Congrats on the success!!
1 Like
Nice!
1 Like
Sexy!
2 Likes
what are you using Linuxcnc, mach 3 or something else ?
edit : Never mind, didn’t see the long post there yet
Is there any reason you couldn’t ignore the height control and just do a 0mm depth of cut with z0 set just above the metal?
I hope not, that’s my plan till someone makes a fluidic compatible THC board.
Plasma cutting generates lot of heat, heat makes metal warping especially thin gauges, there’s a great chance your torch head will make contact with warping work piece, resulting a cutting failure. If you cut 1/8th or thicker metal occasionally, you probably ok without THC. Or you can put some weight on the work piece and use a stick to put pressure on the cutting paths to prevent torch tip making contact with work piece;)
I’ve had a plasma for close to 20 years, actually use it maybe every 3 or so. Mainly on rusted bolts that refuse to budge. Warping is never an issue when the whole thing starts out with "that’s it, you’re going to die. "
1 Like
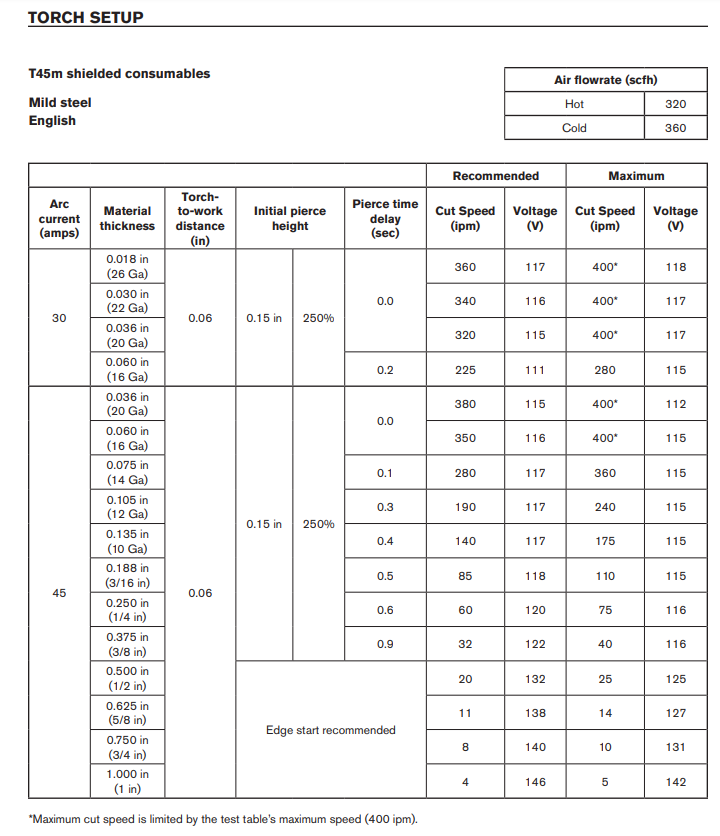
- You get best cut quality by maintaining a specific distance from the material.
- Material isn’t flat even before it warps.
- THC is super neat!
Here’s an example setup spec:
Not my video but I’m sure as far as the gcode was concerned this was a flat piece of material:


2 Likes
So what we’re saying here is that we need a MPTHC?
More than one of us now that have turned LowRiders into plasma cutters, have included automatic torch height control. It seemed to me the most direct path to accomplish this was to use a THC circuit board that’s made by the same maker as the control board. For me, that led to using MESA Electronics products for both, again because they are made to work together. Someone with more electronics smarts than I have could probably figure out how to mix and match “brands,” but I did not.
If I’m understanding it correctly the height is adjusted by actively measuring the voltage (or current) of the arc to get the distance from tip to material and then compensating by moving the torch Z + or - that’s seems like something that could be a standalone assembly that you could mount on a LR, MOCNC or anything else. Maybe the electronics are too niche and expensive to make it worth pursuing.
Just took a quick look into it. Some plasma cutters output a voltage that can just be read by the controller and used accordingly. For others you need something off the torch terminals directly but it’s only a 50:1 divider, an isolator and likely some filtering.
That sounds like someone someone could probably bash one out in half an hour that’d cost ~$5 of components if they were super careful, $20 if they couldn’t be bothered trying, honestly.
The rest would just be some software running on the controller, or a standalone micro measuring it and turning it into up/down steps directly.
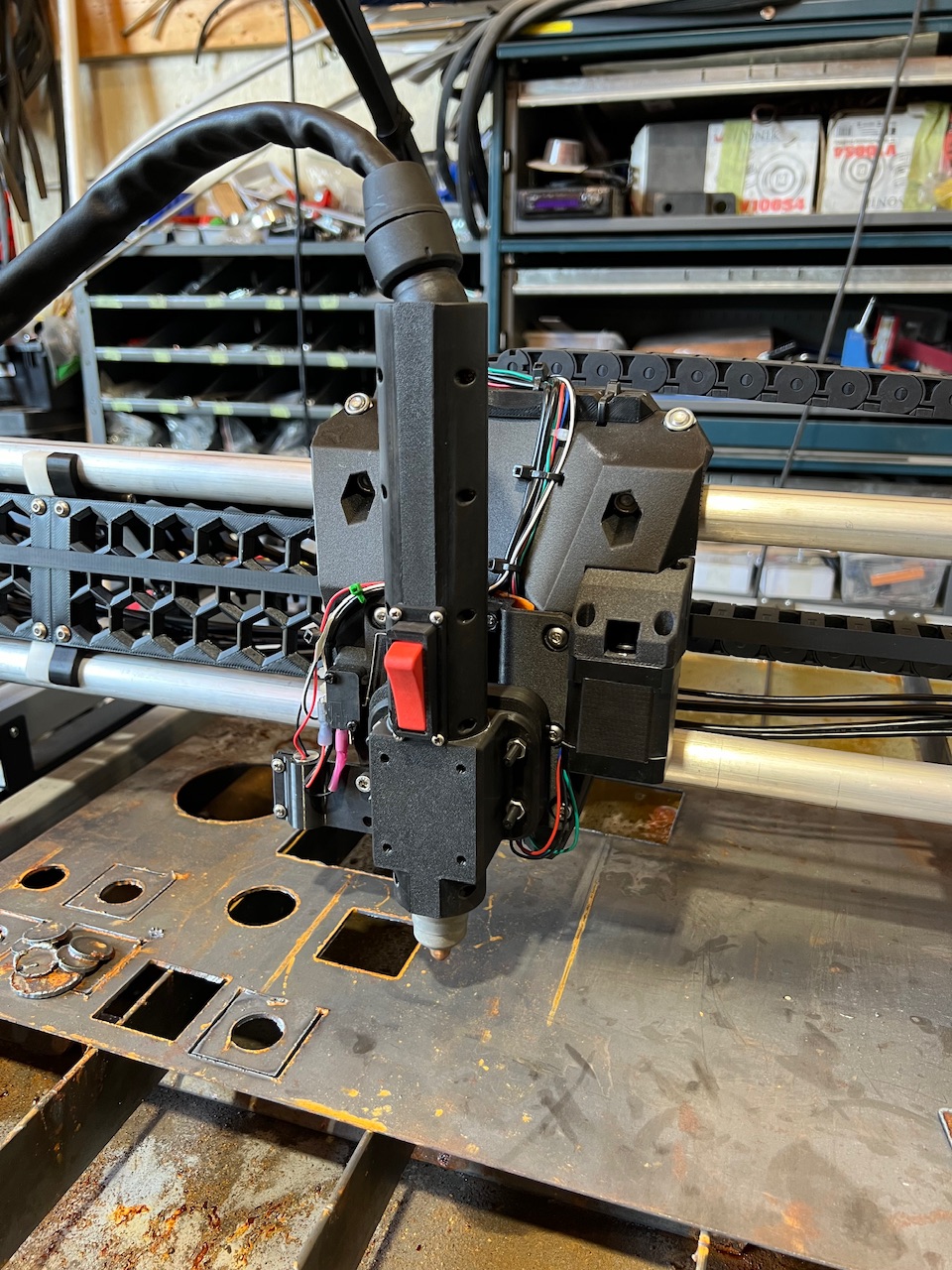
Indeed. I designed a tool mount for the LR3 with floating Z (using a short linear guide), its own end stop switch, etc, and it works great. I made a full video series about, and shared it all in my plasma build log here in the forum. I shared the printable files for it on Printables.com. I think at least some others have downloaded and used the design.
Based on this photo, I think that Andy @Otee used my design, albeit he tweaked things as needed for his situation.

2 Likes
Can’t be tight if it’s a liquid.
The LinuxCNC crowd uses the THCAD. It’s engineered to safely measure the voltage output of the plasma cutter… those things put out a lotta juice! The THCAD is only $70 which is super cheap relative to its competitors when it came out.
This particular one works by converting the voltage to an analog frequency which is then sent to the control board. Some plasma machines provide a output port with stepped down voltage for cncs to read, some don’t.
I looked in to trying to wire this thing into a marlin based controller at one time but the output frequency was just too high for those boards at the time. Also, you would have to do a lot of firmware hacking. The way those marlin boards run off of buffered commands I wasn’t sure how you could interrupt the z steps real time. The next next option would be to just remove the z control from marlin entirely and roll your own independent z controller. (which is essentially what plasmac did with linuxcnc but in software). By the time you did all that hacking you might as well just have used linuxcnc.
I fully acknowledge this could all be dated information by now… ![]()
2 Likes
I’m curious, if you don’t mind my asking how much did you sell it for?
1 Like
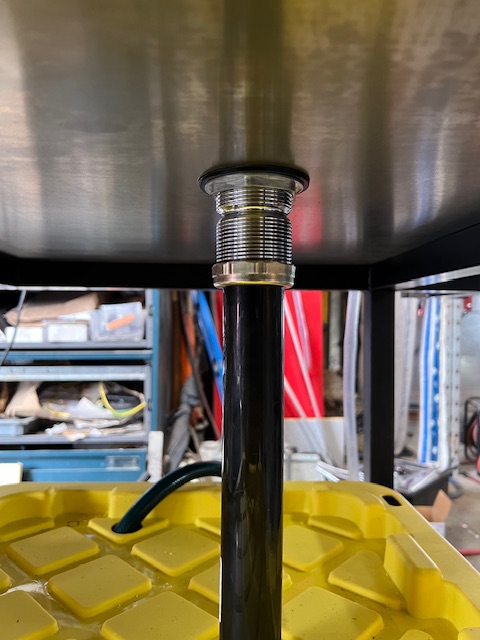
What pump is that?
Are you using any filters?
Are you siphoning the fluid from the pan or did you install a drain? Got any pics of that?
How are you priming the pump? Do you just leave some fluid in the line at all times?
What fluid are you using?
1 Like
That’s just a 110v pump I got from Amazon, the trangle thing is the filter that came with the pump. I have it seated above a slightly raised aluminum mash plate so it doesn’t pick up any big junk at the bottom of the water bin. Bar sink drain was installed. Wash soda with a bit of food dye is my recipe. Pump is seating low there’s always water inside, besides it’s a self priming pump.

2 Likes