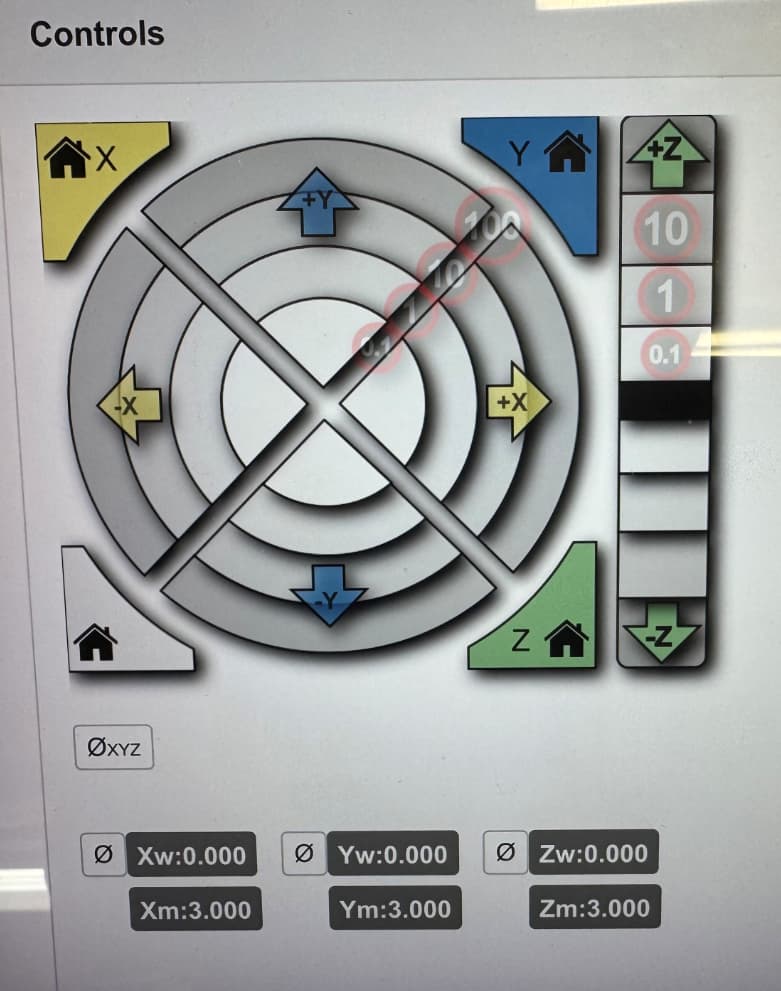
After you home your machine, what does your Y axis reports? 0.000?
If not: go to your settings and verify your config for the y axis Set_MM_POS: variable to be 0, save the config.
Also, you can zero the axis manually in the main screen of the webui or send: G92 Y0. 000 that should set your homed axe to 0.
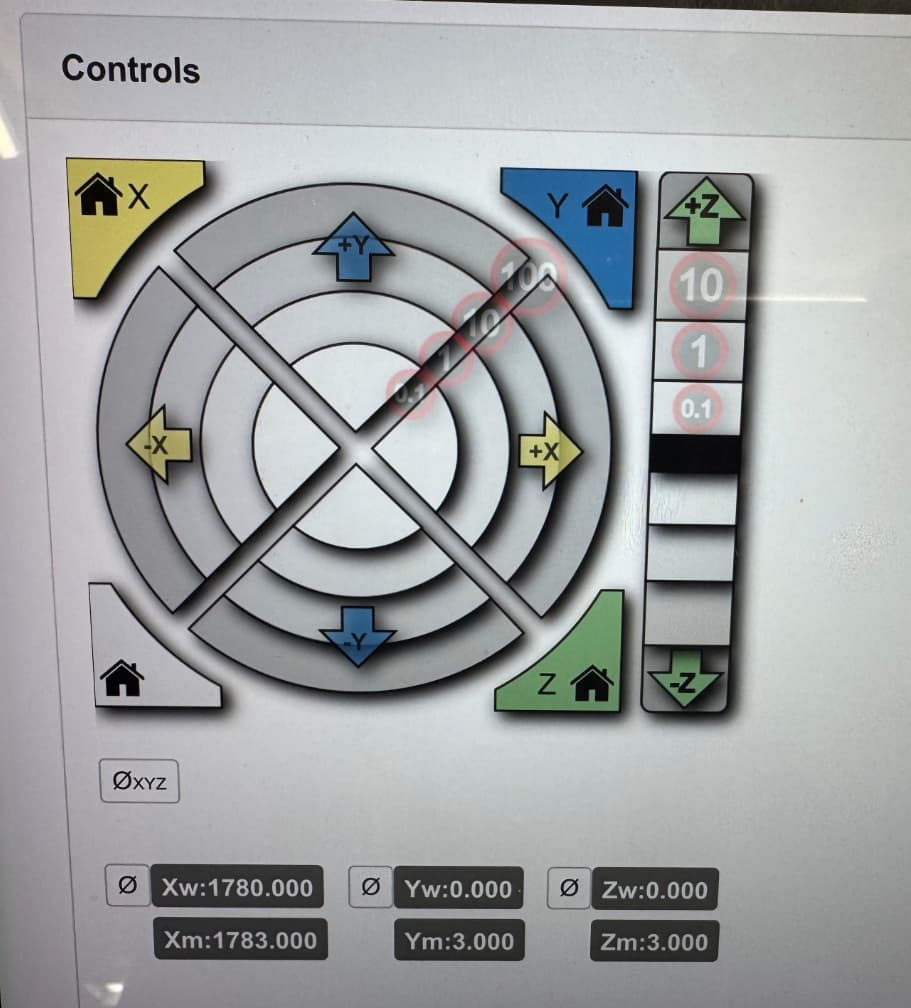
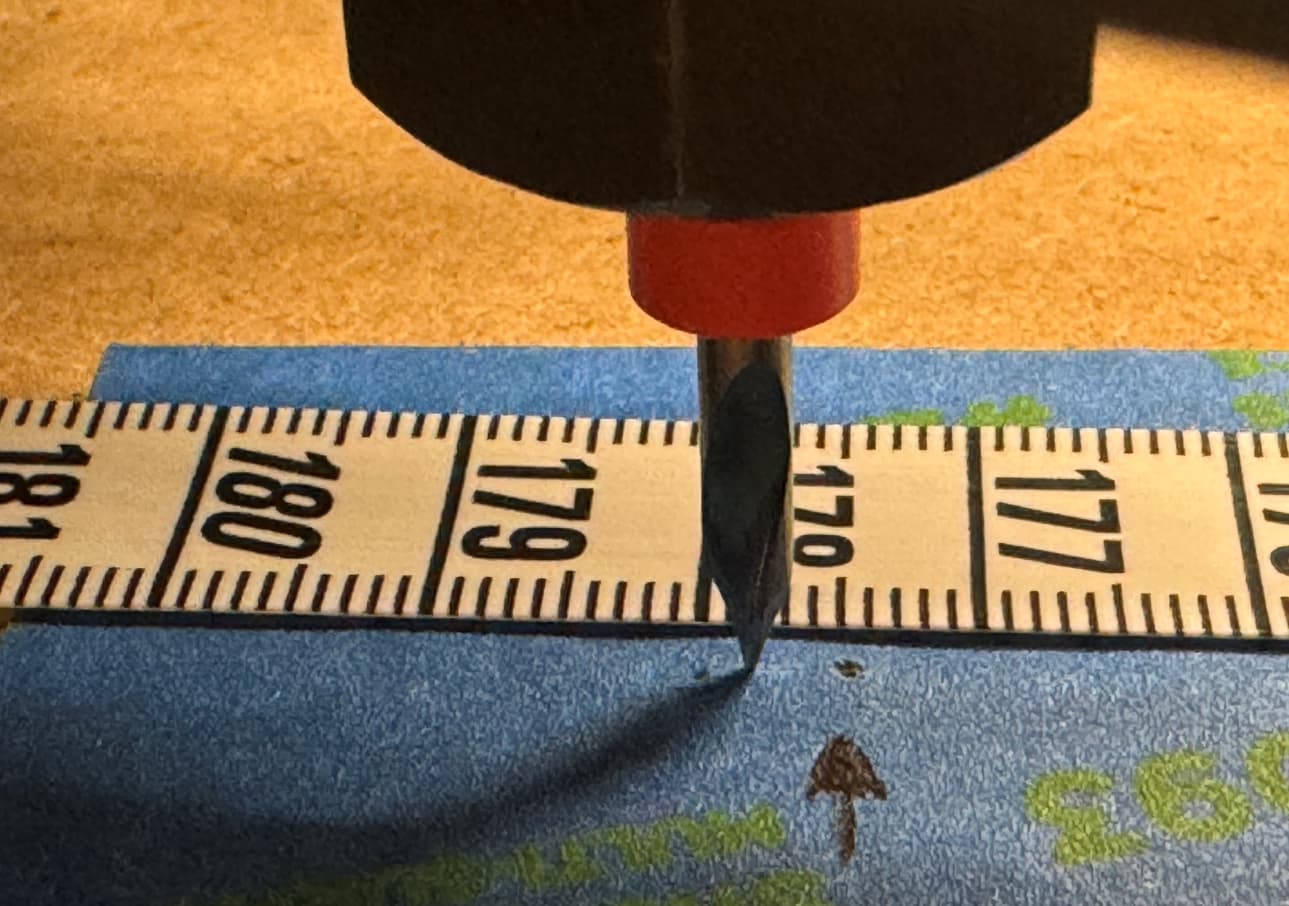
If your y axis is reporting to be at 5mm when homed, you call it to move 1780mm with G0, it will move 1775mm
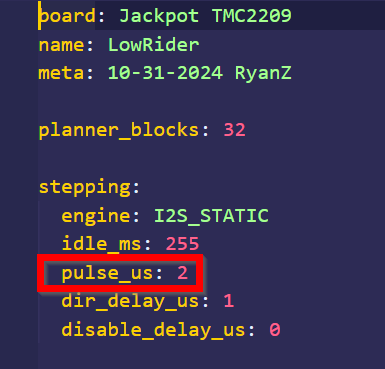
My understanding is that the pulses affect the speed of rotation (rpm)
You should be looking at belt tension first but dont get too crazy maybe fine tune the steps if thats the case. Maybe someone else could get you more light into the matter.
Yeah, tried changing to 2 and no changes - still 5mm off.
I also tried to super tension the belt but little effect (only about 0.5mm better).
Thanks for your help - Let see if others can think of any other reasons.
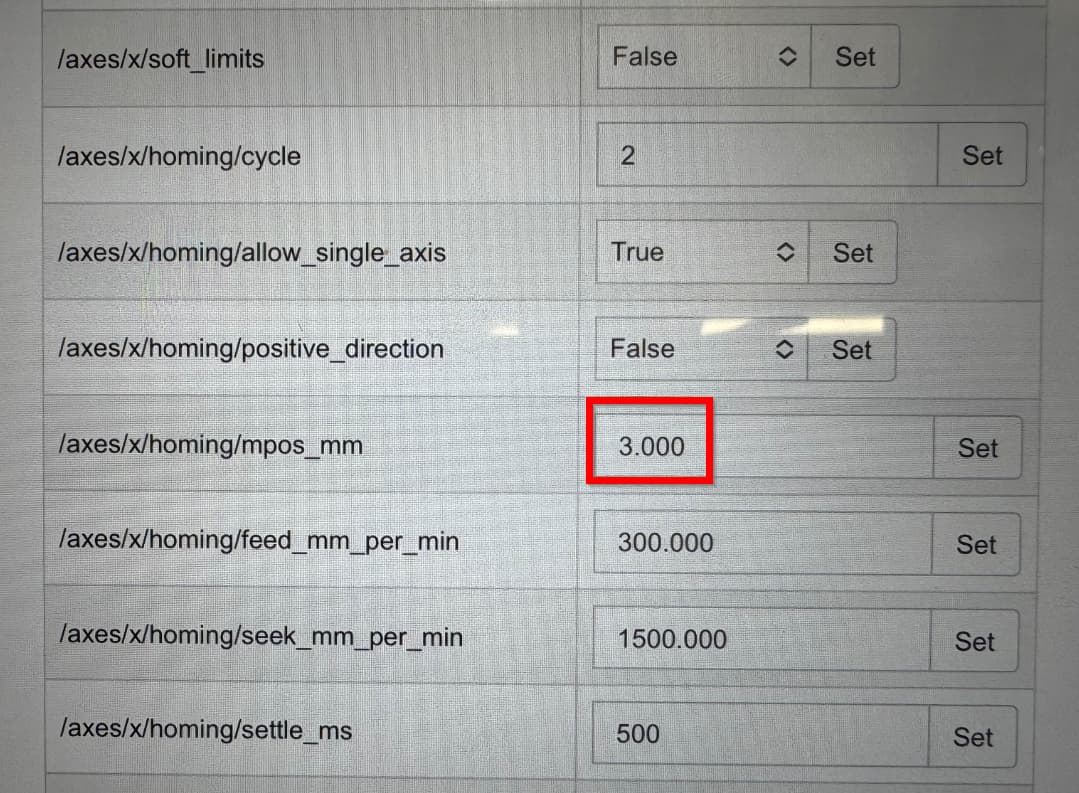
So, should I now try mpos_mm as -2??? Will that bring it to the right 1780 distance??
I guess I am not sure to understand the wiki definition of the mpos_mm as Sets the machine position after homing and limit switch pull-off in millimeters. If you want the machine position to be zero at the limit switch, set this to zero. Keep in mind the homing direction you choose this number.
Solution:
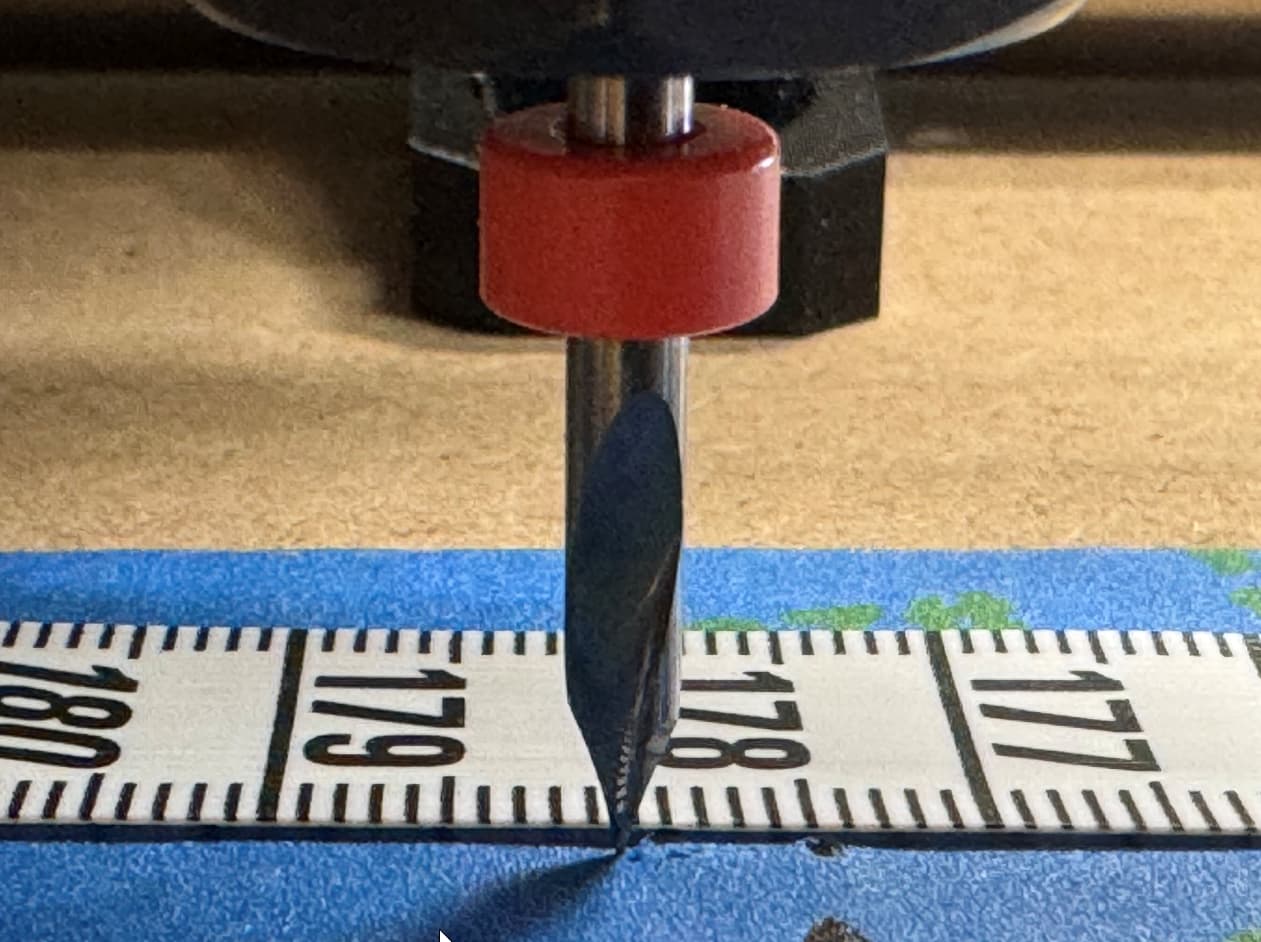
Changing the mpos_mm to -2 increased the distance to 1780!
I guess that my head translated mpos as ‘minimum position’ as the limit switch was mentioned in the wiki definition, but it probably means ‘maximum position’…
Mm pos should be zero. At least it works for me that way. After i home my machines coordinates are 0,0 ( i reference my sheets at the origin witn a fence on xmin and ymin 1/8" away
Sounds like from the link that you provided that the belt might be slightly off & the solution is to adjust the step/mm instead of messing with the mpos_mm - this makes sense & I will try it.
Set the mpos_mm to 0
Adjust the step/mm for X&Y, as I suppose it doesn’t really matter for Z due to the low travel.
A test I’d try is going half the distance you’ve been going. If the error is the same 3mm, there’s 3mm of mechanical or configuration error in the machine. If the error is half, i.e. 1.5 mm, then there’s a problem with the steps per mm.
The 5mm error was with mpos_mm at 3.00
Changing it to 0.00 reduced the error to about 2mm (for a length of 1780mm or ~70", which is then in-line with your numbers
Thanks!
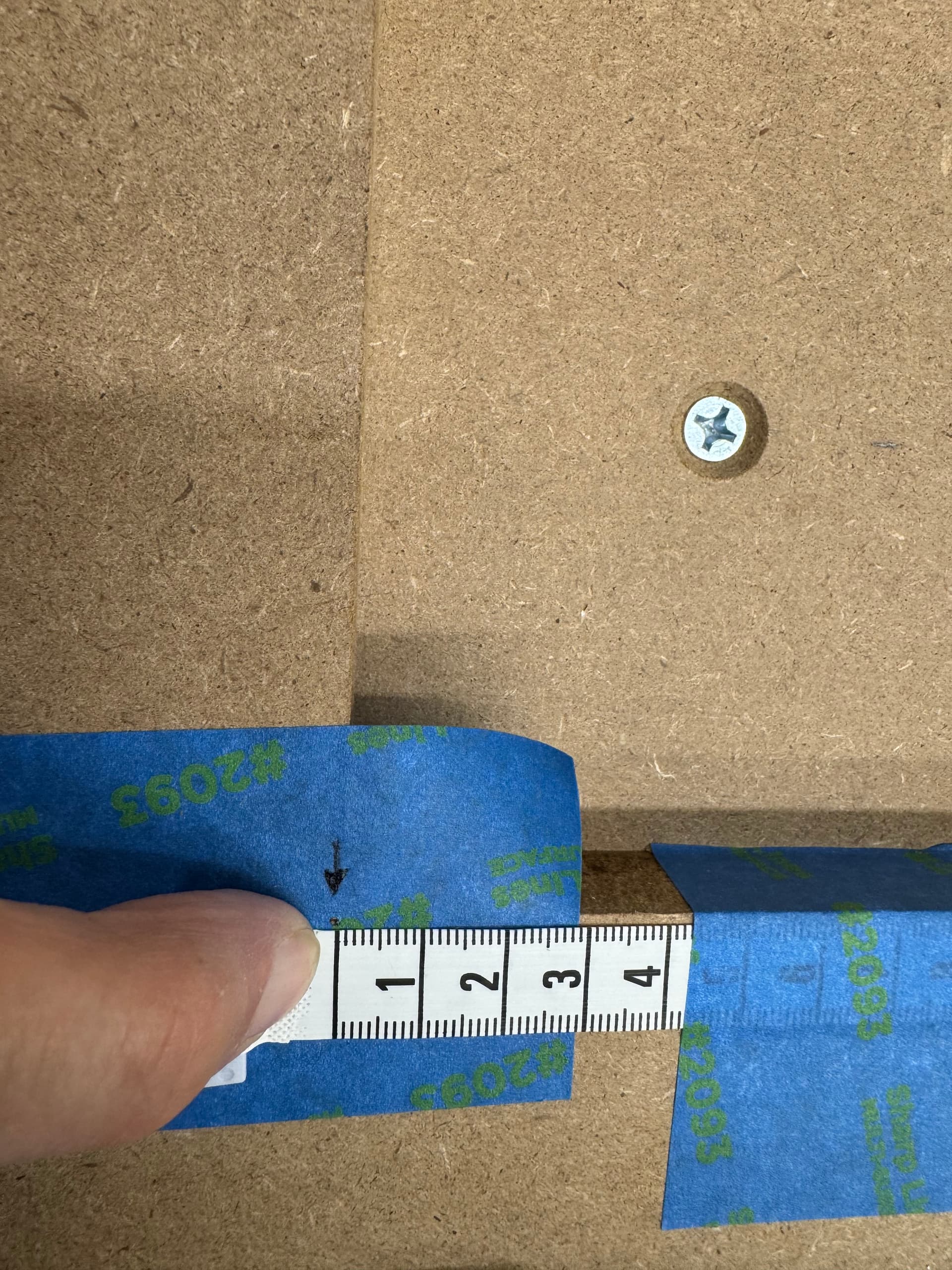
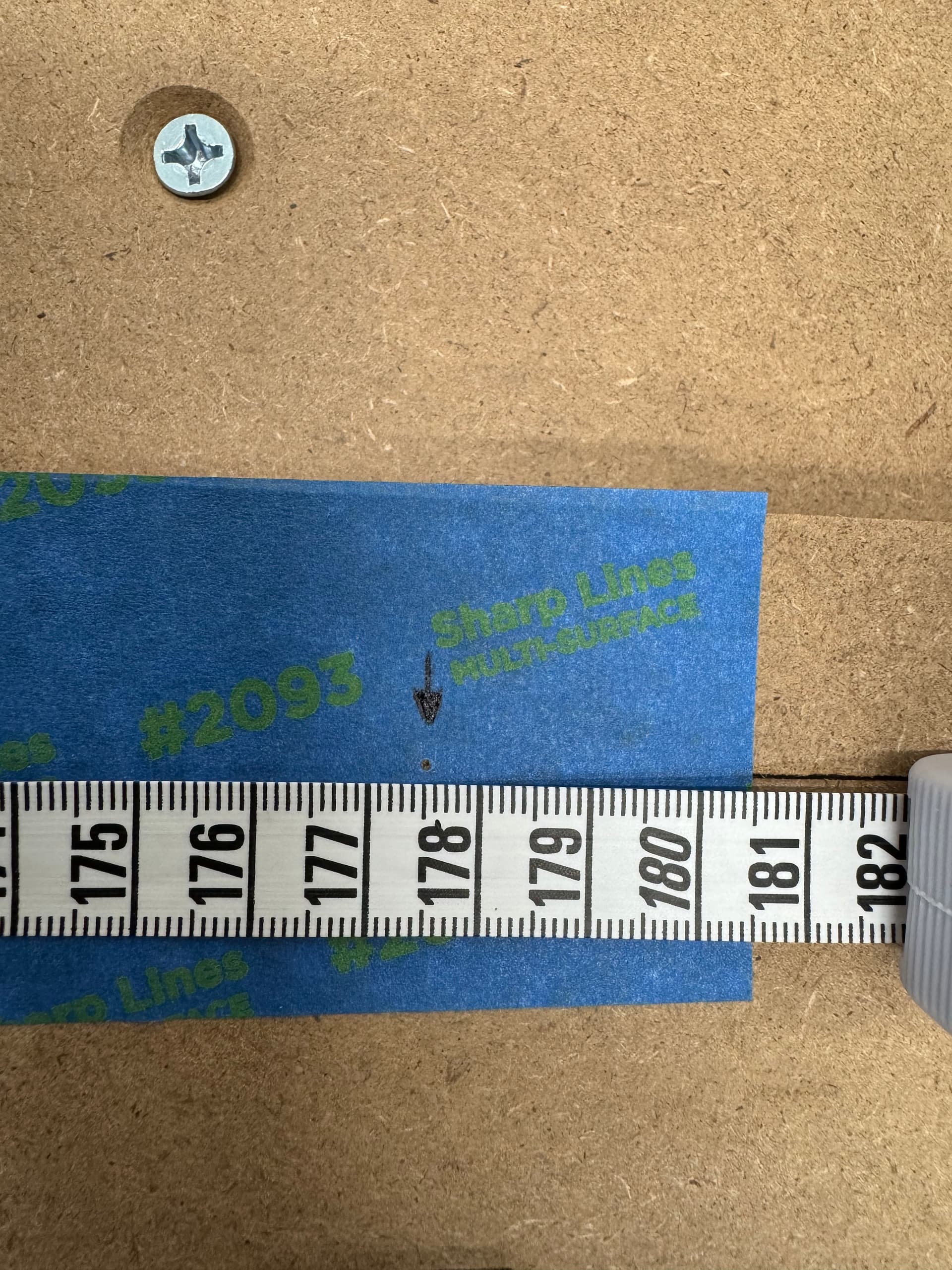
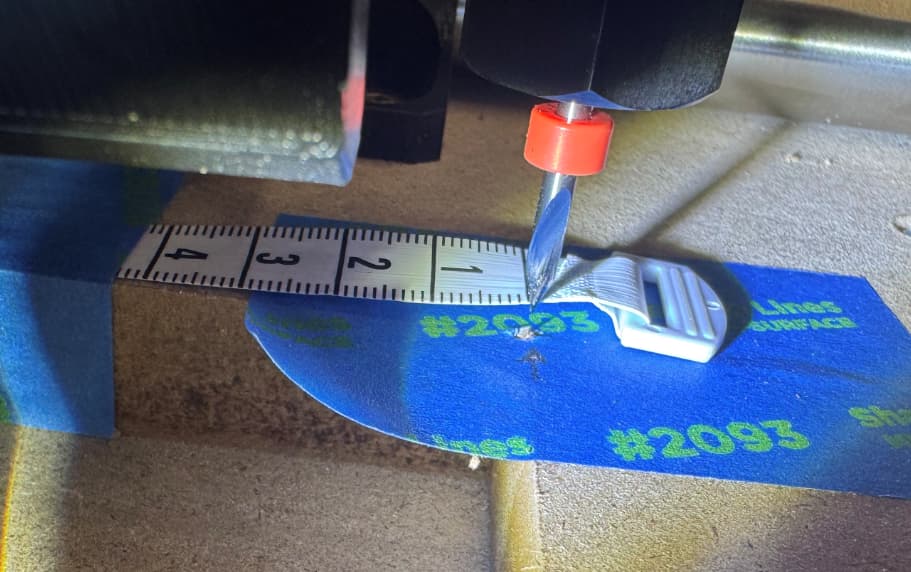
I don’t understand. Home your machine. Move it forward 5mm (to get rid if any slop/play/lash), mark that position, move it to a few mm from your extreme and mark that position. Measure the marks vs the distance moved between them. mpos_mm has nothing to do with this (that is for homing and physical swithc position).