So I decided I am going to try aluminum cutting for my plates.
I am seeing 2 different points of view:
Ryan prefers no trochoidal just shallow cuts
Jonathan, Michael trochoidal and I am having a tough time with their settings.
Has anyone else tried Ryans shallow cuts? I am not planning on bath (mist) I can run air, I have a compressor and can turn it down to use air at low pressure.
Holes, I see Doug say he used the drill setting in estlcam, but not sure he had full settings for drilling. I am looking at using Hole and Pocket, especially if I go for what Ryan did and use just shallow cuts.
Wow, been here a while now, and did not even know this existed, how!!!
That shows just trochoidal.
@vicious1 Do you still do shallow straight cuts or have you went trochoidal also?
@Jonathjon@Tokoloshe do you still use trochoidal? and at what settings? i have many tools here to choose from, the 5 pack from Ryan and many more from work. I have a new 1/4 o flute coated from amazon. 2 3 4 flutes, etc. (all different diam’s) Too many choices.
I used Trochoidal for 3mm, 6mm and 9mm aluminum, and it worked great! Full depth slotting in a single pass.
I did have some issues when slotting the 9mm, as the chips had some difficulty evacuating from the slot. If I was to go that deep again, I would increase the Trochoidal width to give a wider path for the chips to clear.
I used an Air/Mist system. Possibly not needed for very shallow cuts, but aluminum can weld to the bit very quickly if your F&S aren’t perfect.
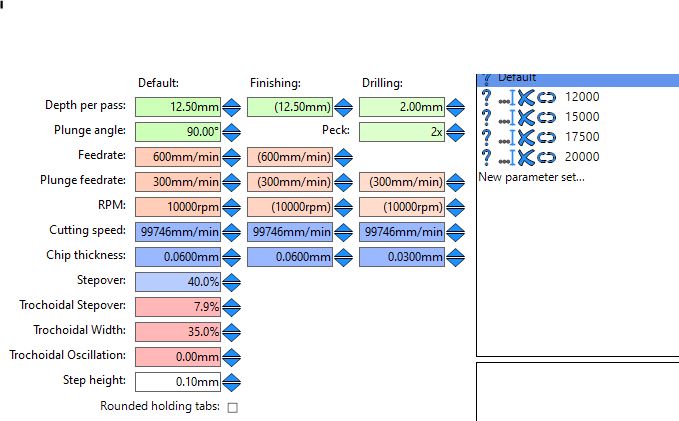
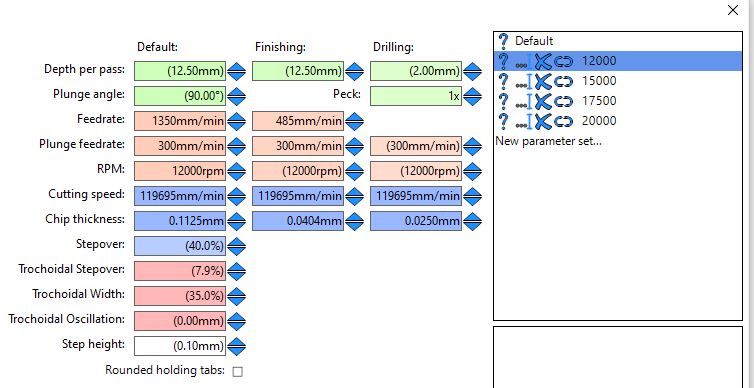
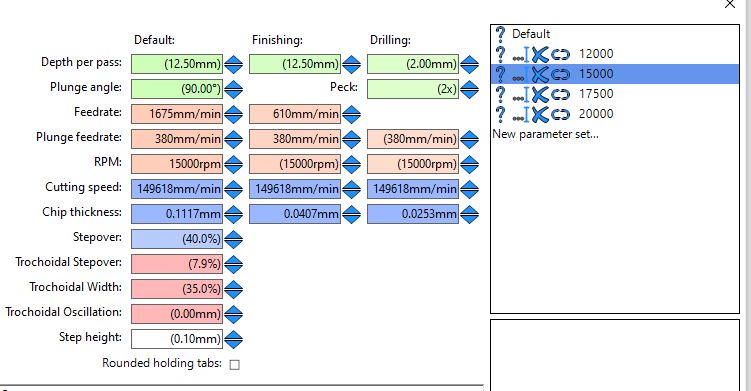
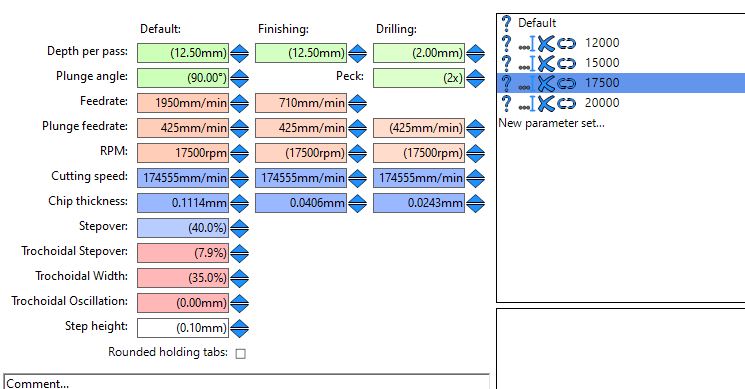
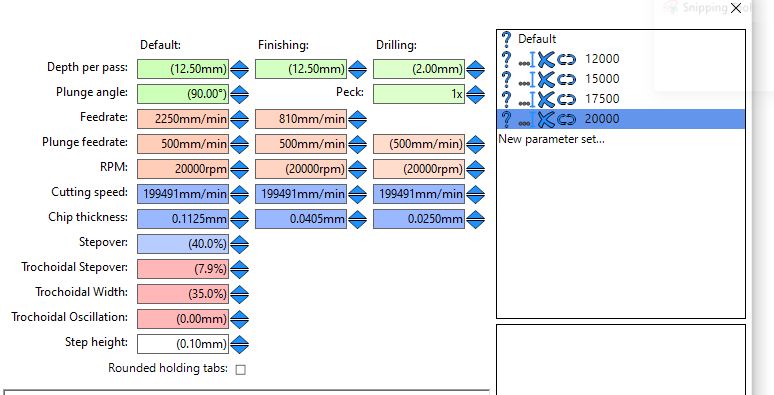
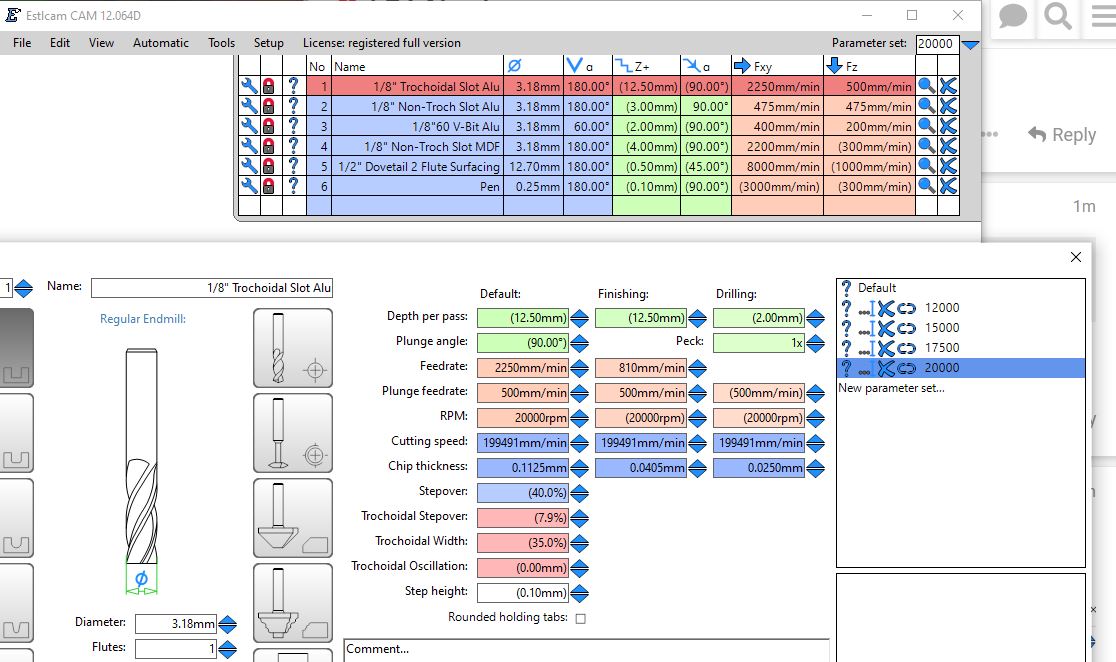
Here are my F&S for 10k, 12.5k, 15k, 17.5k and 20k RPM, using a 1/8" single flute carbide:
For cutting (not drilling) holes >4mm, I just let the bit rotate into the hole using trochoidal movement. For smaller holes, I used a v-bit to mark the center of the hole, and then used a drill press to complete the hole.
(Edit to clarify that holes >4mm are cut, not drilled)
For cutting XZ plates for LR4, I did trochoidal cutting at full depth, with no misting, did use air to blow chips out. It worked great. Used a fresh bit for sharpness. I shared settings in a video about it.
For hole drilling, according to my ESTLcam file’s records, I did this:
Bit diameter: 3.18 mm
Step down: 0.50 mm
Angle of attack: 90.00 degrees
Feed rate: 9.3 mm/sec
Plunge rate: 2.0 mm/sec
Router speed: 22,000 RPM
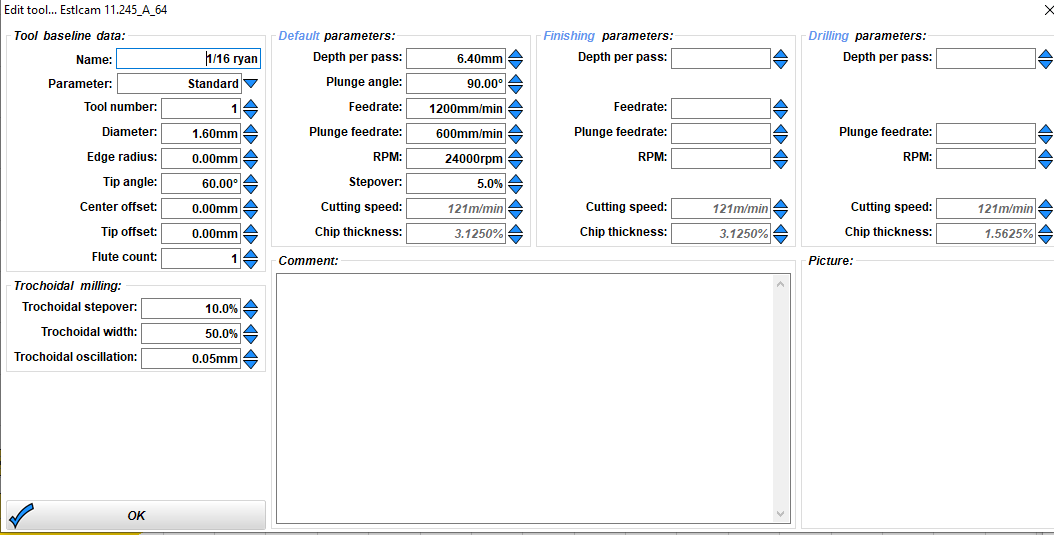
For trochoidal cutting, according to my ESTLcam file’s records, I did this:
Bit diameter: 3.18 mm
Step down: 7.0 mm
Angle of attack: 90.00 degrees
Feed rate: 38.8 mm/sec
Plunge rate: 1.8 mm/sec
Router speed: 12,000 RPM
Trochoidal Stepover: 5%
Trochoidal width: 50%
Trochoidal oscillation: 0.05mm
These are loosely based on earlier successes by other members, with some tweaks perhaps, but I cannot recall exactly what was tweaked.
My hole drilling was done with an end mill as opposed to a drill bit. If a drill were to be used, it might mean the plunge rate should be changed, but I don’t remember looking into that. A coated drill bit can do better at drilling, but it leaves divots in your spoil board if you go deep enough to go all the way through.
Did you use the EstlCAM Drill settings, or Default (Hole and Part) settings. Unless your holes were the same size as the mill, and given that you are showing Feedrate and not showing Peck settings, I’m thinking that you cut (rather than drilled) your holes.
Not meaning to split hairs, but the terminology could be confusing to new users reading this in the future.
Just another note on cutting holes, I still used Trochoidal. If you specify a finishing cut, the last pass is non-trochoidal for a smooth round finish.
For the smaller holes on XZ plates (the ones for M3 screws), I used the “Drill” button in ESTLcam.
For the larger holes, I used the “Hole” button in ESTLcam, and not trochoidal. Even though it was not trochoidal, the spiral cut motion while moving downward is basically the same type of motion as trochoidal. The difference seems to be one of speed. Trochoidal does same motion but much slower (at least in how I had it set).
Obviously I’m not the OP, but really appreciate all the support you guys put into helping out here. I have yet to do a successful cut on my LR4. But I am building primarily to cut MDF and Alumunium so this topic is super helpful.
")