You might be right. I knew all of that, but I’m not sure I really considered it. Here is the starting gcode from prusa-slicer:
M140 S[first_layer_bed_temperature] ; Raise bed temp to profile requested bed temp
M104 S150 T0 ; Raise hot-end temp to 150C for G32 auto-calibration
M190 S[first_layer_bed_temperature] ; Wait for bed temp to rise
M109 S150 T0 ; Wait for hot-end temp to rise to 150C
G28 ; home all axes
G29 L0
G1 Z20 F600 ; Move bed down 20
...
Which has been giving me decent results. Whenever I try the linear advance tool, I’m off by 0.15mm, and look here:
G21 ; Millimeter units
G90 ; Absolute XYZ
M83 ; Relative E
G28 ; Home all axes
G1 Z5 F100 ; Z raise
M104 S220 ; Set nozzle temperature (no wait)
M190 S65 ; Set bed temperature (wait)
M109 S220 ; Wait for nozzle temp
...
So it is not heating up the bed before G28. I really hate this linear advance tool. I am surprised there isn’t an alternative. I would even try a slightly worse tool just to not have to open this tool again. I can fix that gcode easy enough.
On my MakerFarm Prusa style printer most of my prints I am running at 80, 80, 80, 60, 50 & 120 travel. For printing TPU I slow it down to 30 & 25 for 1st layer.
What is the linear advance tool you are talking about? I just set the number in Prusa Slicer on the printer settings tab. Then it gets automatically modified by variables in the filament settings. I don’t know what you are experiencing.
this. I always let the bed come to temp (at least 65C) and soak for a few minutes before starting any job. the bltouch probed value will drift otherwise.
Here are a couple of print speed calculators you might want to look at. Someone gave me the link to the 1st one a while back. The 1st one gives you a good comparison between E3D Lite6, E3D V6 & E3D volcano.
I added a 5 minute wait at the starting gcode. I haven’t printed anything large since then, but it seems to be more consistent (or it is a healthy placebo ). Here is my starting gcode now:
M117 Heat up
M140 S[first_layer_bed_temperature] ; Raise bed temp to profile requested bed temp
M104 S150 T0 ; Raise hot-end temp to 150C for G32 auto-calibration
M190 S[first_layer_bed_temperature] ; Wait for bed temp to rise
M109 S150 T0 ; Wait for hot-end temp to rise to 150C
M117 Heat Wait 1
G4 S60 ; Wait for XYZ seconds for the bed to heat up.
M117 Heat Wait 2
G4 S60 ; Wait for XYZ seconds for the bed to heat up.
M117 Heat Wait 3
G4 S60 ; Wait for XYZ seconds for the bed to heat up.
M117 Heat Wait 4
G4 S60 ; Wait for XYZ seconds for the bed to heat up.
M117 Heat Wait 5
G4 S60 ; Wait for XYZ seconds for the bed to heat up.
M117 Homing
G28 ; home all axes
G29 L0
G29 A
I don’t have an LCD, but I have a plugin for octoprint that shows me the status of M117, so I can tell how many minutes it has been waiting. The bed actually reports it’s hot very quick.
I also set up octolapse. I have a logitech C270, or some similar webcam.
This, and the fact that I would like to see the first layer a bit better has me wondering about lights. I was thinking one LED right on the hotend, near the part fan would be really helpful for seeing that first layer. But an overhead light would work better for timelapses.
The bed heating fast seems like it could introduce all sorts of wonky deviations. Thermal shock almost. I think giving it time to stabilize makes a lot of sense. Isn’t there a fancy visualizer, you could do level probing at room temp, right after heat up, after a few minutes, then at room temp again to see if it bubbles or anything, permanent distortions?
A long time ago we tested leds all over the place to try and get a good view of the first layer. Pre-bed probes and auto level. Nothing seemed to work. Now there are LED rings that might do it but we could never get a single strip of 4-5 LEDS to check out that first layer very well.
I want to do something like this. I need to dig through the options. I want to find something that will measure, but not change the Z. I’ll try it a couple of times at room temperature, and then again every 10 seconds or so as it is heating up. If I script it, I might as well try it at a few different place on the bed too.
I don’t mind the current 5 minute wait so much, but I like to look at the first layer, so now I am starting it, and then coming back in 10 minutes and that’s just long enough for me to forget that I was printing something.
Bummer. I don’t want to make a complicated mount for it, or interfere with the bltouch or the fan. Maybe I should just put a flashlight next to the printer instead
I wonder. Like, maybe the heated side is expanding more than the cold side. There are also occasional magnets embedded in it, and I guess they take a little more time to heat up. I might actually see it rise, and then fall.
I have a Prusa i3 MK3S, which has a removable PEI spring steel sheet. From your pictures it looks like you’ve got a similar bed. The Prusa uses an inductive probe instead of a BLTouch though. It’s non-contact, and works extremely well. Probes are cheap too (like $5 or something for a generic one). You do need a steel (metal) sheet for it to work.
I always do a 7x7 probe at the start of a print (takes less than a minute I think). I don’t think I’ve ever had first layer issues. I just walk away after starting the print and never worry about it.
You still need to calibrate the first layer. It’s on my todo list to try to calibrate the Z height using a touch probe (like is customary in CNC). But it’s very low priority for me.
Thanks. I have a few inductive probes that I have used before. I used them before I had these removable steel and I used them with aluminum. So maybe that was my issue.
The bltouch is working fine. I think the real problem is the heat. Soaking it for a bit is helping. A different probe wouldn’t help if it changes shape after probing.
I’m also using UBL, which saves the mesh instead of bilinear, which is where you probe the mesh each startup. I’m less familiar with it. I am suspect of it, because it is new to me.
G30 will probe, and not change the Z, and report the location. So here we go. I just manually did this on the terminal of octoprint. Here’s what I did:
I turned on the serial log in octoprint. It records sent and received messages with their timestamps.
The bed was cool.
I turned off auto bed leveling (M420 S0)
I homed XYZ, and moved to X150 Y150
I sent G30 3x (It was easy enough to send in the terminal <up><enter>.
I set the bed temperature to 65C
I sent G30 over and over again. I wouldn’t send the next one until the first one was finished moving.
Timing doesn’t matter because the serial log will record the time of the response.
After a few minutes (apparently, it was 7 mins?), I stopped, and copied the serial.log to do some parsing.
I made two files, in one I used grep to only get the Bed: … Z: entries. The other only had the temperature reporting.
I then just used vim to edit the files so only the minutes, seconds, and data point were in the files.
I loaded it into google sheets, and found the appropriate Z value for each temperature point using VLOOKUP.
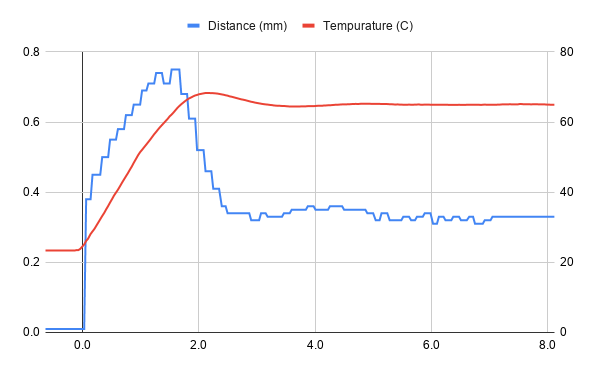
I checked G30 a while later (10 minutes, after I was done parsing this stuff), and it was still at 0.32mm.
I charted the results (X axis is minutes):
So, who guessed it would be wild and crazy right away, and then would level out? It looks like my wait needs to be about 2.5 mins, but I’ll leave it at 5 until it annoys me.
I’m interested in doing it again at different points on the bed, like right over a screw, or out on the corners. But for me to do it more than one more time, I think I would want to script it. I’m not that curious (ATM).
FYI, Stewart realized the awesomeness of discourse, and now there is a forum.grid.space! This thread is linked here:
I haven’t decided if I will keep posting here, or double post, or just post there. You’ve all been so helpful bouncing ideas off of, I don’t want to miss it.
 ). Here is my starting gcode now:
). Here is my starting gcode now: