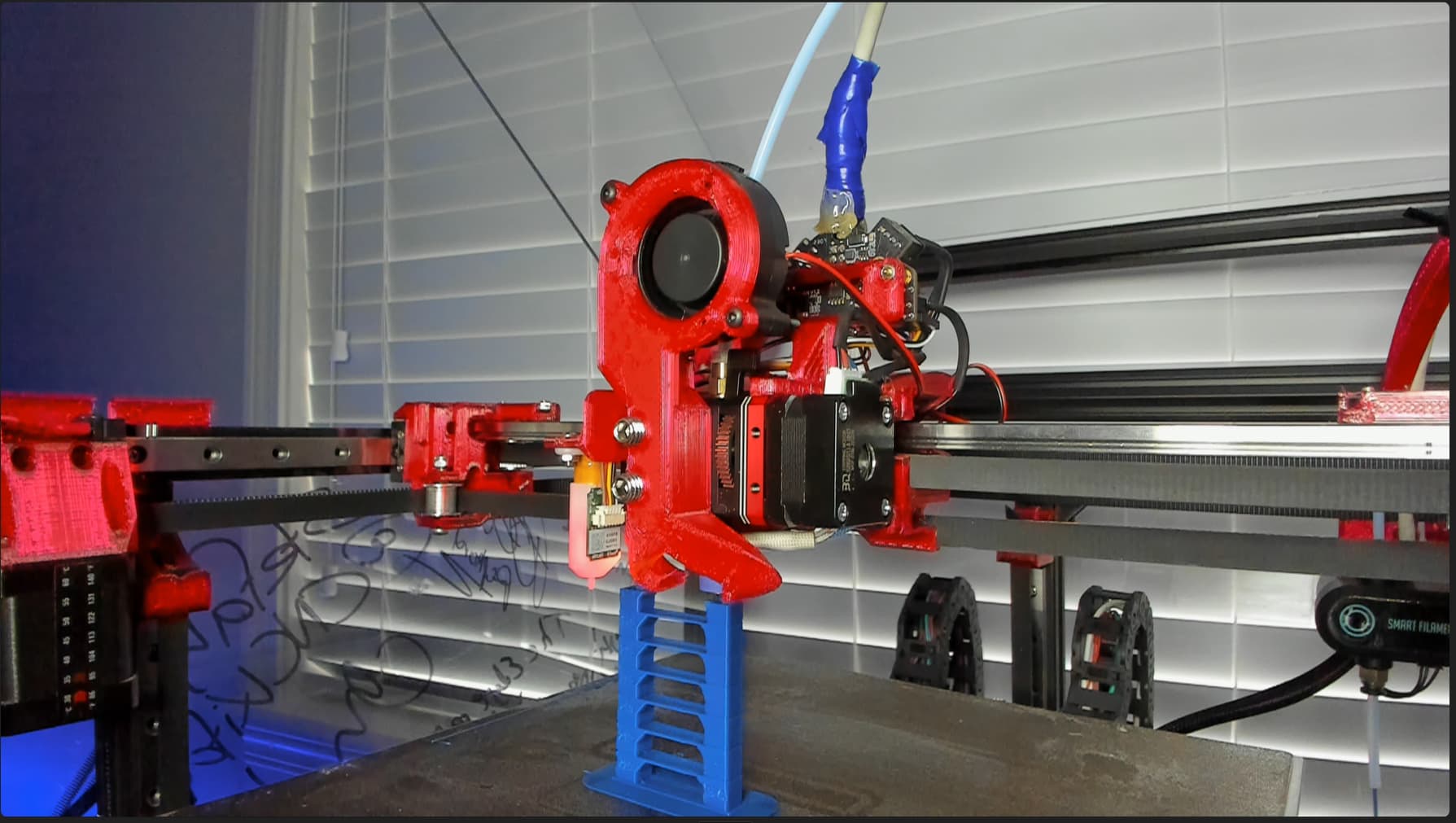
BIQU H2 REVO Part Cooling Fan Duct
After digging around, finally got around to adding a fan duct, with M8 grub screws to seal holes the M3 bolts are fed through…
Shared on BIQU H2 REVO Part Cooling Fan Duct by AzaB2C | Download free STL model | Printables.com…

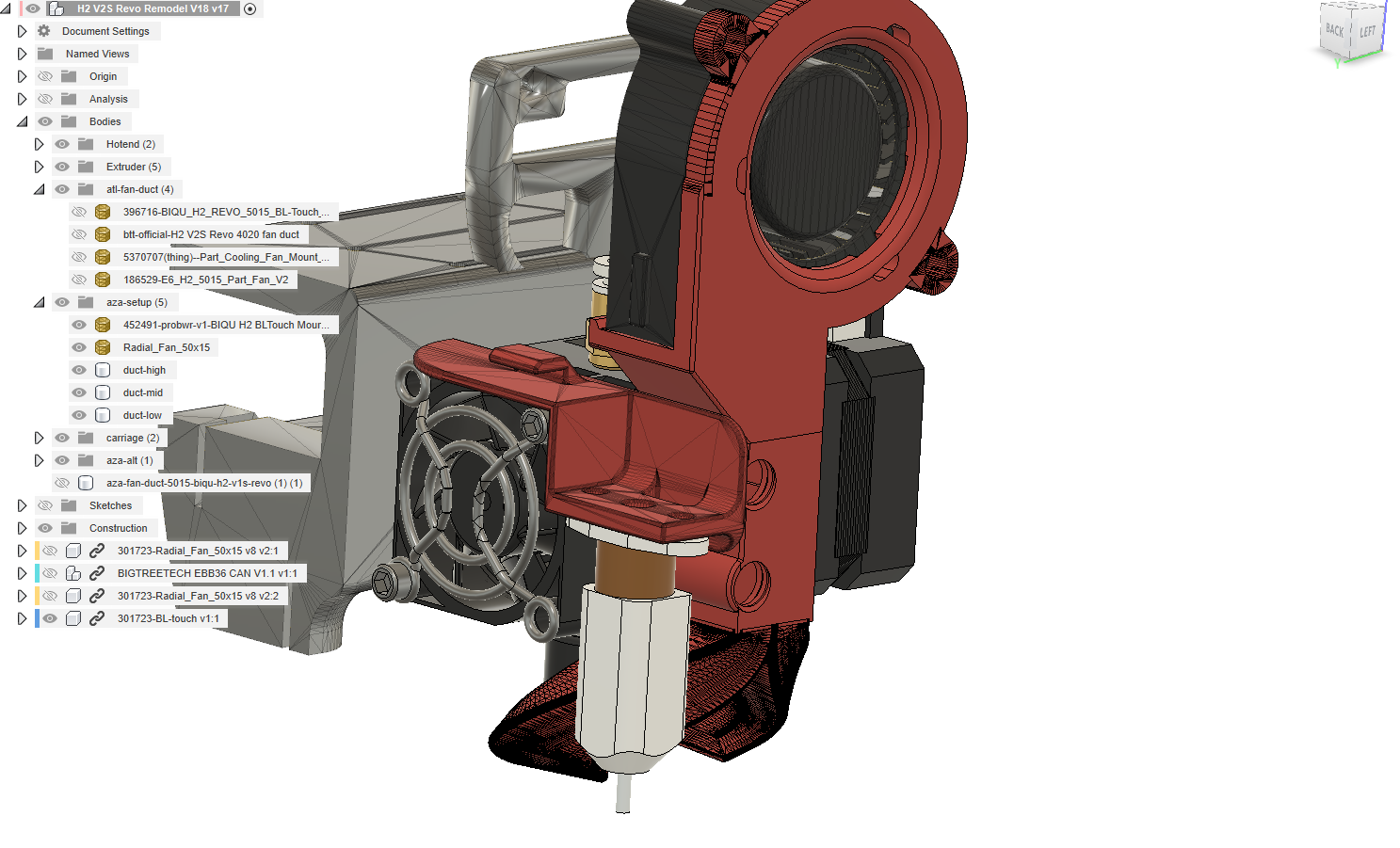
Designed the duct to work with and clear @probrwr’s BLTouch mount. I still need to upgrade to Mike’s latest rail mount.
Heavily based on 396716-biqu-h2-revo-part-cooler-5015-bl-touch-mount, but also steals ideas from several other models I reference on printables.
Created this after not finding what I wanted :
- Must allow full motion of tensioner arm, which should be comfortable to access.
- Must enable dissassembly for dealing with filament jam/clogs.
- Must leave extruder stepper clear as possible for heatsink(s).
- Must leave front right holes clear for mounting stuff.
- Must be clear at the front so nozzle can be clearly observed.
- Must ensure Fan Duct placement is compact and not sticking out too far forward. I have limited front room due to my MP3DP’s polycarbonate lid.
- Max air flow. Partial success here, I widened the opening, but could have done more to max flow.
- Nice to have clip holes for custom grill to mount…
Parts
Printed 0.6mm nozzle, 0.32mm layer height. 0.2mm layer height would be better, especially for the grub screw threads.
- 2x M3x25mm bolts and nuts
- 2x M8x4mm grub screws/bolts (or shortest you can find, am using M8x8mm from my parts stash).
Klipper firmware config
Updated klipper/printer.cfg with…
[fan]
pin: EBBCan: PA1 # FAN2