Almost but not quite. Once my processes get more refined absolutely but right now my slabs aren’t perfectly flat/true. Each slab I load I use a marked/measured construction shim to check each cutter. I’ll slide the shim under the left cutter and then loosen and adjust the right cutter to match. Then I transit around the slab to make sure it’s the same all around. If there’s discrepancy front to back I slide shims under the ice slab to lift the low side and then lock the slab in place with shims on the right side (that’s why there’s bits of wood in the machine).
It’s crude but gets things close enough. I’m currently building a sort of guillotine with a chainsaw mounted which will hopefully give me true and repeatable slabs.
I was able to do this so when the current slab is finished I’ll try loading that gcode file and running it to see if it gives me any lift troubles further down the job. But if someone can point me to the motor currents and tell me how to adjust them I’d appreciate it. Would like to sort out these bugs in hopes I have a reliable runner on my hands here.
What are your current values? 0.800/0.700?
I would try increments of 0.100 until you feel satisfied. As your machine is currently working on a really cold environment heat should not be an issue. (Drivers will get hotter with each increment, good cooling is advised)
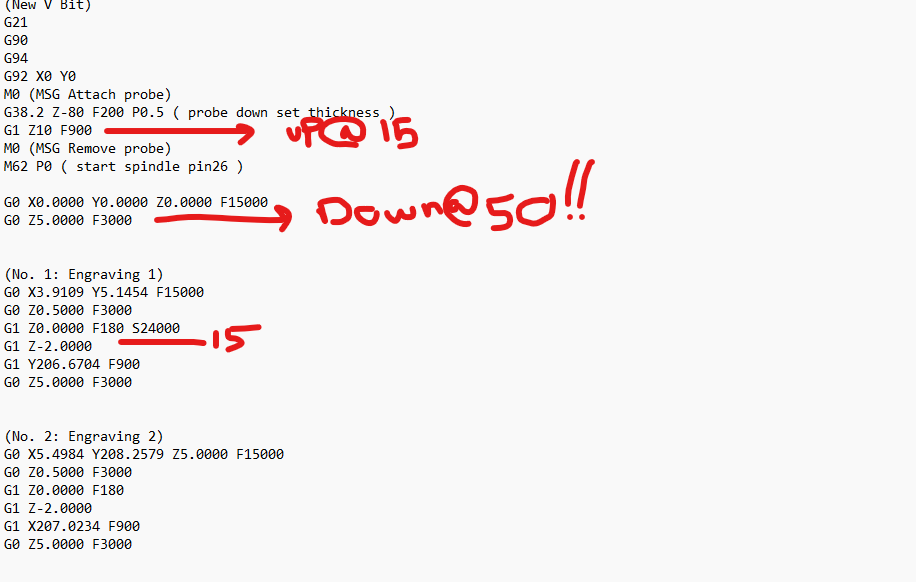
Will do. Dinner was ready and I didn’t want the machine to sit idle so I queued up the revised CAM file and got it running. So far so good. Once it’s done I’ll pause production and look into the config. Here is the offending (but not always) gcode file attached - too long to embed.
Update. The new file also hiccupped on me on the second run of it (ran fine on the slab before this one).
It was carving in the grid and after the four perimeter lines when it dropped back down it dropped back down deeper than it was supposed to (presumably because it did not lift enough previously??). I aborted the job, reset the machine and restarted and it made it’s way through the entire grid without issue, carving at the appropriate depth. We’ll see if the rest of the run goes smoothly. I’ll report back in an hour (hopefully…because if it’s sooner than an hour something will have not worked correctly).
I’m glad I had a handful of successes before the gremlins started to appear. It’s weird how many things I’ve run across here in just one 24 hour period.
The latest and greatest was aborting the run after realizing that the probe triggered on the “lighter side” of where I wished. It had just finished cutting the grid without issue but very faint so I knew I’d need to abort and reprobe, hoping for a more surface level register.
Kicked off the file again and on the return stretch of the perimeter outline the second core started moving half the speed of the first (to those of you that were here for it way back when I immediately thought “grub screw!!! Sonuva…!”). I have no idea what the hell. I unplugged, re-aligned the cores and powered up again. Started the run and the same damn thing…at the same damn place! I watched the pulleys but nothing looked to be slipping.
Unplugged again, re-aligned. Restarted. Same. Same thing, same place. Unplugged one more time, looked at all the wiring thinking maybe over time the cold wires may have strained and possibly broke? I couldn’t see anything obvious so I just tried again. This time however I couldn’t connect. I looked to the available networks and sue enough, FluidNC was broadcasting (see other recent thread) so I just logged in and ran from there. I’ve been having hit or miss luck locking onto the wifi. Thank goodness for the fallback.
Seemed to work just fine??? I’m so confused…
I’ve got 288 engravings now. 320 if this current slab doesn’t fail. I only ‘need’ to run 2 1/2 more slabs to hit 400 but will run four or five more to account for any “learning” that takes place when I get the slabs to the saw and start cutting the cubes. Gonna be a long cold day in the freezer tomorrow!
Given the environmental cooling I don’t think you’re in danger of softening the PLA with slightly higher amps
I always say this but my issue with losing step on z raises like yours was resolved by reducing the max speed, but since that fixed it I didn’t play around with the other things Ryan mentions so I could have over corrected.
This is the key, did it not go up or did it drop down.
maybe try a different style probe, a block that sits on the surface that you do not touch. The v1 probe is sensitive to how it is touching the material, you presumably have gloves on, so maybe it is at a tiny angle when you are holding it.
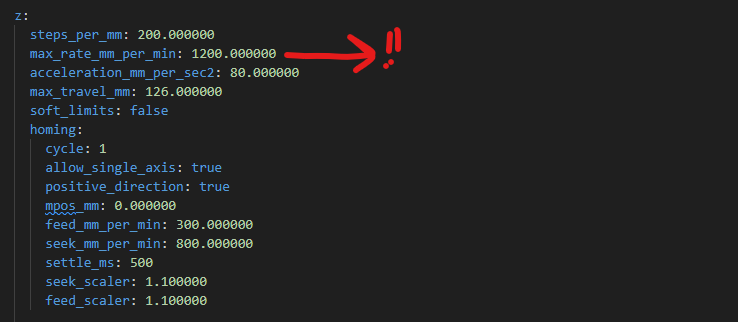
Your Z rapid is capped at 1200, you have it set to 3000. This could be the issue right here. Never really tested how the firmware handles such a discrepancy.
Your accel is set to 80, that should be okay but you can be super safe and set it to 40 instead.
That looks insane. But the Z rapids issue doesn’t explain why one of the IDEX cores was moving at a different rate than the other. I hate the name IDEX, by the way. It’s independant dual cutters not extruders. IDEC?
I am hoping it is just a glitch from the firmware trying to limit the Z so much? Like some sort of overflow?? You know I have no real idea what could cause that but I am taking a stab in the dark.
I know in the past all sorts of random stuff would happen in Marlin if you exceeded the firmware limits. That did get fixed at some point but I have no idea how easy something like that is in firmware. I kinda assume it is as simple as, “if this value is greater than “max value” it gets max value”
I appreciate the efforts here. Thanks everyone for scratching heads.
I’ll try to jot down my notes here before I pack it in and then will circle back and follow up on all of this through the week next week. I’m exhausted tonight (was physically in the freezer for 5 1/2 hours, out for a late lunch and kid pickups from school etc) then back in for 4 1/2 more.
First and foremost - it’s COLD in there. I’m still waiting for the guy that I bought the freezer from to get me a new controller that will allow me to ease up on the temp. The degree of cold is going to cause other issues I just don’t want to face. That being brittle cold wires snapping from repetitive strain. Case in point, just as I was wrapping up tonight I grabbed the cord for the chainsaw in just the wrong place and it snapped. This is the same cord that I’ve used for three seasons in Alberta winter weather. It’s kinda hyper cold in the freezer because the space is so small (8X8) and the fans are so powerful. So the temperature on the control is one thing but the temperature feeding the space is a lot colder.
It got me thinking about maybe heat tracing the wiring. Next time I have a good run to do I’ll take the IR thermometer in and get a bunch of measurements off the drivers, the board, the steppers etc.
I think I may have found the temp limit of that super lube too. Sure it “says” it’s good to -45 or whatever it was but I think it got considerably more viscous. A few times homing Z it looked like the lead screws got bunged up in the wad of goo at the extremes. I cleaned the goo off and now that the Bumble is thawing out I’ll give it a good, good cleaning.
About glitches. Quite often after each run I would be unable to reconnect to the Jackpot - no matter what method had been used to connect (STA or AP). Sometimes I would be able to connect at the end of a run but then at some point I’d lose connection. In most cases it took at least three power cycles before I could get connected to it again and it was never “only” STA or AP…I’d just have to check. If it wouldn’t connect via STA I’d look to see if the AP was broadcasting and if it was I’d connect that way. Without question I preferred the AP connection. The lag when connected via STA was awful. Like “is this thing working or did I lose it again?” laggy. There were also a couple instances where I’d connect but be told there was no SD card so I’m sure glitches are to be expected from time to time. Perhaps moreso when the poor thing is being subjected to such a harsh environment. Maybe I’ll try some ghost runs in the warmth of the not frozen part of the shop.
I’ll get a. photo tomorrow but when I was cleaning up the freezer to switch from “ice cube mode” to “ice carving mode” I took a look at one of the aborted slabs. It was actually one I let run because I thought I could still use the cubes engraved on one router even if the other was no good. The crazy thing is that the whole run looks like the right router was shrunk on the X axis by 50% whereas the left router was as normal as could be (just out of alignment with the grid). I’ll be sure to get a pic - it’ll REALLY get your head scratching going. I’m pretty certain it was the same glitch, I just didn’t catch it at the time and couldn’t see what was really happening on the turns-out-it’s-pretty-crappy IP camera.
400 cubes is a lot. That 5 1/2 hour stint before lunch was JUST cutting the cubes. Non stop on the saw. I now see why “the big boys” use their Lagunas with tool changers and cut the cubes free with the cnc…
I also learned that V bits are ridiculously sharp. I jogged the bit into my thumb not paying attention. Thank goodness the router wasn’t running! “Lost quite a few ice cubes” to that little mishap.