Given that I am cutting deeper than the bit width, I knocked 25% off of the given chip load per the calculator instructions. I’m still getting 66 mm/sec when I lower RPMs to 10000:
Maybe (well, probably) I’m thinking about this incorrectly, or not using the calculator properly. I also get fast feedrates from the calc linked on the Milling Basics page of the docs (https://app.fswizard.com/) - nowhere near as slow as 20mm/sec.
Should I lower RPMs? Seems counter-intuitive to me that lower RPMs = faster feedrate.
On the cross lap joints, snug is the ideal, and a lack of snugness could be countered with either shims (I’m thinking card stock etc) or sawdust sprinkled in the glue, or as Steve mentioned, use of fasteners to stiffen the joints.
I guess it’s relative to all the different variables inherent in one’s particular build.
It could be that I’ve just hit the limit of my machine for what I’m trying to do. I’m going to lower my feedrate a bit and see what happens, I expect this will reduce the chance of any skipped steps. Not sure I’m confident about lowering RPMs at this point. That might be an experiment for after my table is built.
This kinda goes without saying but chipload is great. Physical results are better. The math can sometimes not math with how the machine is built or some micro errors that we can’t see and what not
Op, looks like you found a thread about just that just my timing
What The Giant says: theory is great, but it does not always apply. Rather go slower and don’t destroy the CNC. The fastest guy here is @stevempotter, you should look at this settings, but he built his Primo for this with 40V on the drivers etc. So reaching his speeds without skipping steps is pretty utopian.
In another thread I posted a screenshot of the Sorotec App, for your 2 flute it calculates this:
How many flutes? What is the required depth of cut? Compression bits only work when both directions are in the material.
Do all your calculations at 10RPM-12k RPM (the lowest your router hits), there is no way you are swinging a 1/4 at 30k rpm and hitting the right targets. (If you run into issues with your cut you can lighten the chip load by increasing the speed). The larger the diameter the faster the cutting edge moves, High RPMS are for tiny tiny endmills (dentist drills spin super fast).
Also make sure you are not using the manufacture’s MAX specs, You need Minimum.
It’s a 2-flute bit. I think the upcut portion is probably the same as the bit diameter (1/4") so I used 8mm as the step-down to make sure the upcut section went below the top surface on the initial pass.
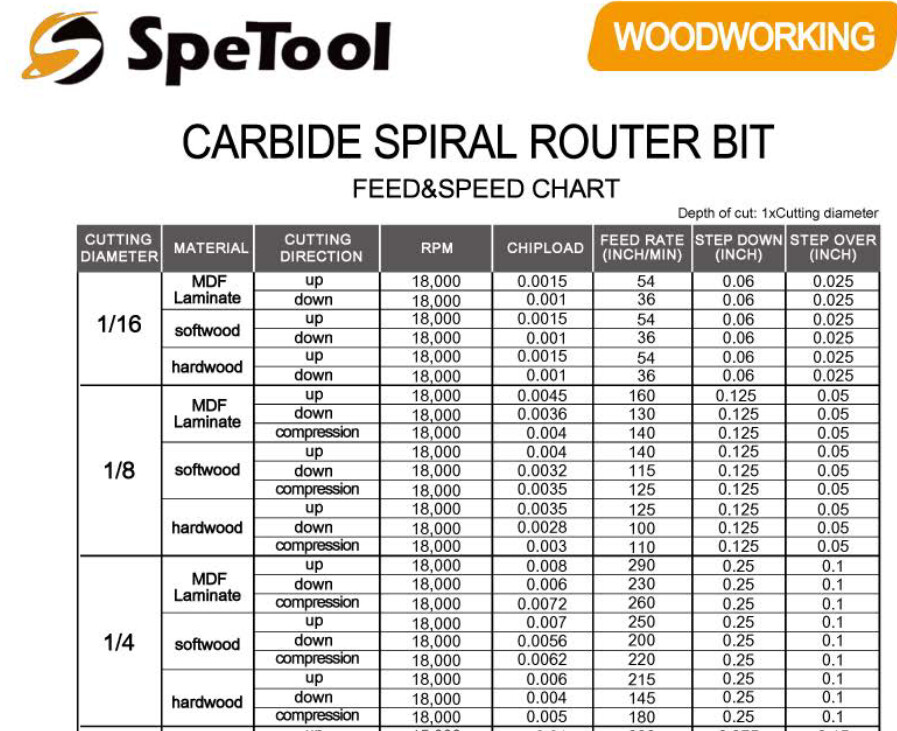
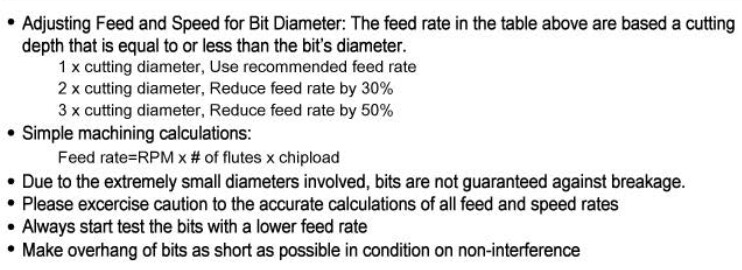
This is all I can find from the manufacturer regarding feeds and speeds:
If I calculate for 10k RPM based on their formula:
Feedrate = 10k * 2 flutes * 0.0072 chipload * 0.7 (to compensate for going deeper than 1x bit diameter) = 101 in/min (43mm/sec)
Does that seem reasonable at that RPM?
All of this is fascinating, but also a bit confusing. I suppose it gets easier with practice. I appreciate all the help!
Edit: maybe I should just plot a simple line cut, and try different combinations of RPM and feed to see what happens…
Compression bits only work when both sections under the surface. If you just put the up cut section under the surface you are only using an upcut bit. You need to do a full depth cut with the me, or very near it.
I honestly would skip the the compression for now. If you use a good Finishing pass a single flute upcut is a far better option for us. There will be very little tear out.
You need to do test cuts, you are going to be slotting most of the time at full depth. That is not an easy thing to do with a 1/4" bit that is pushing all the chips to the center of the bit. If anything, Do all the slotting with a regular upcut and tool change to the compression for the finishing pass, that can be a little heavier than normal. and having two flutes there is nowhere for the chips to leave. Advanced bit for sure.
If I was to guess I would start at the lowest RPM, full depth, 12mm/s and work your way up. You will probably end up 15-20mm/s
Understood, will do. Thought I’d get all schmancy with the compression bit, but I’m happy to take a step back. I’ll get some test cuts prepped and see where that takes me.
I was going to do the same thing but experience told me to take a step back use and abuse some cheap bits before I go spend money on one bit which would otherwise buy me a kit
I have a 1/4" single flute upcut bit arriving today. I already have some test lines set up with different depths and speeds so I can get a feel for how the bit behaves. One I know what makes sense, I’ll get working on the rest of the table!
(Common “problem” for me… jump to the advanced stuff right away cause it looks SO much more fun )
This has been me my entire life. Whenever I get into something new to me I go head first. Be it programming, cars, electronics, woodworking, etc always a super complex project. This CNC is probably the first project I’ve told myself to take slowly (partly due to my lack of time anymore)
Didn’t occur to me earlier. Any reason why you aren’t using an 1/8"? 1/4" is a bit of an intermediate tool, and I only really use them for larger pockets.
No you’re right, 1/4" is better for that. Anything thinner though and 1/8" should be significantly faster for slotting. They remove a lot less material.
I will definitely remember that. And by remember that, I mean have some vague idea that this information is in this thread and return here for reference.
Haha, I know that. My wife always complains that I do new things excessively and don’t think of anything else. Though the CNC has proven to be a constant, whereas other things start to get boring after a while.
Interesting but somewhat alarming new behavior last night: as a new cut started and the gantry started moving into position, the Y axis steppers got out of sync and the non-rail side moved significantly farther than the other. I powered down, reset the machine, and it happened again.
Things I think it could be, in no particular order of incorrectness:
failure to home axes between cuts
grub screws coming loose (the prior cut created lots of vibrations)
something weird in the gcode
gremlins
some printed part being cracked or broken
loose bolts
the rail-side belt which keeps loosening because it is trying to drive me crazy
So, the gantry is up on the workbench for careful analysis this evening. If anyone has other ideas of what I should look for, I’m all ears.
(And while it’s up there, I might as well mount that new Kobalt router!)