I’m hoping the V1E brain trust can help me understand my problem. I just started dipping my toes into cutting aluminum and I’m seeing some difficult to explain behavior. While surfacing a 1/4 in piece of aluminum I noticed that the surface finish is amazing when climb milling moving in the -X axis. However, when the gantry is moving in the +X direction (still climb milling) the surface finish is trash. Luckily my tool path had some circular features at both ends which hopefully will provide some clues as to what might be going on here.
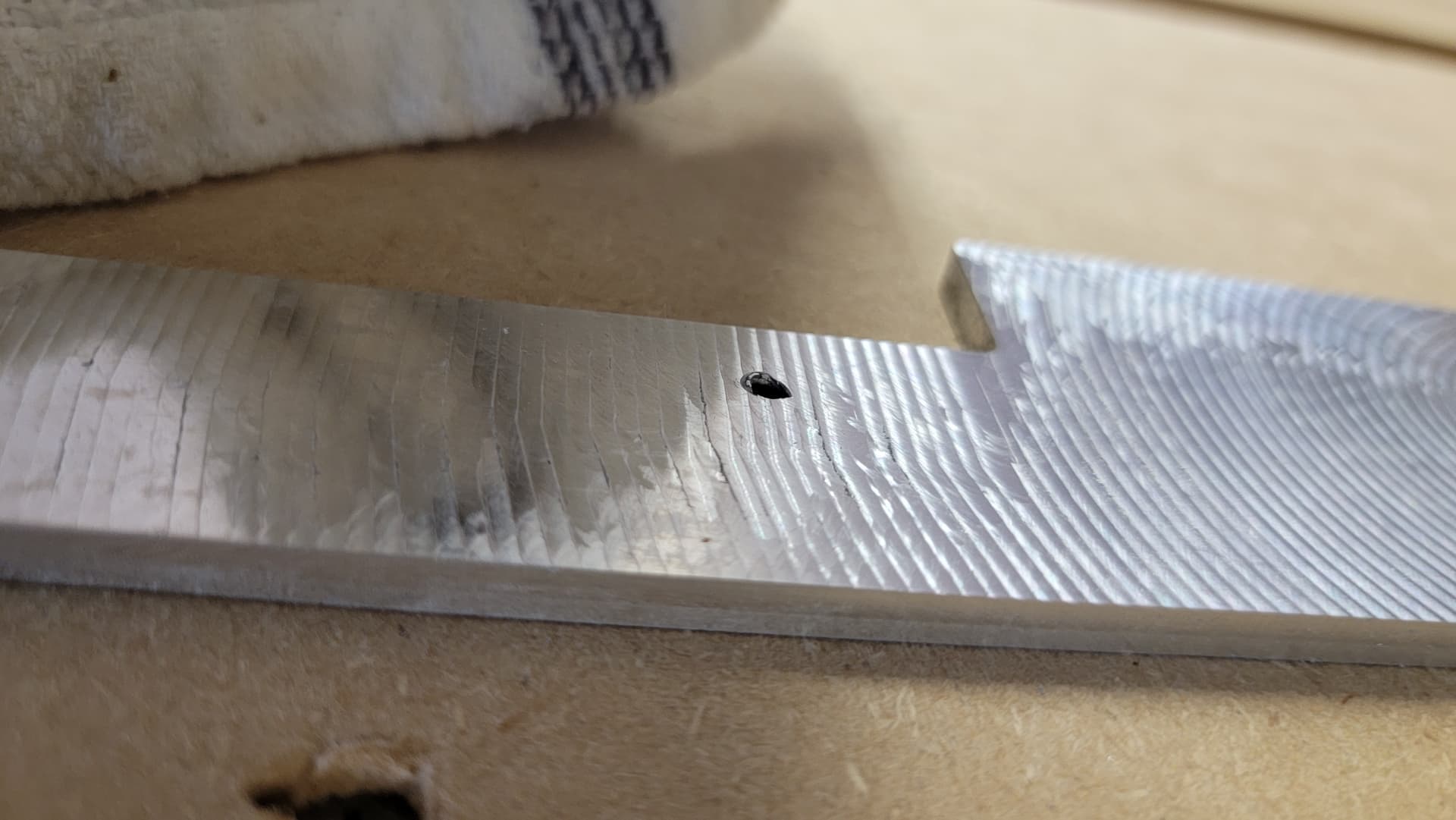
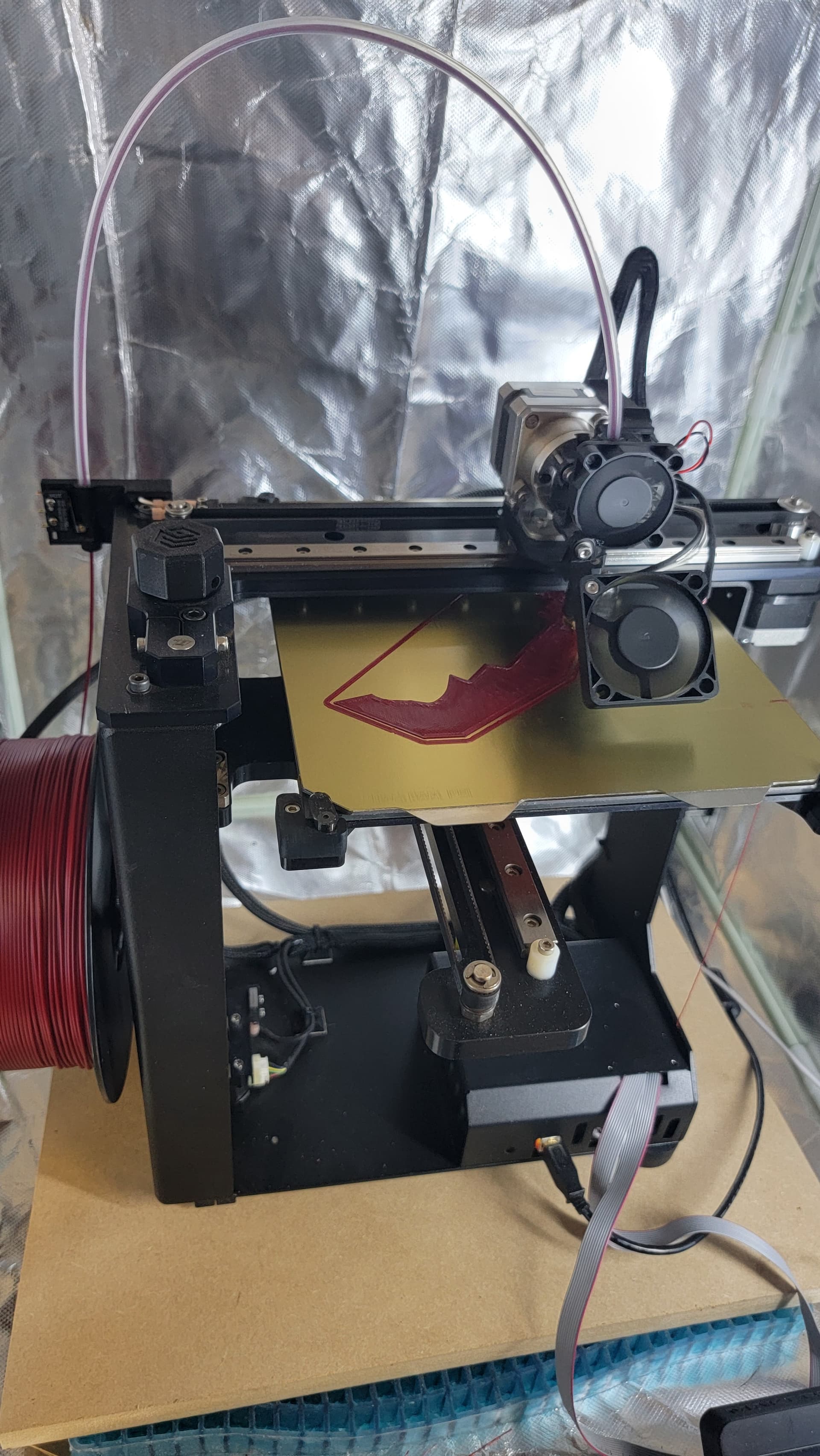
The picture below is the part that I surfaced.
BLUE areas have an amazing surface finish
YELLOW areas are smooth but my fingernail catches on the tooling marks
RED areas are just plain bad (raised burrs, gouges)
This feels like a rigidity issue but I am not sure where to start looking. I made sure the core was solid when trying to self-diagnose the issue, but still seeing the same results.
Using a 1/4 inch 4-flute endmill
Feed Rate 500mm/min (experimented with 350-700 with no noticeable change in surface quality)
Spindle Speed ~12000 RPM? (1.5 on the Makita)
Currently no coolant (air fittings should be delivered today)
I would say that this is almost certainly a tramming issue.
A tiny tilt in the bit angle will do some strange things.
While the bit is angled so that the leading edge is lower than the trailjng edge, you will get a nice clean cut and good finish. As soon as the trailing edge is lower, you get all kinds of weirdness because part of the bit that is not meant for cutting comes in contact with the material.
That was my first thought, but I dismissed it because I figured a tram issue would deliver more consistent issues than what I’m seeing. Some sections of the part are amazingly perfect.
That being said, I’ve never actually tested whether or not my LR3 is trammed properly. Maybe I was too quick to dismiss that as a possibility.
The spoil board was surfaced the day before (It was an obvious problem on my first trial run).
Work holding was probably not ideal; one drywall screw through each of the holes at the ends. The part is 2"x15"x1/4". I was looking as closely as I dared while it was running and despite clearly seeing the burrs develop, I couldn’t see any movement of the part. Doesn’t mean it was supported well enough though.
I would agree with the others that your tram is off. Also 4 flutes is probably not helping much either in terms of heat. I have very little experience trying to mill down aluminum like that. Cutting it out is easy lol. You really have to take extremely light cuts and probably a single flute endmill would be a lot better suited. You really have to be careful with the LR flexing. Try this cut as close to X min or X max as possible to reduce flex. Take it slow. Very shallow passes. Better to take a few passes than try to get it all in one and end up with an undesired finish
What DOC were you using for the cut in the pics? Sorry if you mentioned it already and I missed it
DOC was about 0.25mm with a stepover of 1/4 the bit width. Took two passes.
I’ve read in these forums that less is more when it comes to flute count, but something in my brain didn’t want to believe that a single flute was appropriate for facing operations. And I certainly didn’t consider that a single flute mill would help with heat. I’ll give the single flute a try on my next run.
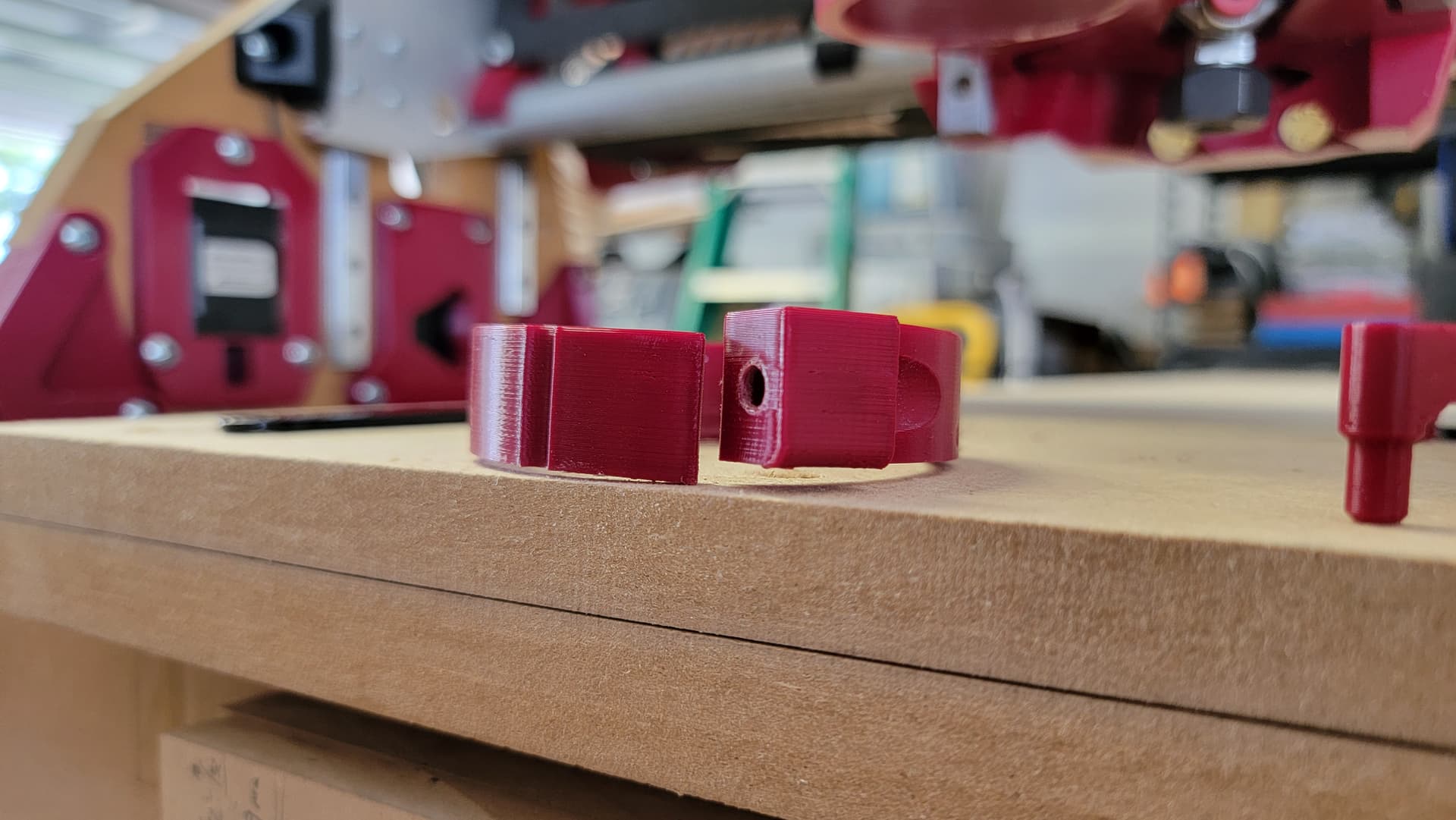
The more I think about it, the more @SupraGuy 's explanation is starting to sink in. I’ll start printing out the tooling and get the tram tested this weekend.
For everyone responding there are hundreds that read and learn. It’s always great to have community members sharing their good and bad experiences to help us all.
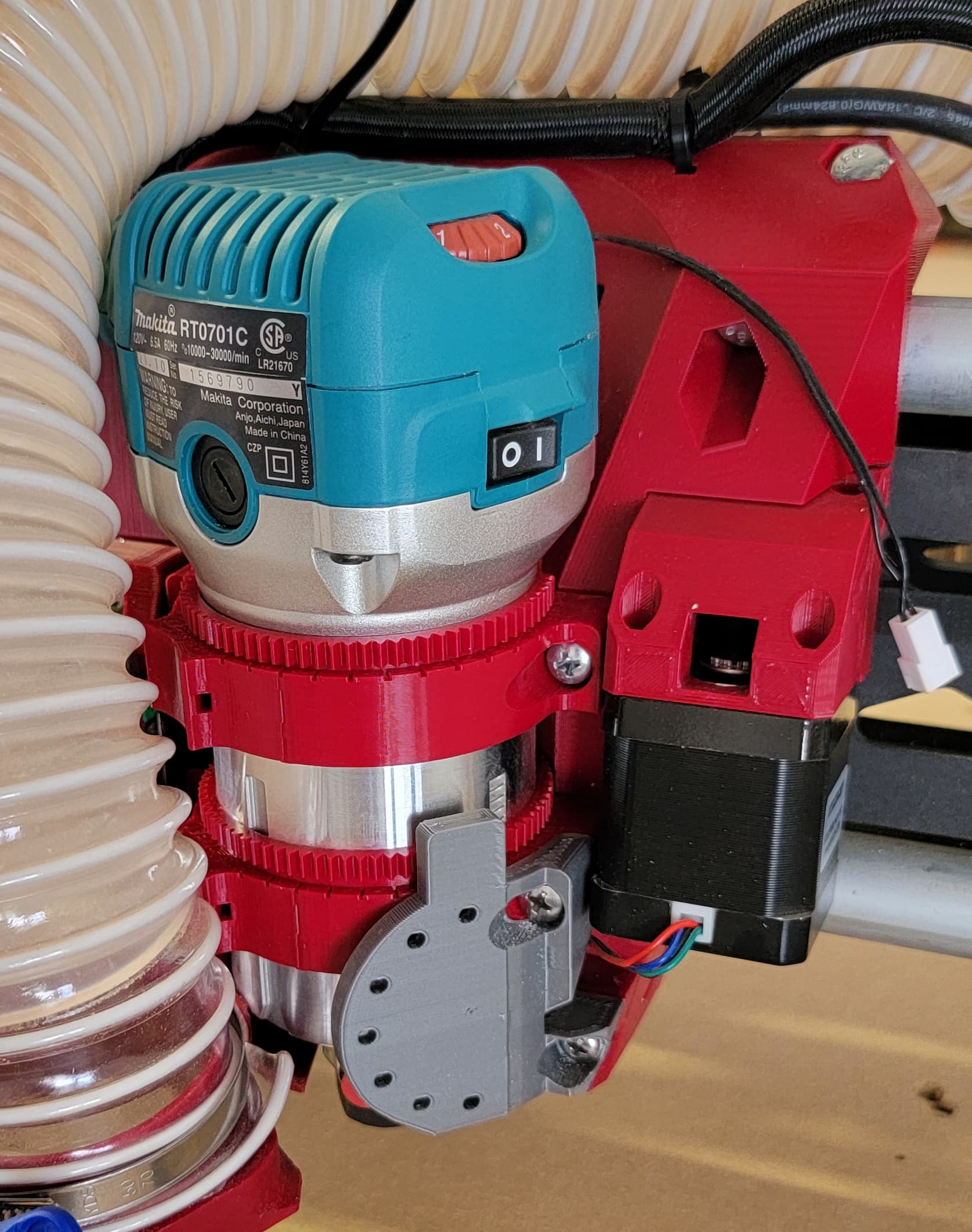
Unaware that the warped mount was a foreshadow of things to come, I got her trammed in with the new mounts and faced some scrap MDF with my 1-inch surfacing mill.
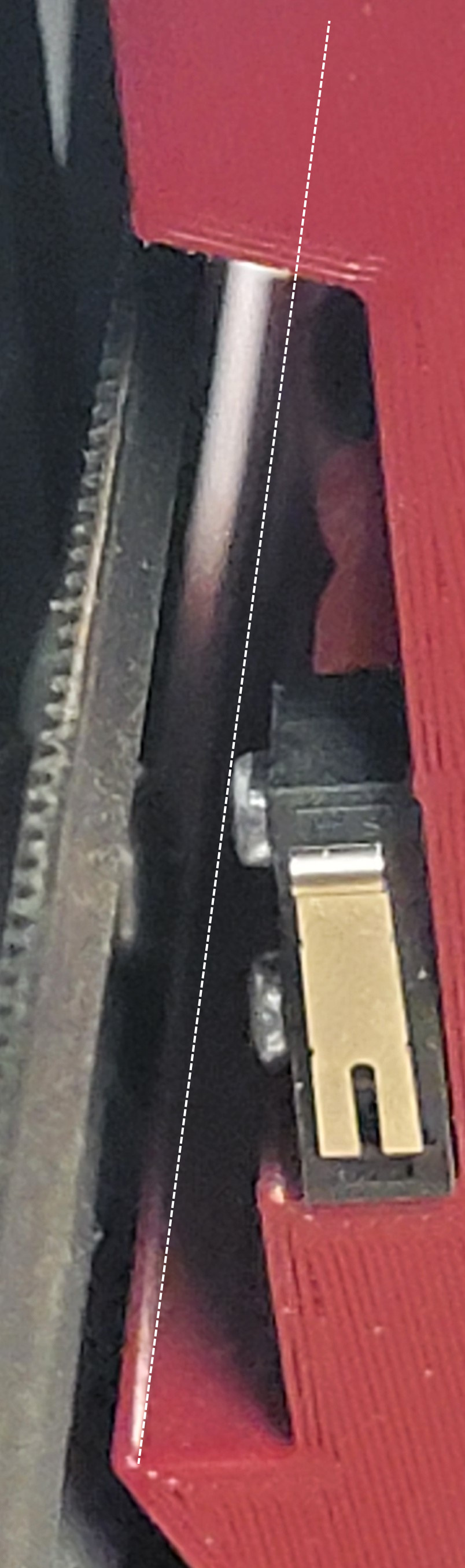
The face cut looked great… in the spaces between the 4 weird steps that happened every so often . It wasn’t until my 2nd beer that I realized that the steps were perfectly in line with the gantry braces. Looking closer the gantry braces were showing signs of rubbing. ‘No Problem’ I thought. I just needed to adjust the tension on the core bolts. But no matter what I did, the core was either scraping the braces, or too loose in between the braces. That’s when I saw the thing no LR3 owner every wants to see: a warped core (which was really hard to get a picture of).
I’m not exactly sure how this happened, but I’ve read about a few instances of the Makita’s running hot especially when running at low RPM. That combined with the un-air-conditioned Central Florida garage that my LR3 lives in could have caused the PLA to deform.
Needless to say, core two is currently being printed.