It is working and homing. Have sample loaded and ready to cut, but klipper chokes on the GCODE. Disclaimer, I’m reusing a pocketing file from before the rebuild when this thing ran marlin. the error:
Unknown command “G01”
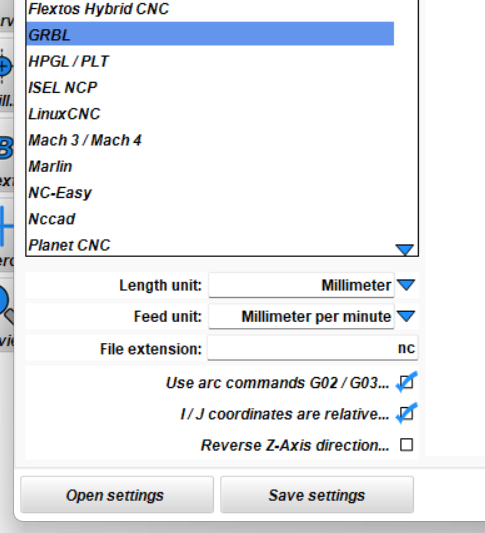
Is it the 0 or does there need to be a space? From Estlcam to klipper, what post processor do we use?
It is an arc problem. The only thing I could find on klipper was using this setting.
[gcode_arcs]
resolution: 0.1
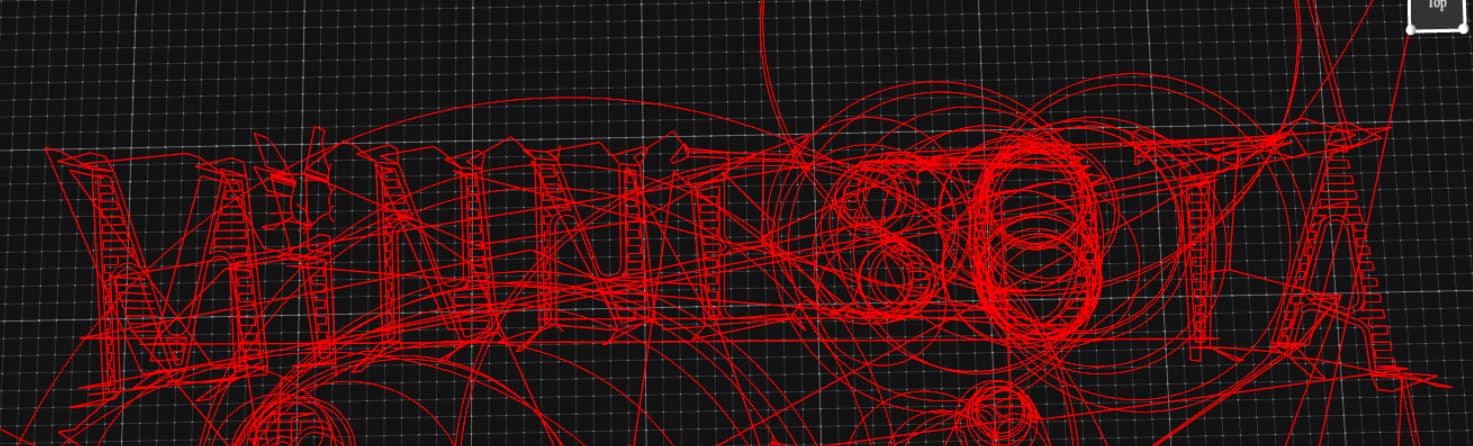
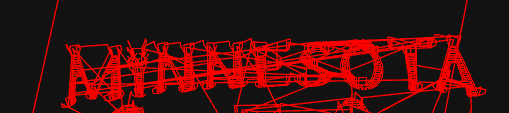
It has to do with G2 and G3, but it is misinterpreting and taking the long way round rather than the short way. No idea why. The Maslow GRBL interpreter knows how to do it:
I’ve read those links you provided previously. Thank you for listing them. It helps complete the story. Kilpper is not converting the arcs back to line segments, it is making giant circles. I’m going to try turning off arcs in estlcam and see if that works. I have not figured out how to make an estlecam export option that isn’t one of the prelisted firmware outputs, but I’ll make one for Klipper.
As it sits right now, I’ve reprogramed the SKR to marlin so I can get a couple orders done and then I’ll mess with it again. if the 3d printer can show the correct output, then this might work, but as the pictures show above, the klipper gcode interpreter isn’t doing the arcs correctly.
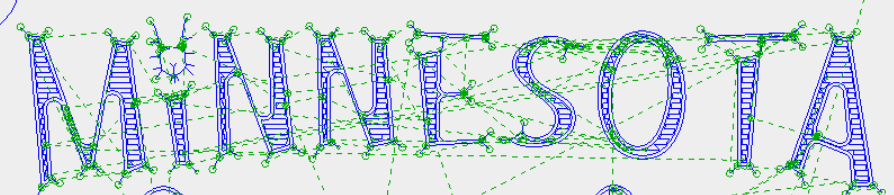
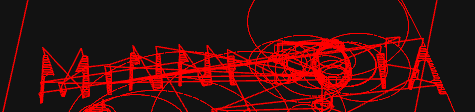
ok, so I’ve changed a couple settings in estlcam, but since the mpcnc curretnly is running marlin, I can’t test the gcode on it, but I loaded the gcode on the klipper 3d printer (which will never print it, but will allow you to view it) and the gcode viewer does NOT show the arcs (below) that were seen in the klipper preview shown above with the arcs in it… Need to add klipper to the list of estlcam post processors with these settings.
will continue this after I get the jobs done and switch back to klipper.
G2/G3 determine which way to go around the arc. G2 is one way and G3 is the other. You can disable the arcs in estlcam and it should always go the right way.
But that doesn’t explain why the arcs are going backward in klipper. That seems like a bug. I remember repetier host having a similar bug in the preview, but it was only in the preview.
It is something that can be worked around in the estlcam settings. This is the same file that was bad on the cnc it is also bad on the 3dp:
but the second one above is on the 3dp with the different post processor settings and it appears to work just fine. If I can get these settings to not need to manually load each time, I think it will take… just have to reflash the skr and try for sure, but for now, marlin is going to cut.
Update: marlin in v1e 515 with the touch screen is pretty good. Have to have a web page open to start the job and there is no gcode preview, but it works:
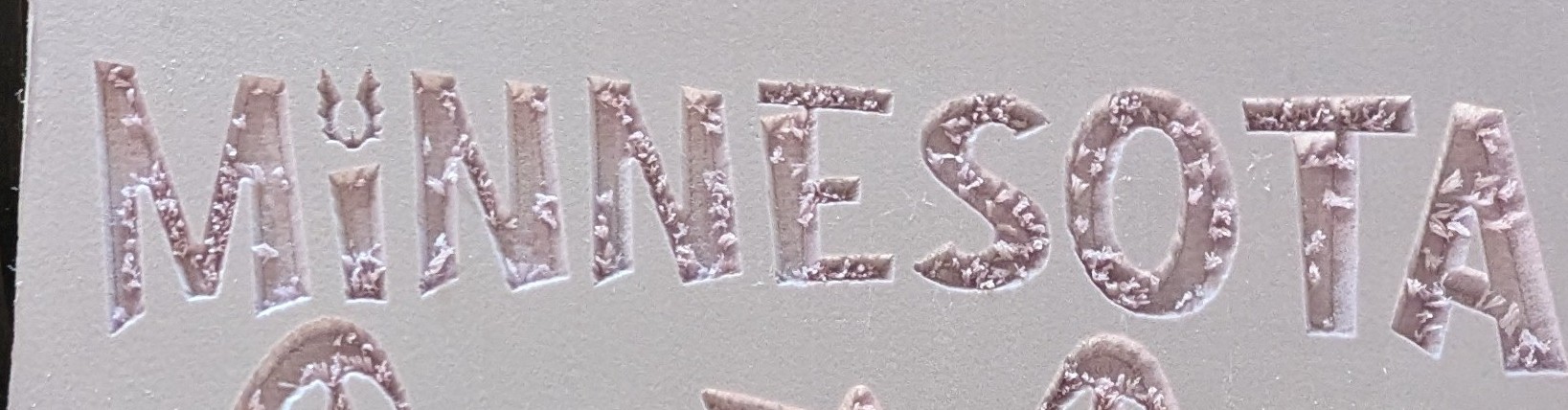
Side question: pocket and carve. Pocket clears the foam chips. Carve leaves fuzzies with new or old cutter, fast or slow speeds. Any advice for a clean cut?