Okay so let me show you what I am working with here.
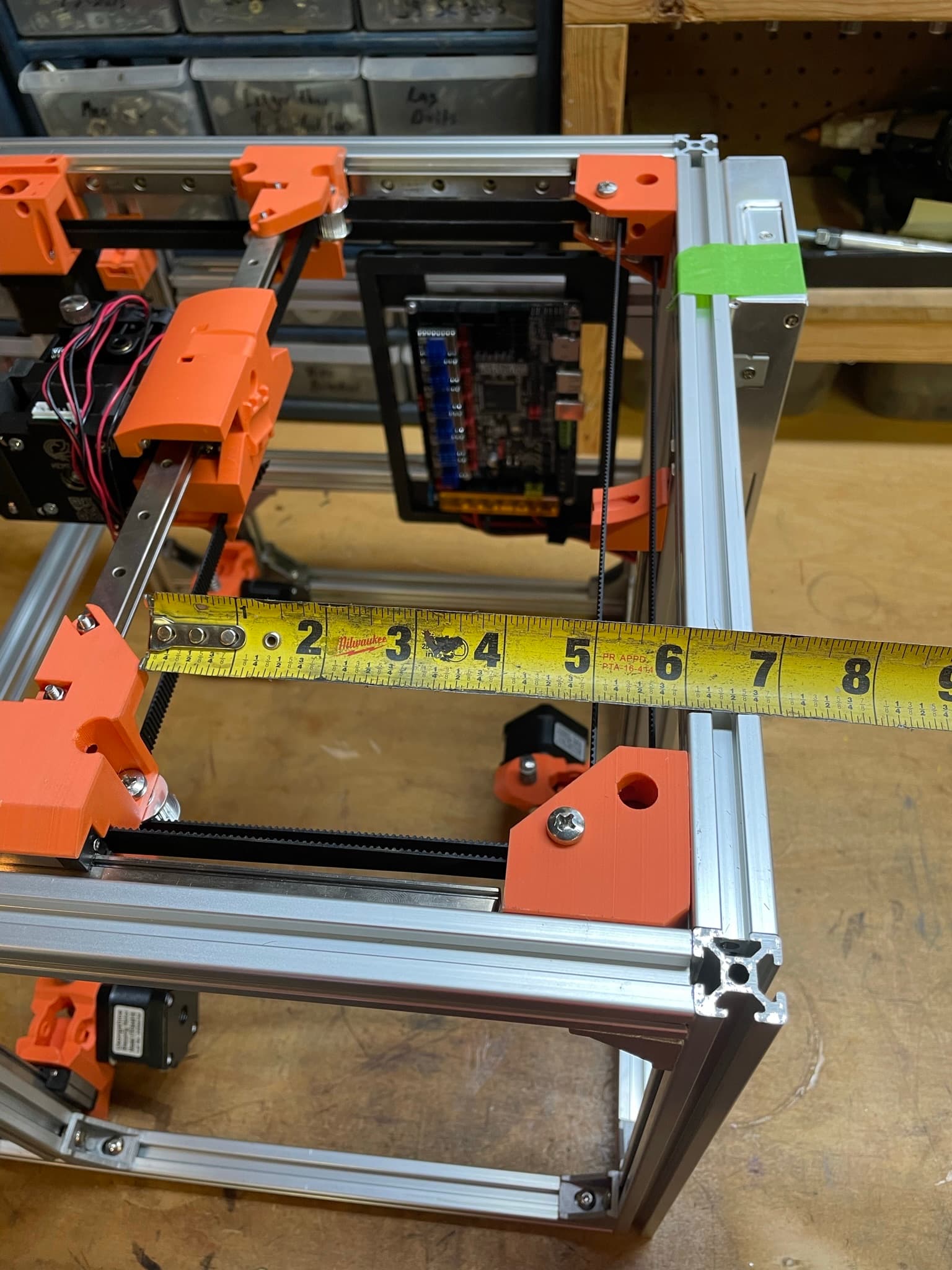
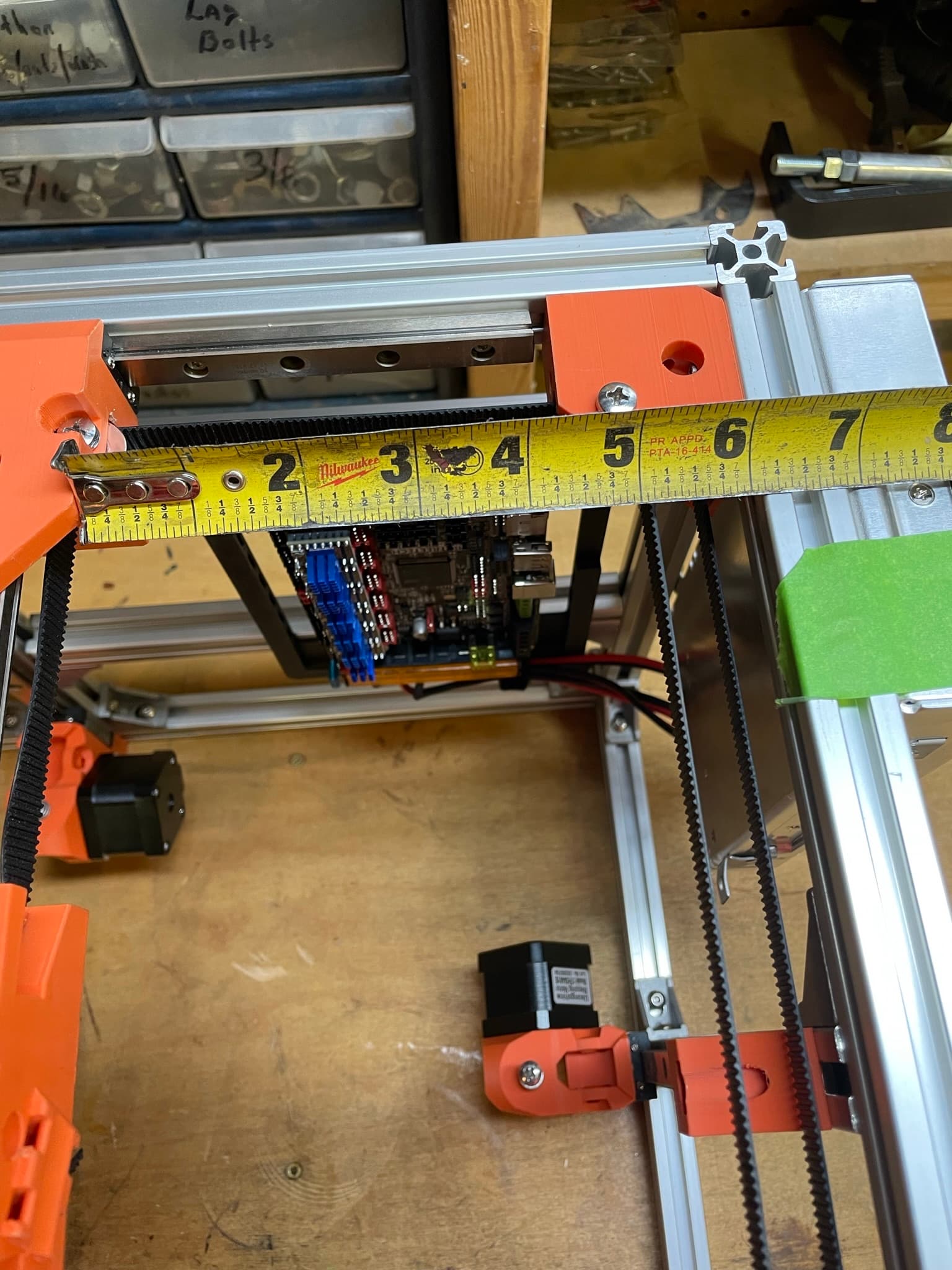
Here are the dimensions from the trucks to the back of the machine (at a random position). You can see there is a concerning 1/8" difference between either side.
But here are the diagonals of the top. They are about 1/16" difference. I think thats pretty good, right?


Also, here are the dimensions from left to right on the top of the machine to make sure I have equal length sides and not just worried about diagonals. These are pretty much dead on.


So, why do you think the x rail is out of square with the frame? Anything else I should check and verify?