Damn, I was going to suggest time dilation due to the doppler effect of having blue LEDs on one side and red on the other.
The Transverse Doppler Effect and Relativistic Time Dilation
![]()
Damn, I was going to suggest time dilation due to the doppler effect of having blue LEDs on one side and red on the other.
The Transverse Doppler Effect and Relativistic Time Dilation
![]()
In another life, I would have been a physicist or astronomer… so this is relevant to my old college-days interests! ![]()
Another query: should a full-depth finishing pass be performed at the same feedrate as the rough slotting cuts? I’m getting some pretty gnarly vibrations on my finishing passes and a rough wave-like cut surface. That can’t possibly be correct.
Are you using ESTLcam to setup the finishing pass? What input setting are you using for that?
Yes. 1/4" upcut bit, 20mm cut (full depth), 15mm/s (might be 20, unsure and can’t look it up right now). Both the regular cut and the finishing pass are with the Kobalt set at 1.5.
So in ESTLcam, when you enable a finishing pass, you can either leave the amount (of overstep? or whatever it’s called) blank for the default or you can tell it how much. Are you leaving it blank or typing in an amount for the finishing pass? It affects how much material is left to remove at the last for the finishing pass.
Oh, duh, forgot to add that to my previous reply. I used 0.6mm as the finishing allowance (I think I read to use ~10% of the bit width).
Also, feedrate was 20mm/s.
Hmm. It does not sound bad. I usually leave it blank and let it do its default percentage. Is this “climb” or the other direction?
I’m kinda stumped.
Yes, I have Estlcam set to climb milling instead of conventional.
I can try slowing the finishing pass down. I’m probably going to slow the roughing passes down to 10-12mm/s anyway, so maybe I’ll just match them and see what happens.
I run my finishing pass at ~80% speed of the roughing passes. Climb milling has its draws, but with conventional milling, I don’t have to have tabs for holes, since the bit will just move the offcut out of the way. With climb milling, I often end up with stuff jamming in cut-outs.
I finally (FINALLY) have 4 Y spars for my table that have the same dimensions. That doesn’t count the 6 others that were either the wrong dimensions or where something else went wrong. Ugh.
I’m now on my second sheet of 3/4" ply.
I need to cut more X ribs. I have three that measure correctly (~1533mm on the long dimension) from the first sheet. I just cut one rib from the second sheet… and it was 2 mm too long. No difference in settings. Whyyyyy.
Oh, and every single slot on the otherwise-correct spars and ribs is too narrow by 1-2mm, so they don’t mesh. WHYYYY.
Milling ply has been moderately frustrating. Surely other types of wood are easier?
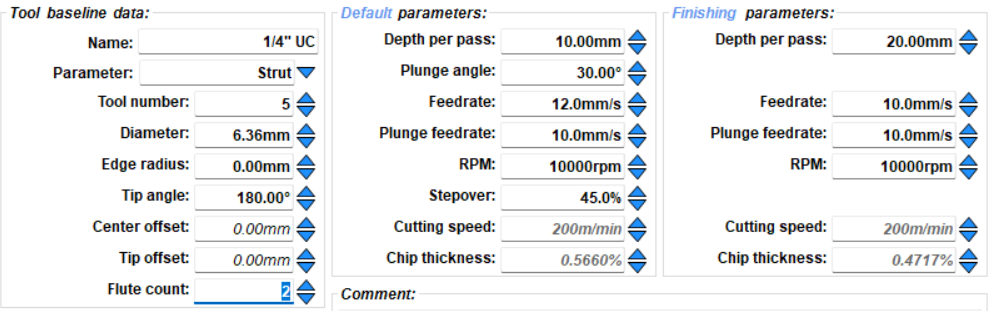
[1/4" 2-flute upcut, 12mm/s, 10k RPM, 10mm per pass, 20mm total DOC]
Yes and no
Once settings are dialed in for most materials and bits it’s easy. But getting that data is hard. 10mm DOC seems aggressive to me but I think I’m having an issue with my untuned steppers (hence the name) so maybe that’s more achievable than I think. If ultimately you feel like you’re having more issues (particularly with skipped steps or deflection) slow it down some or take some load off.
Also think about doing it piece by piece vs a whole sheet cut so you can dial it in (you maybe doing already)
Because of the glue plywood is nearly the same as hardwood when machining, so the formula for it is 1x diameter depth, you nearly used 2x depth (10mm). This is pretty surely causing deflection.
Got it. I’m not sure I’ve seen that formula before, but I shall adjust and see what happens. Always learning…
Yep, looking in a few other places, I see I’ve been tackling this with unideal settings. (I think I have been conflating information from multiple sources, and not doing a good job of understanding before doing. Alas.) I will reduce to a 5mm pass but keep the speed at 12mm/s (in order to change only one variable at a time). I guess if that goes well, I will slowly try increasing the feedrate. 40 min per rib is gonna hurt, but maybe not quite as much as needing another sheet of plywood…
Soft wood can be up to 2x diameter depth. It is also always easier to increase speed than depth.
Some Plywood (glue and lots of knot slices) is the hardest of the woods to cut. Expensive ply tends to be a lot easier to cut, the cheap stuff has lots of voids full of glue that makes a nasty gooey cut. You are also using a 1/4" endmill. And you are fairly new to this. As you progress and learn you will learn how fast you can push it. For now, stick to one diameter’s depth of cut and just keep increasing your speed on each cut. Keep your RPM as low as possible and only increase if you are moving really fast.
After that make sure you use a full depth finishing pass (.4mm should be okay) on any cut you will be measuring, you should never have a 2mm issue after something like that.
Then, you can work on increasing the depth of cut. Just not at first. Lots of other settings to dial in.
This all makes sense, and that’ll be my plan going forward. I think I was just reading from too many sources and getting things all jumbled.
Thank you, as always!
(Edit: if this is all on the Milling Basics page, then I’m an idiot because I’ve read that page a dozen times…)
Déjà vu all over again.
Final X rib is cut, so all of the wood sections have been extracted from their native sheet of plywood.
Really looking forward to having the Lowrider up on its table and off the ground soon.
Next up: table saw madness as I open up all the slots so they are wide enough for the spars and ribs to fit together. Yay!
Man those LEDs get me every time
Your unit looks awesome!
Regarding use of a tablesaw to open up the cross-lap joint gaps, if you have a portaband saw that you could mount so that it’s like a mini bandsaw with its own table, this would be an excellent tool to use for this. Probably safer and quicker and all-around easier than trying to use a tablesaw. There is a company called Swag Offroad that offers a table mount for portaband saws. I have it and it’s a pretty fantastic thing. One of my videos shows the unboxing and assembly of it. I use that thing quite often. The advantage that it would have over a normal bandsaw, is that a portaband has bearings that turn the cutting portion of the blade at about a 45° angle from the normal orientation of the edges of the wheels that are driving the blade. This effectively moves the machine out of the way, and would allow you to position for cutting … a strut or rib or spar of pretty much any length, so long as you had the weight of the far end of it supported somehow.