Well to my wonderful crew mates, let’s not get me walking the plank over this one.

Best I can tell we have a belt issue. Our 2mm pitch belt does not seem to be 2mm pitch.
I was asked about this during the LR4 beta and blew it off, We have been asked about this many times and blew it off. We have a fixed gear system and calibration should not really be needed. That is only true if all the components are as advertised. I have been using this same belt supplier for a few years now. I am not sure if this is a new problem or has always been there. JJ really pushed to convince me to take another look and he was correct in the issue and I am very thankful for the persistence.
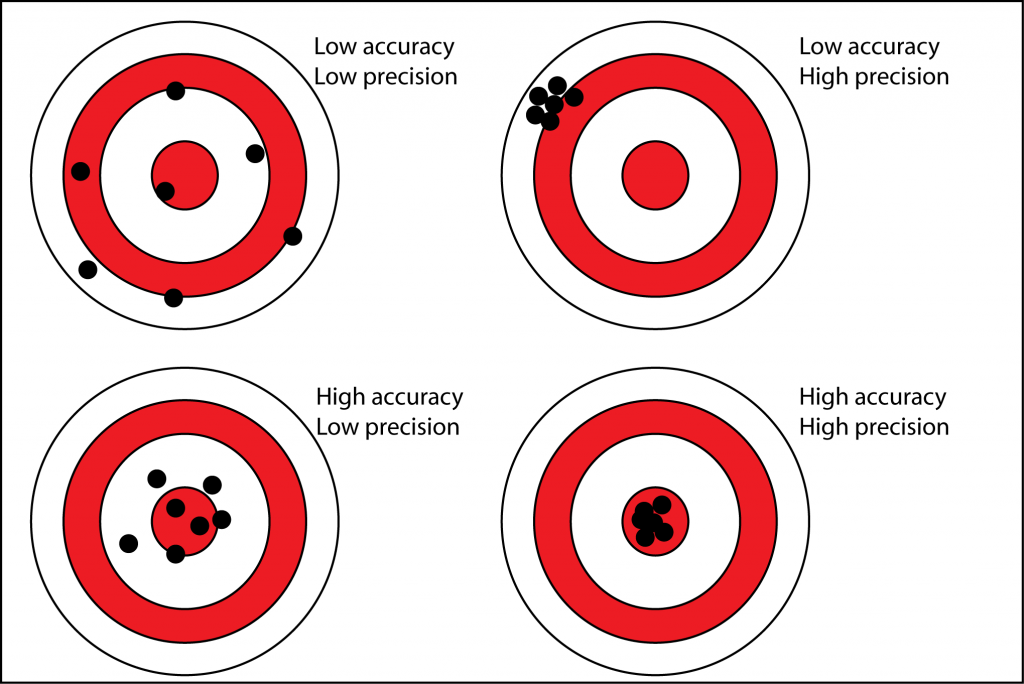
A 1200mm gcode move results in a 1198.25mm actual move. I was careful to only move in one direction to eliminate as much backlash/slop as possible, I tried 8th stepping and 16th stepping. I used 3 tape measures, and calipers. In the end to verify we just measured the belt with some calipers to find it is indeed not perfect, not even very close in my opinion. What we have on our hands is a case of high precision and not high accuracy.
What this means, is the steps per mm need to be adjusted on most, if not all builds. Something I and most others warned everyone against.
On my LR4 I found 50 steps per mm needed to be adjusted to 50.073 on both X and Y on the Jackpot, I have not verified it on the SKR Pro yet but those would be 100 to 100.146. But I think for now it is best to see how everyone’s numbers play out.
If you want to test your build I suggest doing it just like the square calibration but you only need two points at the extremes of your Y travel. I suggest only moving on one direction so home Y, move Y + 5-10mm, pop a hole, move out to your Y max (or close to it the further, the better), pop a second hole and measure as accurately as you possibly can. I tape the tape measure at one end and gently check with the other, I made several tests all exactly the same as far as I could tell. From there you can get the difference in a percentage by (commanded distance)/(actual distance).
In my case 1200/1198.25=1.001460
To get your corrected steps multiply the current steps per millimeter by that number.
In my case 50*1.001460=50.0730
Round to 3 decimal places
50.073
Once we get some more confirmations, we can see the spread and how and if I should correct from here.
Apologies for the carelessness and assumptions of the parts perfection. Luckily, this is a pretty easy fix and only costs a little time.