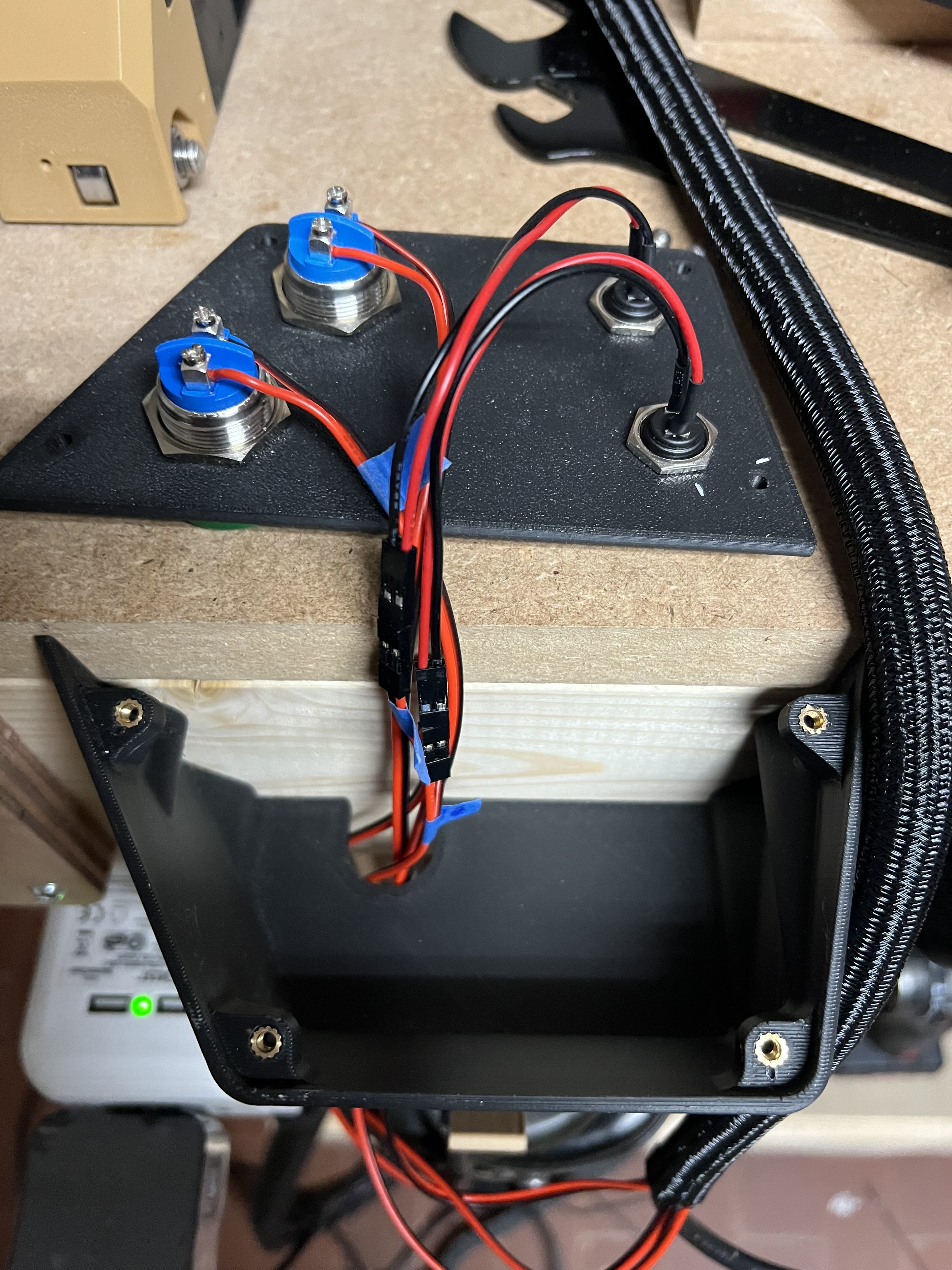
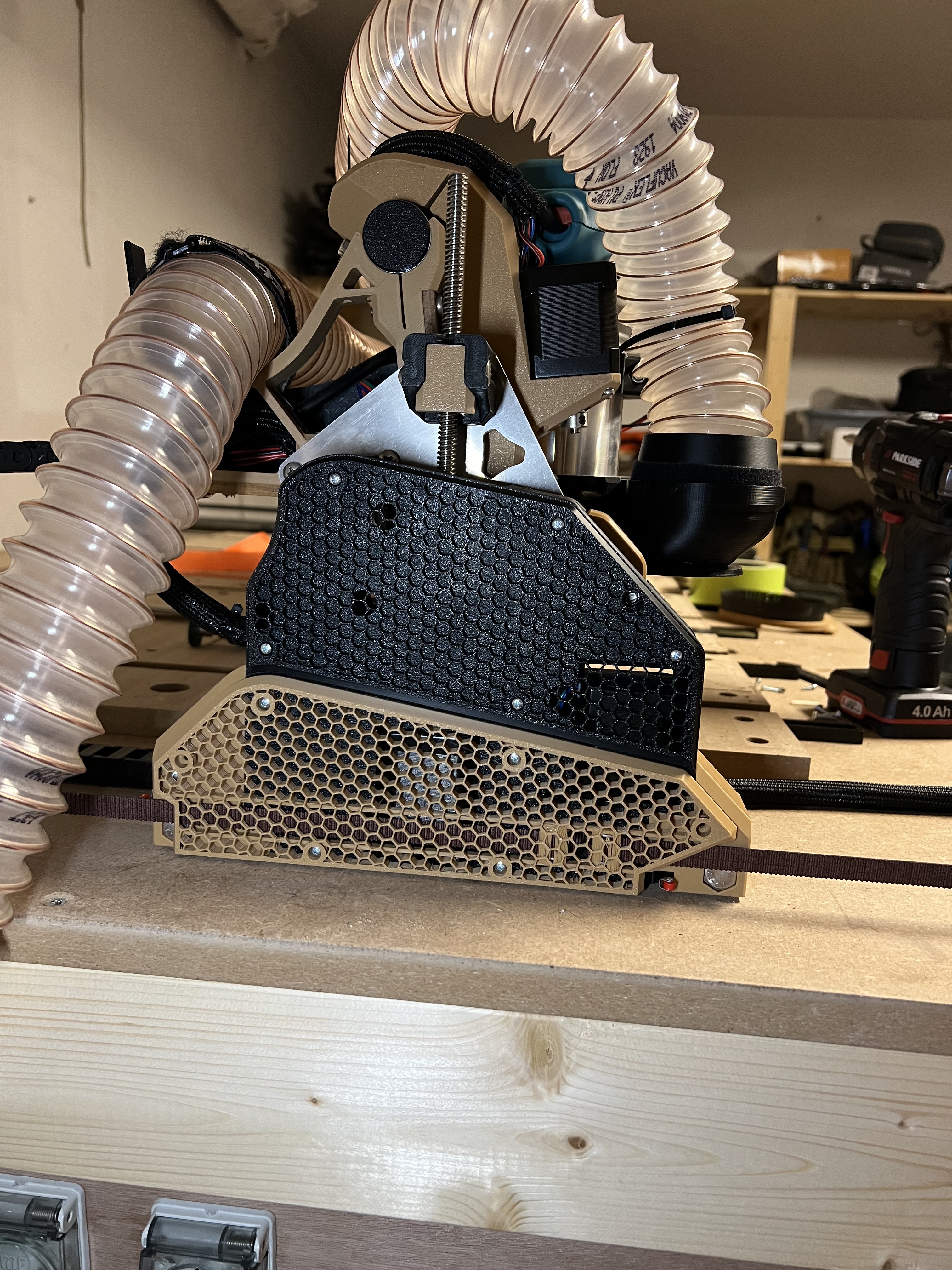
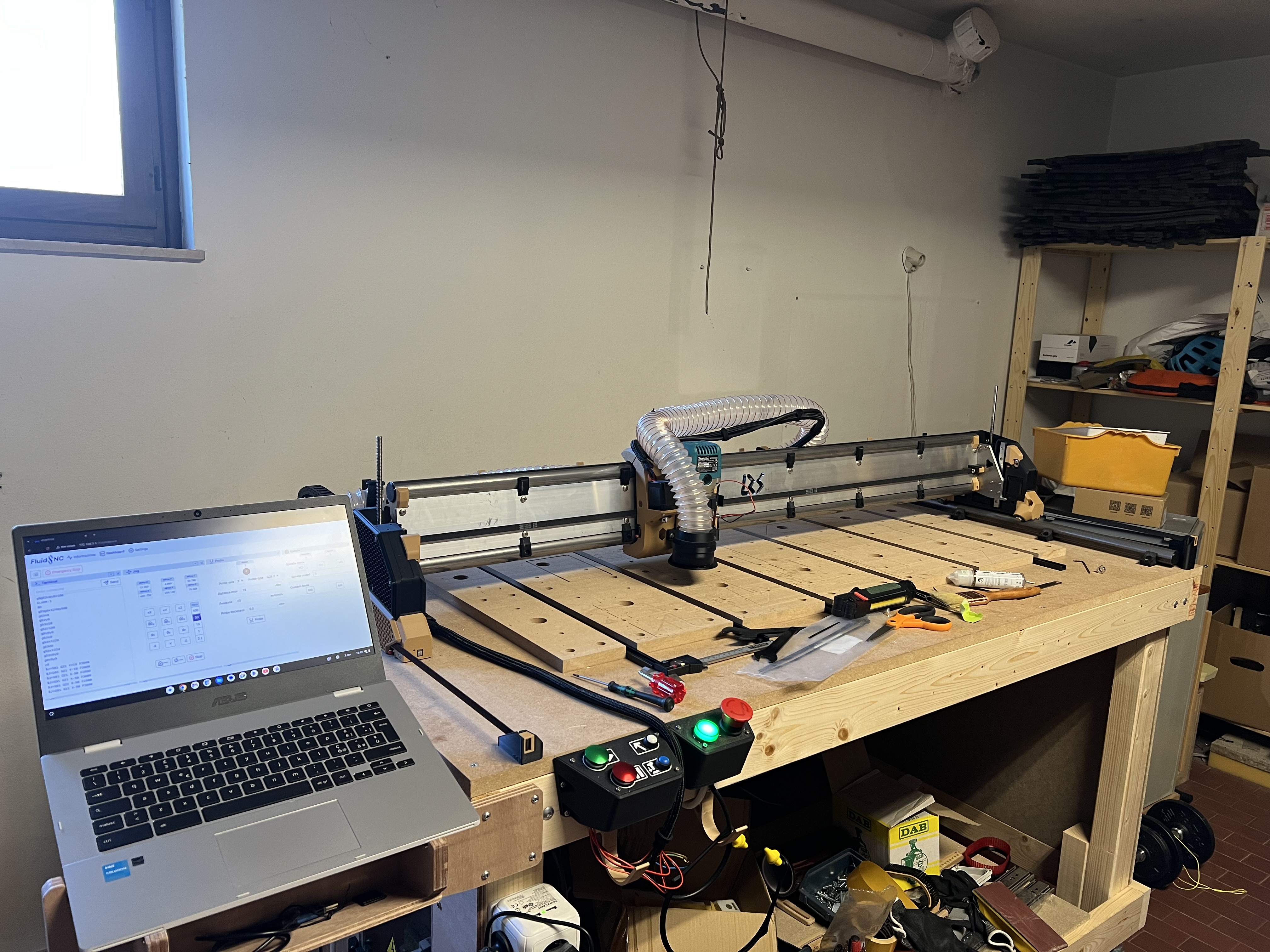
This is my LR4 with a 4 external buttons panel.
Actually I’m using the following features:
-Feed Hold
-Resume/Cycle Start
-Probe(2 stages)
-Clear the Working Area(move the machine full up and back).
all this features NEEDS modification in the config file, like Soft Limits, Z mpos value etc…
All the movements and features works with Machine Coordinates, so You can’t use “G92” zeroing method anymore(unless You know what You are doing), instead you have to use G10 or the “Ø” on WebUI. In this way you will have two(at least) coordinates systems:
Machine coordinates, given by homing and config settings.
Workpiece Coordinates (G54-59), set by G10 or Ø button.
By default the machine moves relative to Workpiece.
Typing G53 before EVERY command line ( ex. G53 G0 X100 Y200) the machine will move relative to Machine Workspace.
This is only a quick explanation, for new users there’re a lot of things to learn before. At the beginning it’s better to follow Ryan’s documentations and suggestions, they’re easier and you can start faster.
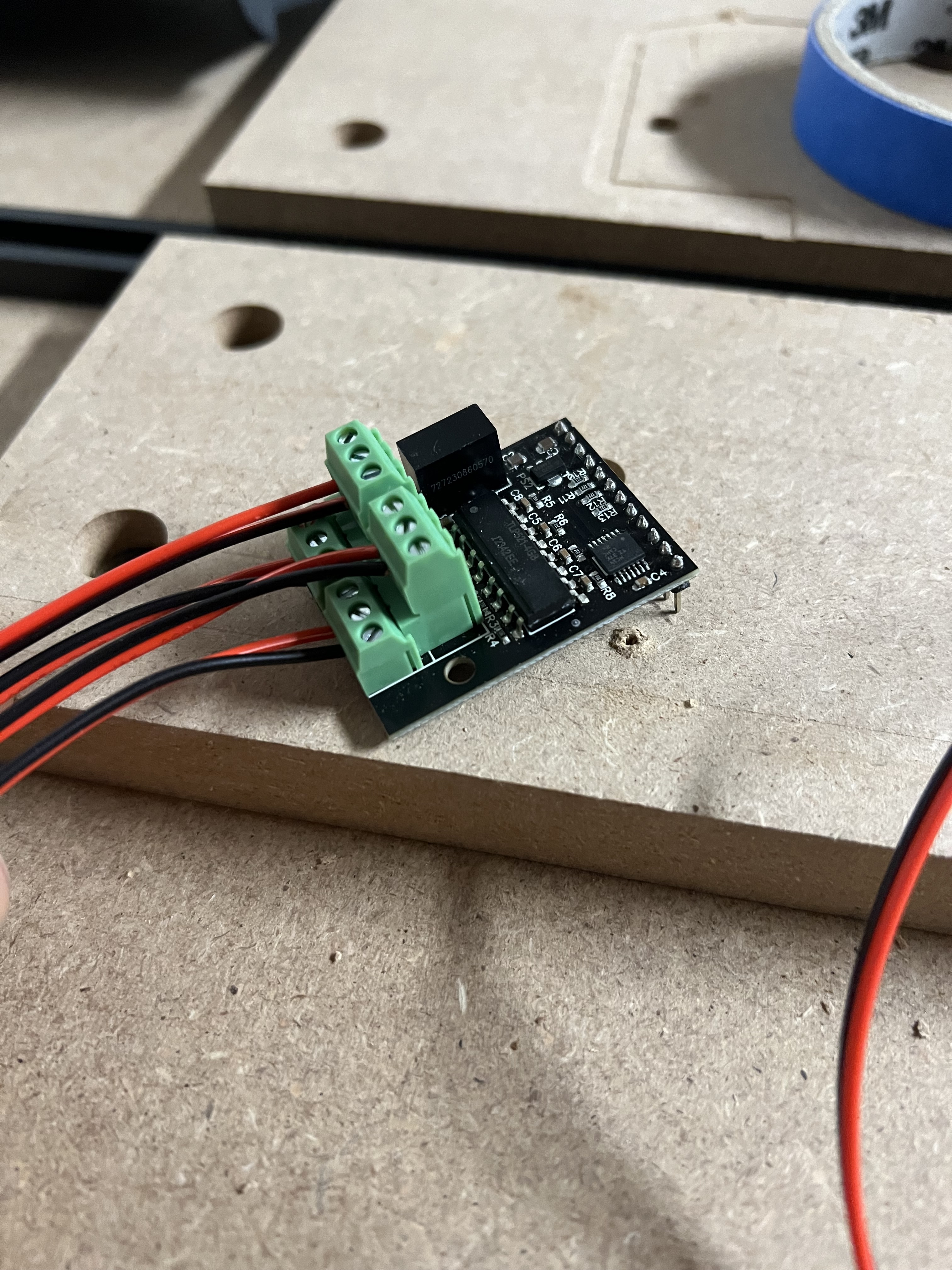
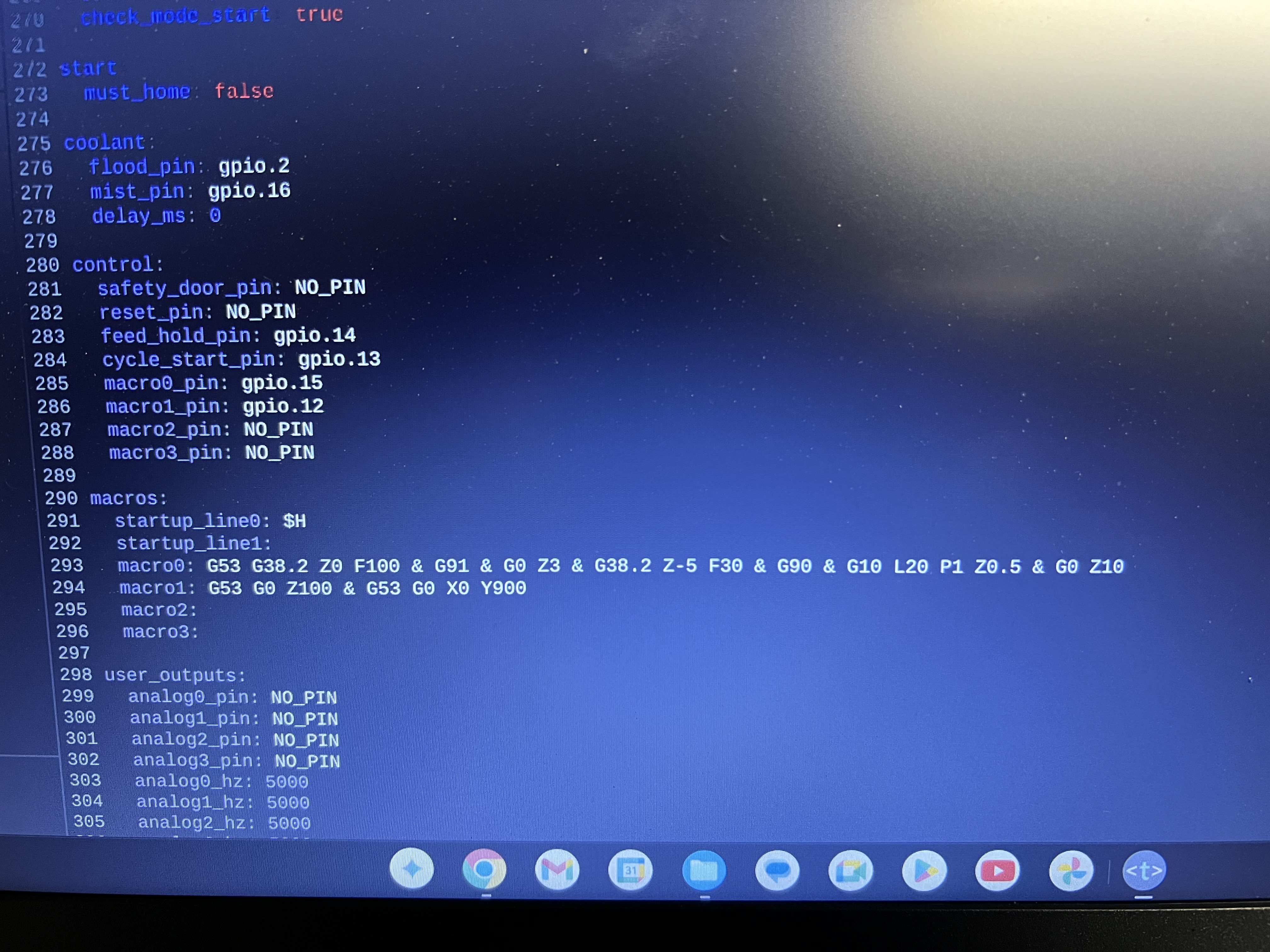
That said, I added a 4 input I/O module to the spare slot of the Jackpot Board, and modified the config file:
The macros are wrote directly inside the Config, no external .txt (pay attention, this create conflicts with V1E’s standards Macro).
The macros I create are made to work in every position of the machine, you can start probing at whatever Z position you want, the only limits are the real travel of the machine. The same is for clearing the workspace, it doesn’t consider the starting position and workpiece coordinates.
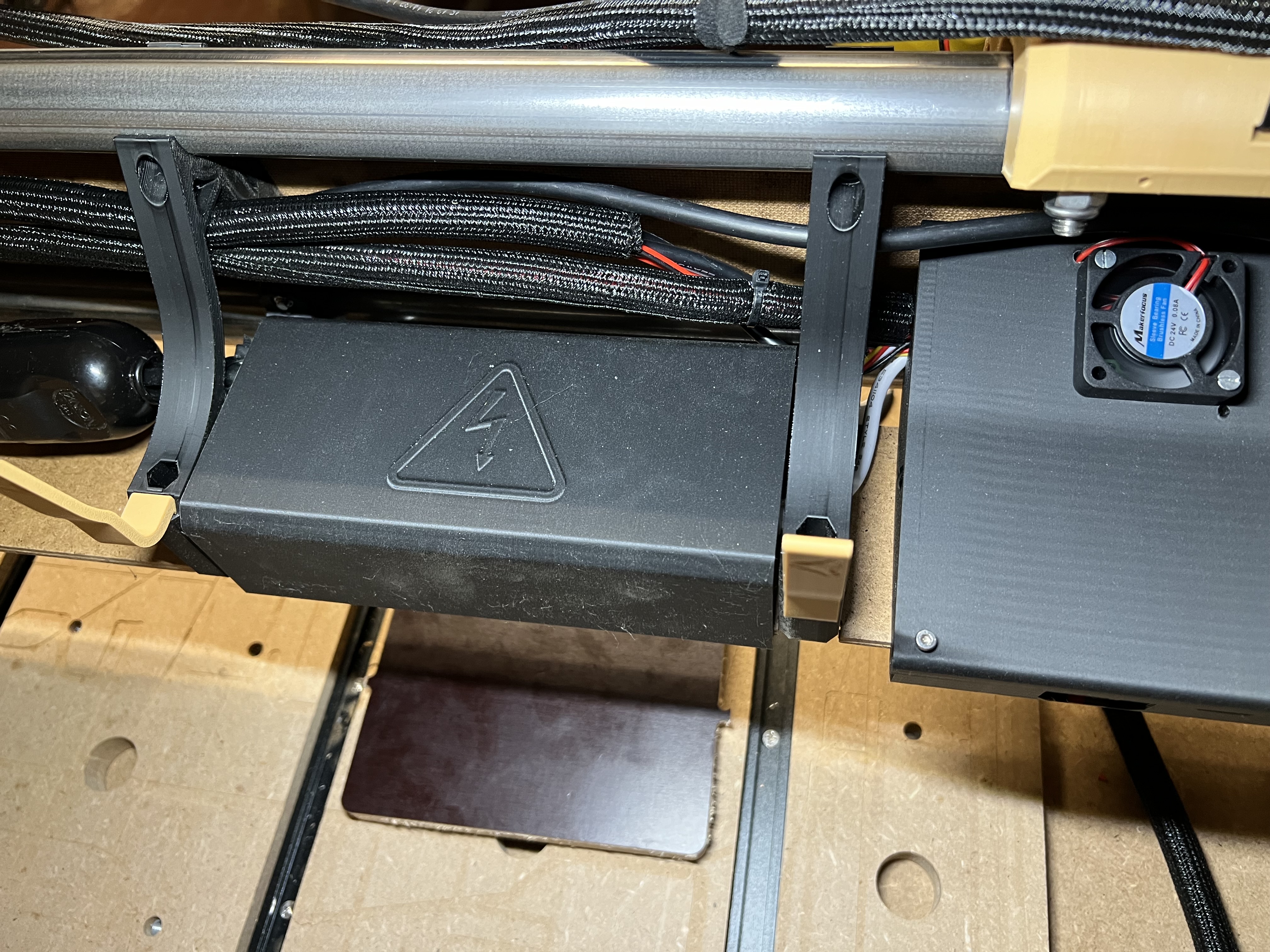
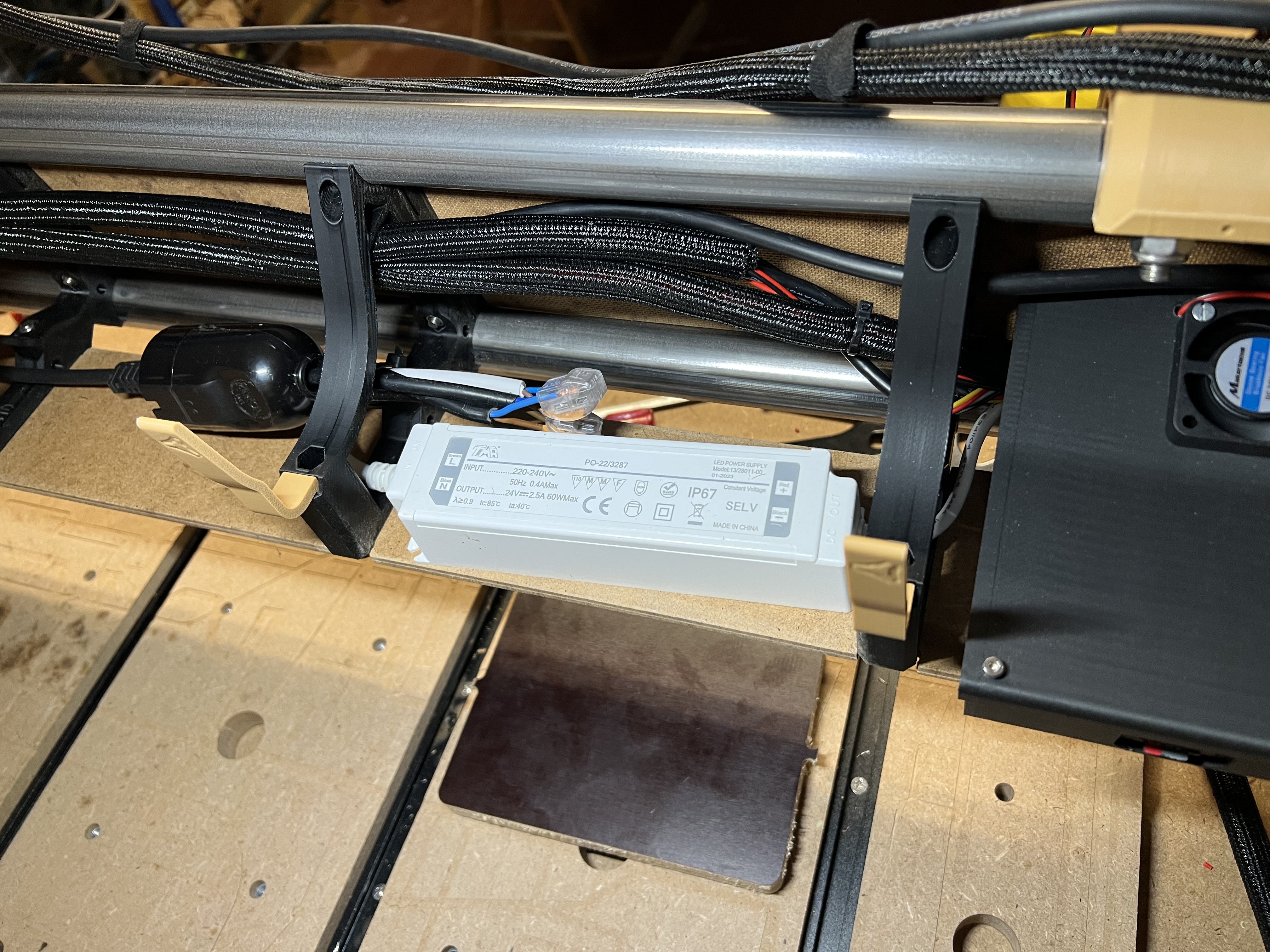
And this is the result:
I think, except for the colors, all the builds are more or less the same, but cable management not, so this is the way I’ve done it:
My understanding is the more “correct” way is to utilize G53 and machine workpiece offsets. That appears to be what you would use on professional workplace CNC’s and what you’d be taught to use in the profession correct?
Yes, that’s it, I worked half an year for a precision mechanics company, with 5axis machines, and I learned the importance of workspaces.
With an hobby grade router is less necessary, but very useful:
The G54-59 workspaces are stored into the machine memory, even if you shut down it, this mean that if you fail something into Gcode, or the bit brakes and you have to emergency stop the machine, restart the job is as easy as turn on and press play. Because the machine remembers where the zero was. I’ve done it many times, and is very reliable.
If your job was already in an advanced stage, you can simply modify the Gcode removing the feature already made, and restart from there.
Another useful way to use it is if you have standard formats of sheet dimensions, you can save the different zeros and simply place every sheet in the same place, with fixed points, and simply type G54-59 to change it
The last main advantage of this is about machine limits. You can use Softlimit, and the machine knows where are the limts, and if you mess something with the gcode, and the program wants to move the machine out of the limits, the program stops and gives you an error, without crash and waste your workpiece.
Workspaces are available to use with FluidNC : Wiki
In general, we try to avoid complicating things too much for new users and let them get comfortable with the default operation first, but workspaces are definitely available. Both WebUIs will give you the current coordinates in both Machine coordinates and Workspace coordinates as well.
In the past when we have brought this up, it has tended to cause confusion, especially with Marlin vs FluidNC still being prevalent.
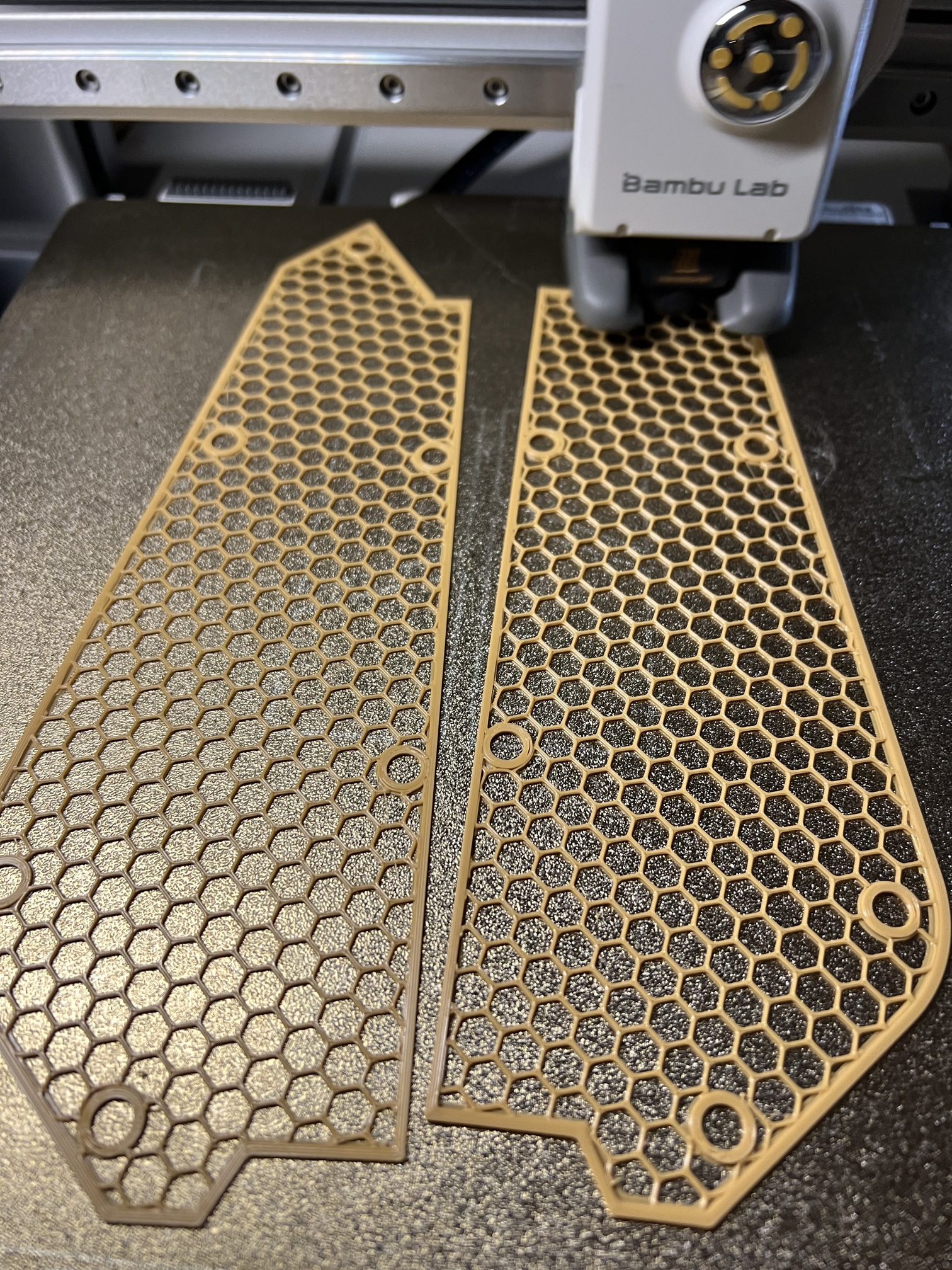
I think I will try the same approach, but for contrast, with my silver YZ plates and bright red wheel feet, will try black on the bottom and red on the top.
I would love to add some pictures of your build in the docs and maybe some social media. That thing looks stunning. I am willing to give up red for your colors!