been a couple days since I had time to work on anything, but so far I was ablet to dial in the X Y square to where it is visually not measurable.
2 things.
1 - leveling Z.
does the prob not work on a simple jog in -z, or do I need to run a program. It didn’t seem to work on a jog.
Do I need to run a simple program to with z prob enabled for it to work? Just need to probe both sides to get the measurement as Ryan suggested
again, sorry for the hand holding.
2 - I ran a test drawing - a simple circle in a square - when I ran it, the Z started traveling up. is it homing Z before running the actual cut? will it also home X and Y?
I’m accustom to jogging to the start point and running from there so it surprised me when it started to travel up.
if it does auto home before a job, is there a way to disable that?
On the Jackpot you need to add a speed as well, G38.2 Z-80 F900 (or slower).
Sorry I was trying to do a write up but everyday something keeps coming up to get in the way. I have a machine sitting on a new table so I have to do this myself in the next few days but it might just be a few days until I get to it and take pictures.
Could I simply take my gcode exported from fusion 360 using the flyfisher pp and replace the start code with the code from jackpot controller page
Here’s the gcode I’m working with.
its a simple 10" circle inside a 10" square with lines from corner to corner of the square. grbl - probe - G92.gcode (12.0 KB)
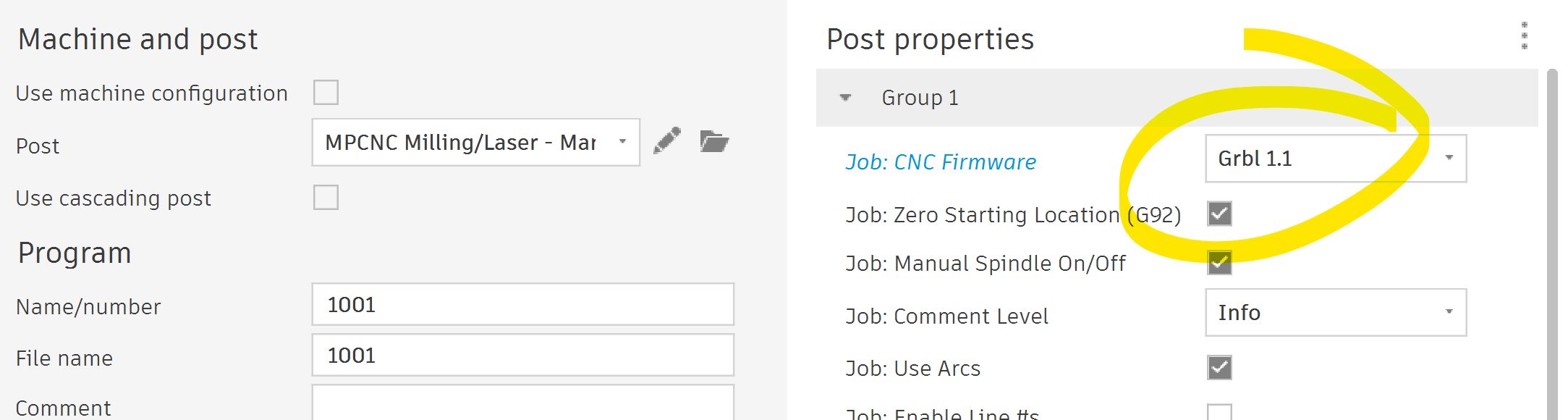
this file was created in fusion with both the G92 and probe option checked. you will see there is not gcode for either.
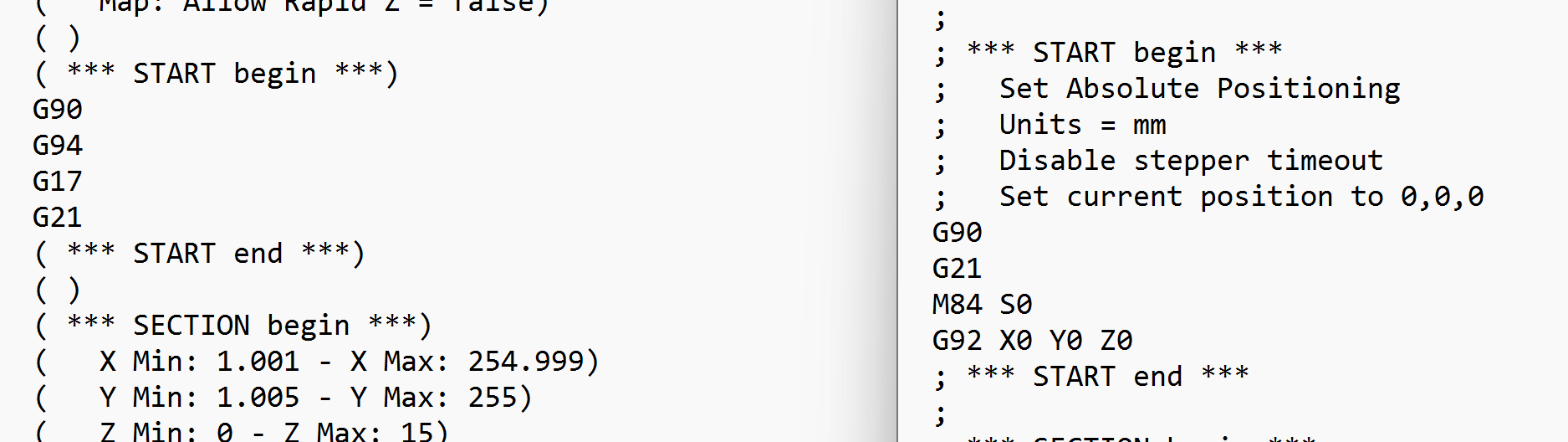
Here is a snippet of the code above around the start.
( G1->G0 Mapping Properties:)
( Map: First G1 -> G0 Rapid = true)
( Map: G1s -> G0 Rapids = true)
( Map: SafeZ Mode = Retract : default = 15)
( Map: Allow Rapid Z = false)
( )
( *** START begin ***)
G90
G94
G17
G21
( *** START end ***)
( )
( *** SECTION begin ***)
( X Min: 1.001 - X Max: 254.999)
( Y Min: 1.005 - Y Max: 255)
( Z Min: 0 - Z Max: 15)
and change it to the following.
this includes the prob
( G1->G0 Mapping Properties:)
( Map: First G1 -> G0 Rapid = true)
( Map: G1s -> G0 Rapids = true)
( Map: SafeZ Mode = Retract : default = 15)
( Map: Allow Rapid Z = false)
( )
( *** START begin ***)
G21
G90
G94
G92 X0 Y0
M0 (MSG Attach probe)
G38.2 Z-80 F200 P0.5 (probe down set thickness )
G1 Z10 F900
M0 (MSG Remove probe)
( *** START end ***)
( )
( *** SECTION begin ***)
( X Min: 1.001 - X Max: 254.999)
( Y Min: 1.005 - Y Max: 255)
( Z Min: 0 - Z Max: 15)
or this with no probe
( G1->G0 Mapping Properties:)
( Map: First G1 -> G0 Rapid = true)
( Map: G1s -> G0 Rapids = true)
( Map: SafeZ Mode = Retract : default = 15)
( Map: Allow Rapid Z = false)
( )
( *** START begin ***)
G21
G90
G94
G92 X0 Y0 Z0
( *** START end ***)
( )
( *** SECTION begin ***)
( X Min: 1.001 - X Max: 254.999)
( Y Min: 1.005 - Y Max: 255)
( Z Min: 0 - Z Max: 15)
This section right here should be easily editable somewhere. There should be a start, end, and toolchange section that lets you easily add your own special code. I have not used fusion cam in a long time but that should be very standard, or I would edit the PP to include what you want. Not sure how it work for that one but typically people change up those sections depending on the project and the tool so look through the tabs in cam to see if it is there somewhere.
Your yes you can just add the gcode manually like you did.
I’ve been looking for something like that but have not found it. It could be a limitation of the hobbyist version of fusion 360.
Actually…I did just that! I learned enough of programming to know what I was looking for, found the marlin version and copy/pasted that code into the grbl section. and it worked.
Well…the output worked I still need to test it, but I don’t see it being and issue. I checked it on ncviewer and it looks good.
I haven’t been able to figure out how to update the pp code to include the z probe though.
the Gcode is easy enough to read and its at the beginning, so adding in the z probe bit will be easy enough to do.
I should be able to update the post processor to match the examples above.
Got a few things going on right now so it will be several weeks though before it can get to it.
Sorry, I haven’t looked at the jackpot docs is there tested GCode for the start and prove sequences? A link would be great. (Update:Found and reviewed - that is exactly what I need to update PP)
@riptyde I’m looking at the PP now. Most of the changes are pretty simple, but I’m just at the start and I’ve done no testing.
I did run into 1 snag. The P parameter in the G38.2 command is NOT GRBL 1.1 but is a FluidNC extension. If I’m updating the PP to be more GRBL compliant then I would like to not step outside the standard GRBL 1.1 syntax.
Instead of
G38.2 Z-80 F200 P0.5 (probe down set thickness)
can you substitute the following and ensure it does the same thing (it should):
G38.2 Z-80 F200 (probe down to touch plate)
G92 Z0.5 (set Z to the thickness of the touch plate)
I actually like that better myself. I should change the instructions. I did not even think of that.
I prefer to see each step so I know exactly what my machine is doing easily. That P function didn’t sit super well for me. GRBL compliant is better for now.
Sherwyn the other gotcha with this over Marlin is that probe needs to be done really slow. It takes a fraction of a second to actually stop after it senses the touch. So if you probe to fast it will always be too low. That F200 is probably good.