I think we’re in agreement on the facts as well, Jeff. But you’re a very generous, knowledgeable, and patient troubleshooter… who’s thinking about trying to help a multitude of new users get a basic machine built, and who are facing myriad problems. And I really do admire and appreciate that in you… we/they need you. But that’s a wide-open scenario, with folks with little/no experience still trying just to get some semblance of basic operation… often with all axes at once, with an end-mill already chucked up, and ready to plunge into a piece of steel/aluminum. That scenario is far more wide open, and volatile, than simply, “I want to calibrate my MPCNC”… the scenario I’m responding to.
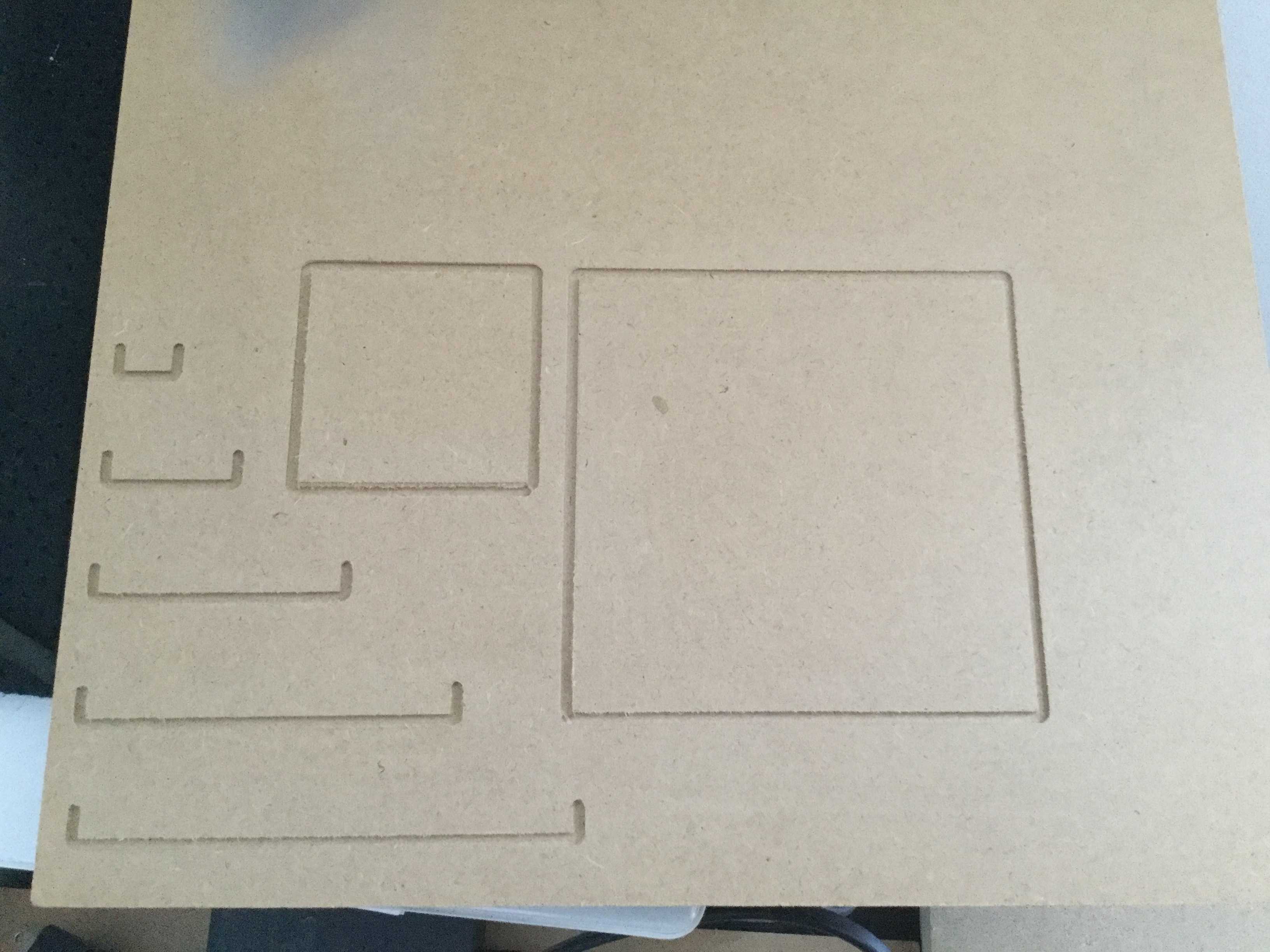
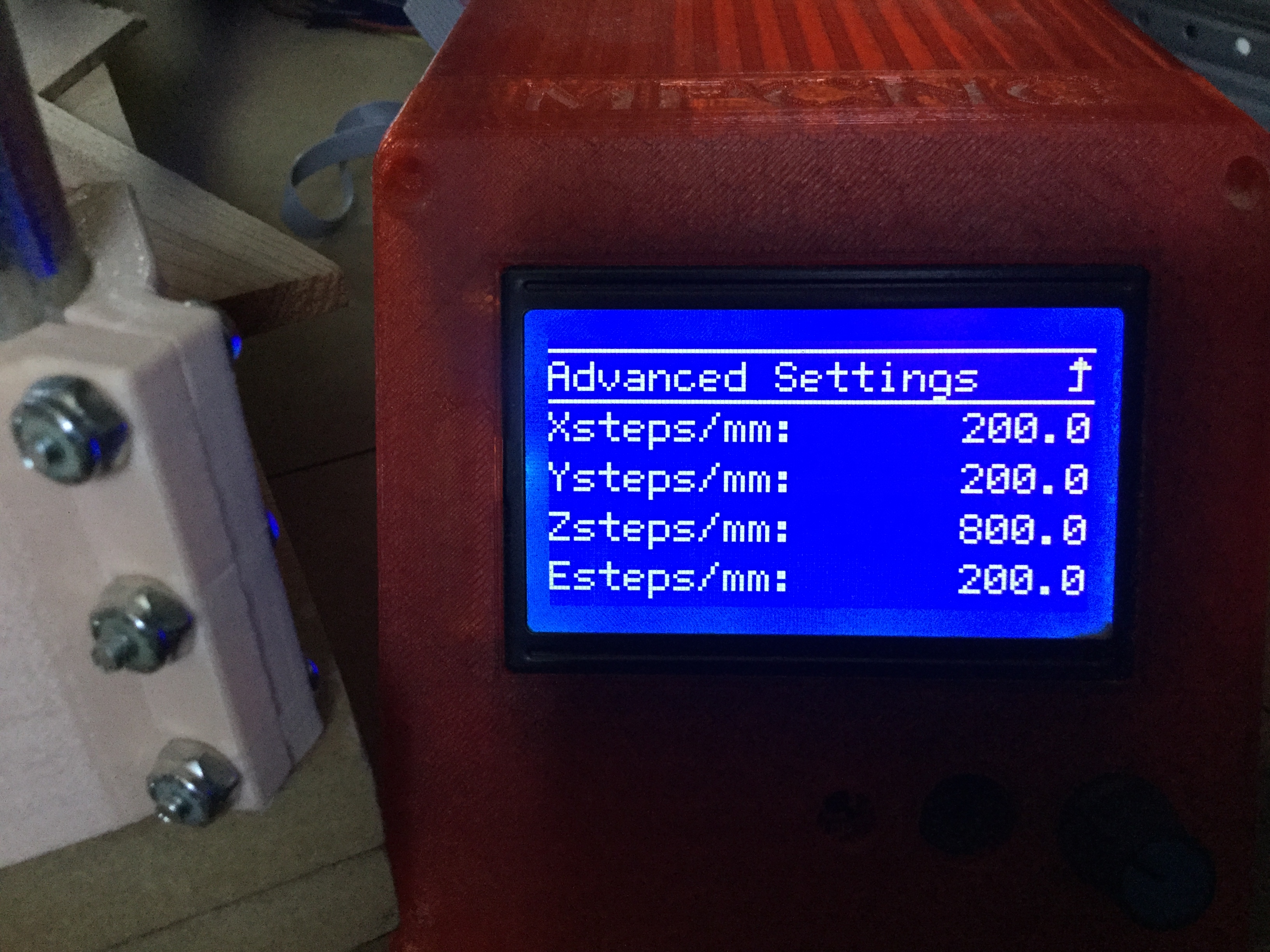
Speaking as a fairly experienced builder, with the simpler scenario, and given consistent and repeatable motion from the machine in front of me… I use this procedure as soon as I can get an axis moving consistently. The R&P MPCNC was a good example… I really didn’t know – or care – the actual pitch of the printed rack and pinion teeth or even the step/mm settings installed on the controller I happened to pick up out of my stash. It was a very simple matter to just lay a ruler on the worksurface, rubber-band a skewer to the carriage, with the point just above a major division on the ruler, and then command a small, but easily measurable, move. It was immediately obvious how much it was off and a new – quite close – steps/mm value was easily calculated. And, with one axis runnng nicely, I was off and running (this is the way I roll  )…
)…
I don’t mess too much with my 3d printers… especially after getting my first Prusa. The myriad extrusion and molten plastic issues are far less predictable and often greatly affect, and show up, in minute ways, in any apparent axis movement and render a pure calibration of the axis movement impossible… so I don’t recommend this procedure for 3d printers, especially with taking measurements off printed calibration cubes.
But I do have a lot of other DIY machines to mess with… and they are the ones I use this procedure with, a lot. I often change CNC controller boards, firmware (Marlin, Grbl, LinuxCNC), drive mechanics (belt, leadscrew, r&p), and tools (needle cutter, laser, pen, router)… often just to have something new/different to play with for a while (a necessity at my age). But KEY in my thinking… if ALL my machines are calibrated to the SAME INCH/CM standard – as close as I can possibly get it – the parts I produce on one machine will match, and mate up with, parts from another machine. And that is incredibly gratifying/satifying to the little bit of “engineer” that’s still left in me.
I don’t really want to hijack this thread and I think I’ve said what I needed to say, so I’ll shut up. But I really do appreciate all the support, from generous and knowledgeable folks in this forum (you too, Jeff )… that’s what makes this place special and why I spend so much time here. If everybody was “tunnel-visioned” as I am… we’d all be in trouble.