgot to reduce/clear minimum layer time slicer setting. Didn’t matter how fast I set the speed and acceleration because minimum layer time was throttling the print speed.
Noticed during second print and was confused why everything seemed so slow.
Changing to minimum layer time to 0 is finally getting me some hectic frame shaking hot messes.
100% Fan doesn’t seem to be enough, so tinkering with misc settings, mostly for learning sake, am not expecting significant gains, or great quality…
Even though am using a 0.6 nozzle, configuring Top/Bottom Line Width to be 0.45mm instead of 0.6mm seems to result in neater finish.
Ugh, am questioning all the initial bridging/tower tests I did now… They were probably throttled as well.
What would you change? stronger fan, closer/focused fan shroud, something else?
Edit: Current 24V dual bearing radial 50x50x15 Fan moves ~3.5 CFM. However notice quite a few alternatives that move > 6 cfm, usually brushless. Noticed Ilya’s is brushless too. So, am probably trying out diff brushless fan.
There is a difference how cube looks on short and long (faster) runs and I am guessing it’s linear advance. At the same time X printed fine so maybe you did linear advance tests on slower speeds that don’t translate to faster ones.
I would not blame temperature or fan too much, X portion of the cube looks fine
How are you retraction settings look like?
Basically, to me this looks like extruder is not in sync with XY motors
If you want you can export your cura settings and I can print with these in mine and see how it came out
I can not get under a 12 second minimum time or I just get s squishy blob. A minimum is needed with pla I am sure so either bigger prints or multiples. It would take pretty ridiculous cooling I would think to be able to print PLA well with no slowdown.
The speed benchies are all using a cPAP fan I think, and a side case fan.
, 250mm/s, 205c down to 195c. 100% Fan. Hot Mess.")